Изобретение относится к электронно-лучевой сварке, в частности к способам контроля и слежения за глубиной проплавле- ния.
Цель изобретения - повышение качества сварки путем повышения точности сварки и устранения корневых дефектов.
Суш,ность способа заключается в том, что в процессе электронно-лучевой сварки управление глубиной проплавлення осуществляется посредством изменения тока фокусируюш,ей системы.
На основании экспериментальных исследований о влиянии тока фокусирующей системы на появление корневого дефекта установлено, что корневые дефекты устраняются при расфокусировке электронного луча на определенную величину относительно первоначальной фокусировки луча на поверхности свариваемого изделия. Также установлено, что максимальной глубине про- плавления соответствует положение фокальной точки вблизи поверхности свариваемых изделий.
На фиг. 1 графически изображены характеристики, поясняющие зависимость глубины проплавления от тока фокусирующей линзы и от тока электронного луча; на фиг. 2 - блок-схема устройства.
Пунктиром (фиг. 1) обозначен интервал значений тока фокусирующей линзы, при которых во время сварки образуется корневой дефект. Значение соответствует фокусировке луча, при которой достигается мак симальная глубина проплавления
Глубину проплавления ho можно достичь при токе фокусирующей линзы 1фои тока луча Ijit, но при этом сварка будет осуществляться с наличием корневого дефекта. Та же глубина проплавления достигается при значениях тока фокусирующей линзы и токе луча 1л5. Во втором случае появление корневого дефекта будет исключе- I но.
Управлять глубиной проплавления можно как током луча, так и током фокусирующей линзы. Последнее предпочтительней, поскольку влияние тока фокусирующей линзы на глубину проплавления значительнее, чем влияние тока луча. В частности, изменение глубины проплавления на 25% достигается за счет изменения тока фокусирующей линзы на 2%, а изменения тока луча на 30%. К тому же расфокусировка в отличие от изменения тока луча не меняет вводимую энергию, что делает более стабильными другие характеристики щва. Согласно этому способ предусматривает управление глубиной проплавления посредством изменения тока фокусирующей линзы; а изменением тока луча устранять корневой дефект.
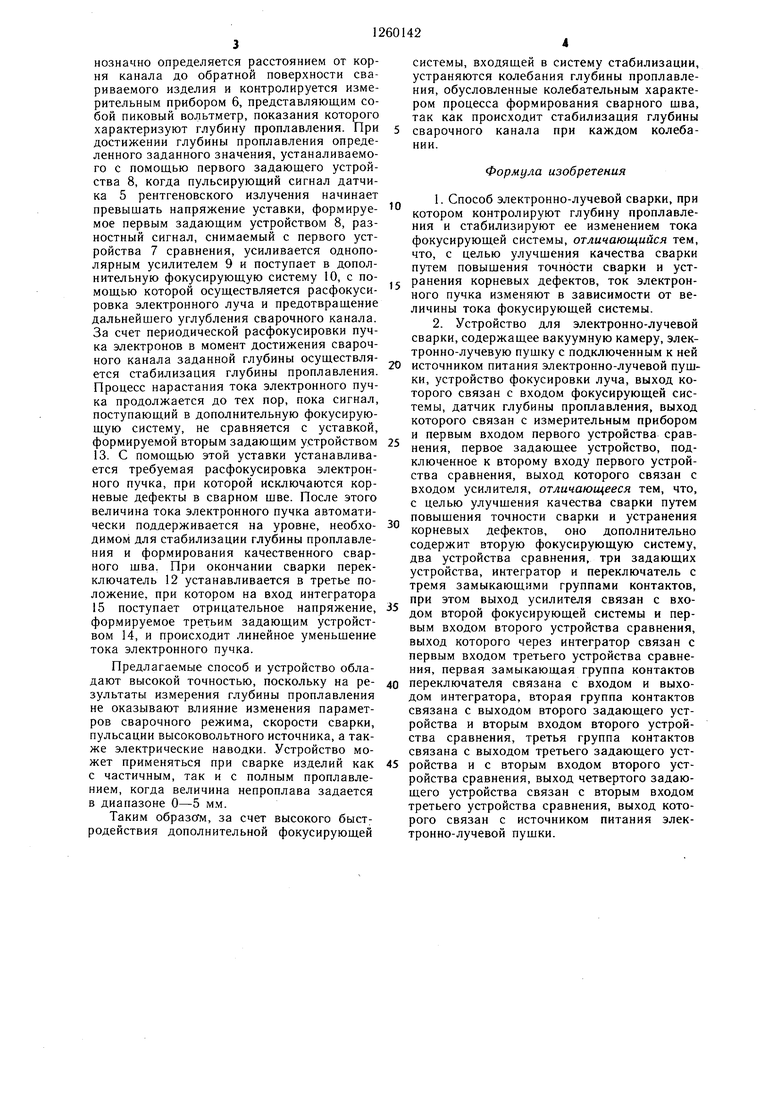
В устройстве для электронно-лучевой сварки электронная пушка 1, питаемая высоковольтным источником 2, создает пучок электронов, который фокусируется на поверхности свариваемого изделия с помощью
фокусирующей системы 3 и устройства 4 фокусировки. Рентгеновское излучение, возникающее в сварочной ванне, преобразуется в электрический сигнал датчиком 5 рентгеновского излучения, установленным со сторо- 5 ны свариваемого изделия, противоположной введению пучка электронов, и контролируется измерительным прибором 6. С целью стабилизации глубины проплавления сигнал с датчика рентгеновского излучения подают
о на первое устройство 7 сравнения, которое осуществляет сравнение сигнала с датчика и заданного напряжения, формируемого первым задающим устройством 8. Разностный сигнал через однополярный усилитель 9 подается на дополнительную фокусирующую сис5 тему 10, обладающую высоким быстродействием. Магнитные поля, создаваемые основной и дополнительной фокусирующими системами, суммируются. Для управления током электронного пучка используется второе устройство 11 сравнения, на входы которого
0 подается сигнал с выхода однополярного усилителя 9 и заданных напряжений, поступающих через переключатель 12 со второго задающего устройства 13 и третьего задающего устройства 14, с помощью которых задаются напряжения разной полярности.
5 Разностный сигнал, снимаемый с выхода второго устройства сравнения через интегратор 15, поступает на третье устройство 16 сравнения, второй вход которого подключен к четвертому задающему устройству 17. Напряжение, снимаемое с выхо0 да третьего устройства 16 сравнения, поступает в канал управления током электронного пучка высоковольтного источника. Работа устройства заключается в следующем.
Переключатель 12 устанавливается в перJ вое положение, соответствующее режиму подготовки, при котором соединяются вход и выход интегратора 15 и выходное напряжение интегратора равно нулю. С помощью четвертого задающего устройства 17 устанавливается малый ток электронного пучка,
0 при котором осуществляется фокусировка пучка с использованием фокусирующей системы 3 и устройства 4 фокусировки. Затем переключатель 12 устанавливают во второе положение, соответствующее режиму сварки, при котором на вход второго уст5 ройства 11 сравнения поступает положительное напряжение с второго задающего устройства 13. С помощью интегратора 15 и третьего устройства 16 сравнения в канале управления током высоковольтного источника формируется линейно нарастающий сигнал, задающий ток электронного пучка, и начинается сварка. В процессе сварки происходит периодическое углубление электронного пучка в свариваемый материал вследствие периодического выброса материала из канала. Рентгеновское излучение,
5 воспринимаемое датчиком 5, носит периодический характер и отражает процесс углубления канала в свариваемый материал. Напряжение, формируемое датчиком 5, однозначно определяется расстоянием от корня канала до обратной поверхности свариваемого изделия и контролируется измерительным прибором 6, представляющим собой пиковый вольтметр, показания которого характеризуют глубину проплавления. При достижении глубины проплавления определенного заданного значения, устаналиваемо- го с помощью первого задающего устройства 8, когда пульсирующий сигнал датчика 5 рентгеновского излучения начинает превыщать напряжение уставки, формируемое первым задающим устройством 8, разностный сигнал, снимаемый с первого устройства 7 сравнения, усиливается однопо- лярным усилителем 9 и поступает в дополнительную фокусирующую систему 10, с помощью которой осуществляется расфокусировка электронного луча и предотвращение дальнейшего углубления сварочного канала. За счет периодической расфокусировки пучка электронов в момент достижения сварочного канала заданной глубины осуществляется стабилизация глубины проплавления. Процесс нарастания тока электронного пучка продолжается до тех пор, пока сигнал, поступающий в дополнительную фокусирующую систему, не сравняется с уставкой, формируемой вторым задающим устройством 13. С помощью этой уставки устанавливается требуемая расфокусировка электронного пучка, при которой исключаются корневые дефекты в сварном щве. После этого величина тока электронного пучка автоматически поддерживается на уровне, необходимом для стабилизации глубины проплавления и формирования качественного сварного шва. При окончании сварки перек- ключатель 12 устанавливается в третье положение, при котором на вход интегратора 15 поступает отрицательное напряжение, формируемое третьим задающим устройством 14, и происходит линейное уменьшение тока электронного пучка.
Предлагаемые способ и устройство обладают высокой точностью, поскольку на результаты измерения глубины проплавления не оказывают влияние изменения параметров сварочного режима, скорости сварки, пульсации высоковольтного источника, а также электрические наводки. Устройство может применяться при сварке изделий как с частичным, так и с полным проплавле- нием, когда величина непроплава задается в диапазоне О-5 мм.
Таким образоти, за счет высокого быстродействия дополнительной фокусирующей
системы, входящей в систему стабилизации, устраняются колебания глубины проплавления, обусловленные колебательным характером процесса формирования сварного шва, так как происходит стабилизация глубины 5 сварочного канала при каждом колебании.
Формула изобретения
1.Способ электронно-лучевой сварки, при котором контролируют глубину проплавления и стабилизируют ее изменением тока фокусирующей системы, отличающийся тем, что, с целью улучшения качества сварки путем повышения точности сварки и уст5 ранения корневых дефектов, ток электронного пучка изменяют в зависимости от величины тока фокусирующей системы.
2.Устройство для электронно-лучевой сварки, содержащее вакуумную камеру, электронно-лучевую пушку с подключенным к ней
0 источником питания электронно-лучевой пущ- ки, устройство фокусировки луча, выход которого связан с входом фокусирующей системы, датчик глубины проплавления, выход которого связан с измерительным прибором и первым входом первого устройства сравнения, первое задающее устройство, подключенное к второму входу первого устройства сравнения, выход которого связан с входом усилителя, отличающееся тем, что, с целью улучшения качества сварки путем повышения точности сварки и устранения корневых дефектов, оно дополнительно содержит вторую фокусирующую систему, два устройства сравнения, три задающих устройства, интегратор и переключатель с тремя замыкающими группами контактов, при этом выход усилителя связан с входом второй фокусирующей системы и первым входом второго устройства сравнения, выход которого через интегратор связан с первым входом третьего устройства сравнения, первая замыкающая группа контактов
переключателя связана с входом и выходом интегратора, вторая группа контактов связана с выходом второго задающего устройства и вторым входом второго устройства сравнения, третья группа контактов связана с выходом третьего задающего устройства и с вторым входом второго устройства сравнения, выход четвертого задающего устройства связан с вторым входом третьего устройства сравнения, выход которого связан с источником питания электронно-лучевой пушки.
5
Iq)2 Icpo Pi фиг. 7
Гф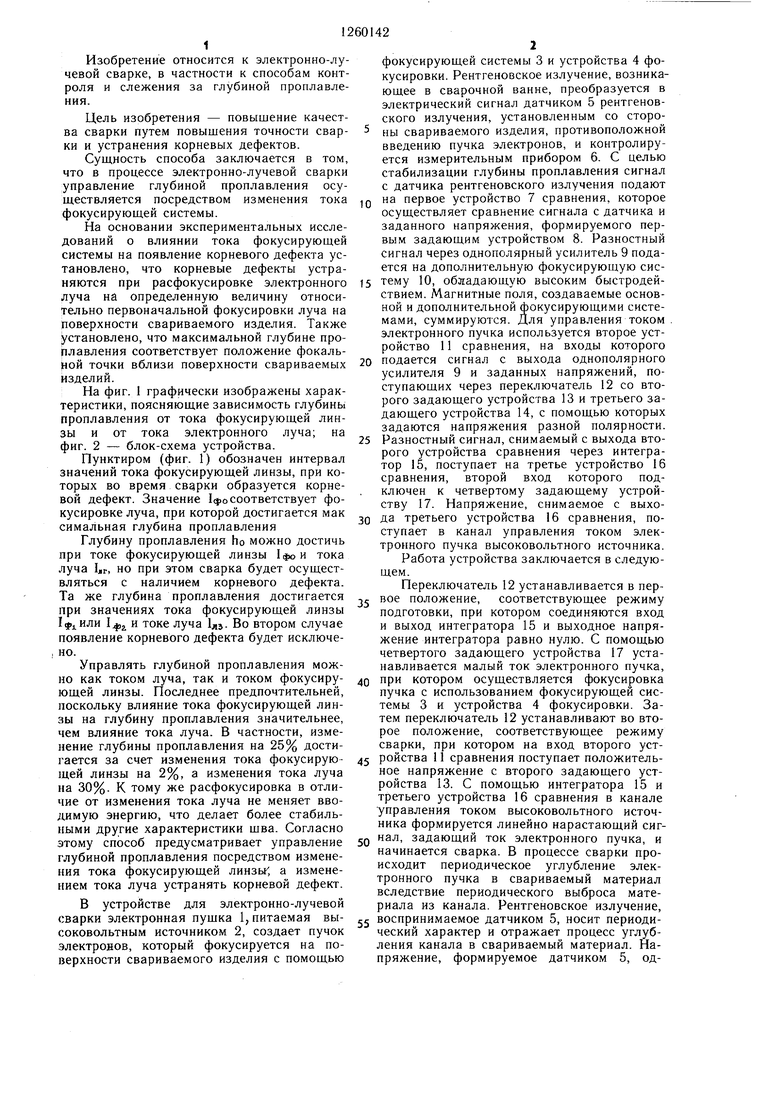
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Устройство для управления параметрами луча при электронно-лучевой сварке | 1987 |
|
SU1433692A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Способ электронно-лучевой сварки с кинжальным проплавлением | 1988 |
|
SU1544537A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Способ стабилизации глубины проплавления в процессе лучевой сварки по рентгеновскому излучению | 1986 |
|
SU1504041A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
Изобретение относится к области управления сварочными процессами, в частности к управлению электронно-лучевой сваркой. Изобретение позволяет повысить качество сварки путем повышения точности стабилизации глубины проплавления и устранения корневого дефекта, для чего информация о глубине проплавления поступает от датчика рентгеновского излучения, расположенного со стороны, противоположной введению луча. Управление глубиной проплавления осуществляется посредством расфокусировки луча, а управление током луча при помощи сигнала расфокусировки. 2 с.п. ф-лы, 2 ил. to Од 4i 1C
| Способ регулирования глубины проплавления при автоматической аргонодуговой сварке неплавящимся электродом без присадочной проволоки | 1983 |
|
SU1123803A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контроля глубины проплавления при электронно-лучевой сварке | 1978 |
|
SU733921A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
