Изобретение относится к устройствам для нанесения покрытия распылением и может быть использовано для нанесе- Ния покрытия на шатунные шейки коленчатых валов.
Цель изобретения - повышение произ Водительности за счет автоматизации процесса согласования движения распылительной головки и шатунных шеек Обрабатываемого коленчатого вала.
На фиг. 1 изображено устройство для нанесения покрытия на шатунные шейки
юленчатого вала; на фиг, 2 - разрез
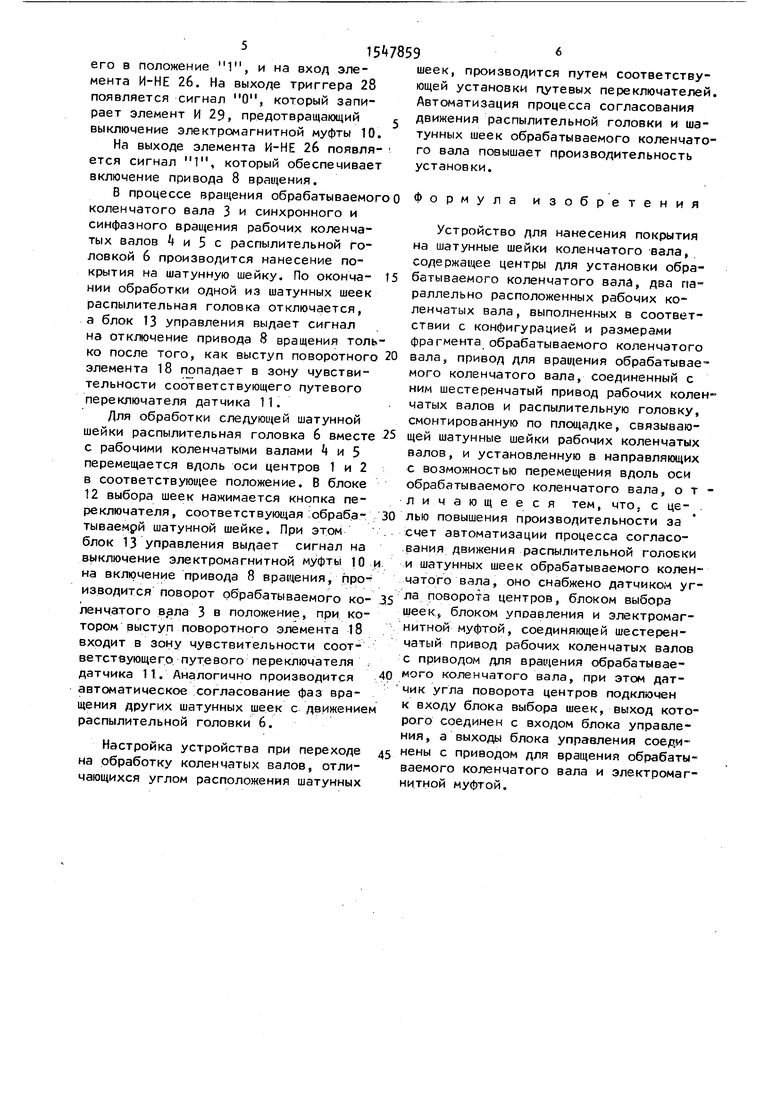
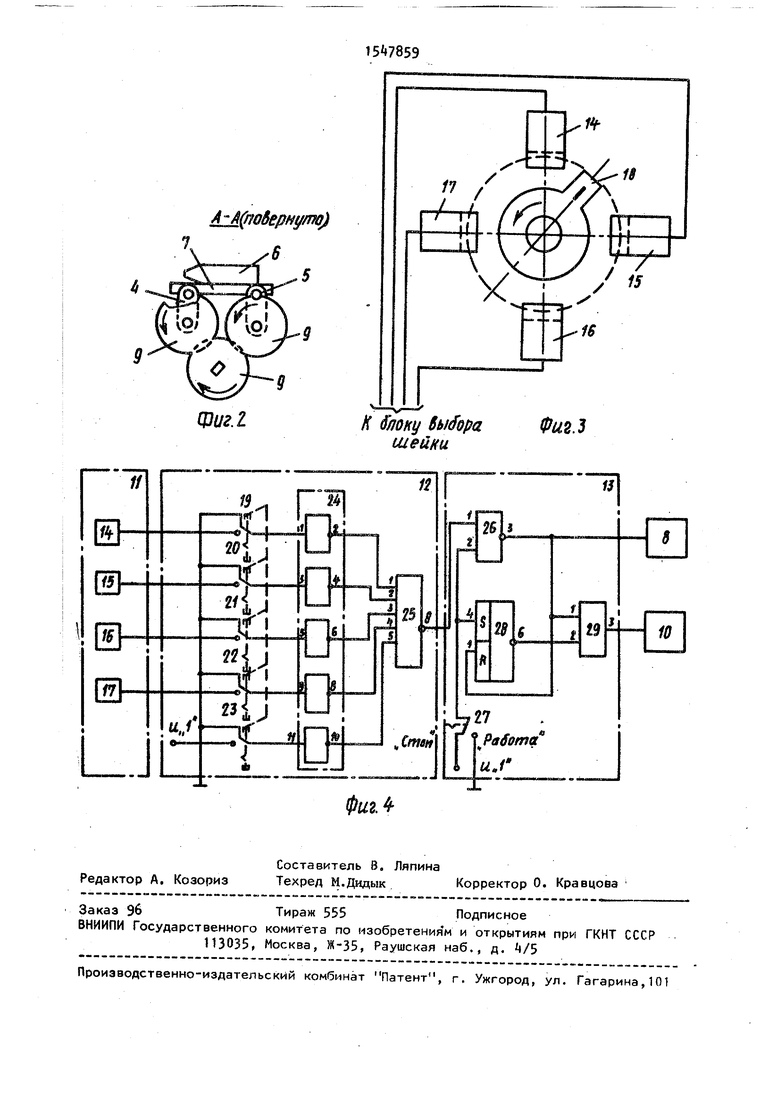
на фиг, 1; на фиг. 3 датчик угла(5 поворота шатунных шеек; на фиг. А - схема управления устройством.
Устройство содержит центры 1 л 2 ля установки обрабатываемого коленчатого вала 3, два рабочих коленчатых 20 фала k и 5 и распылительную головку 6„ Рабочие коленчатые валы 4 и 5 выпол- ||ены в соответствии с конфигурацией iji размерами фрагмента обрабатываемого коленчатого вала 3 и расположены па- 25 аллельно его оси. Распыпительная головка 6 смонтирована на площадке 7. Связывающей шатунные шейки рабочих коленчатых валов k и 5, и установлена вместе с ними на направляющих (не 30 показаны) с возможностью перемещения (Вдоль оси центров 1 и 2.
15 78594
Выходы переключателей соединены через инверторы 2k с входами элемента И-НЕ 25, выход которого соединен , с первым входом элемента И-НЕ 26 блока 13 управления. Блок 13 управления содержит кнопочный переключатель 27 режимов работы, выход которого подключен к второму входу элемента И-НЕ 26 )0 и входу триггера 28. Выход элемента И-НЕ 26 подключен к входу привода 8 вращения, к первому входу элемента И 29 и к входу триггера 28. Выход триггера 28 подключен к втррому входу элемента И 29. Выход элемента И 29 соединен с электромагнитной муфтой 10.
Устройство работает следующим образом .
Обрабатываемый коленчатый вал 3 устанавливают в центры 1 и 2 так,
чтобы плоскость, проходящая через ось первой шатунной и оси коренных шеек, совпадала с выступами поворотного элемента 18. Для начального согласования фаз движения распылительной головки 6, например, с первой шатунной шейкой площадка 7 устанавливается в крайнем верхнем положении.
В блоке 12 выбора шеек нажимается кнопка переключателя первой шатунной шейки обрабатываемого коленчатого вала 3. Если поворотный элемент 18 в этот момент не совпадает с соответствующим путевым переключателем, с выхода датчика 11 поступает сигнал О на инверторы 2k , с выхода которых поступит сигнал 1 на элементы И-НЕ 26 блока 13 управления. По данному сигналу запускается привод 8 вращения и через элемент И 29 подается команда на отключение электромагнитной муфты 10.
35
40
Устройство имеет привод 8 вращения эбрабатываемого коленчатого вала 3 4 шестеренчатый привод 9 вращения ра- эочих коленчатых валов k и 5, кинематически соединенный с приводом 8 электромагнитной муфтой 10. Устройство снабжено также датчиком 11 угла поворота центров, блоком 12 выбора шеек и блоком 13 управления. Датчик 11 подключен к входу блока 12 выбора шеек, выход которого соединен с входом блока 13 управления. Выходы блока 13 УП- равления связаны с приводом 8 вращения и электромагнитной муфтой 10. Датчик 11 выполнен в виде бесконтактных путевых переключателей и поворотного элемента 18. Последний имеет форму диска с выступом и закреплен на центре 1, путевые переключатели установлены вокруг поворотного элемента 18 в соответствии с углом расположения
SO
шатунных шеек обрабатываемого коленчатого вала и возможностью взаимодействия с его выступом. Блок 12 выбора шеек содержит кнопочные переключатели и переключатель 23.
0 5 0
5
0
SO
5
чтобы плоскость, проходящая через ось первой шатунной и оси коренных шеек, совпадала с выступами поворотного элемента 18. Для начального согласования фаз движения распылительной головки 6, например, с первой шатунной шейкой площадка 7 устанавливается в крайнем верхнем положении.
В блоке 12 выбора шеек нажимается кнопка переключателя первой шатунной шейки обрабатываемого коленчатого вала 3. Если поворотный элемент 18 в этот момент не совпадает с соответствующим путевым переключателем, с выхода датчика 11 поступает сигнал О на инверторы 2k , с выхода которых поступит сигнал 1 на элементы И-НЕ 26 блока 13 управления. По данному сигналу запускается привод 8 вращения и через элемент И 29 подается команда на отключение электромагнитной муфты 10.
При совпадении выступа поворотного элемента 18 с соответствующим обрабатываемой шейке путевым переключателем датчика 11 на его выходе появляется сигнал 1, который передается на инвертор 25- С инвертора 26 сигнал в виде О поступает на вход элемента И-НЕ 26, при этом производятся останов привода 8 вращения и включение электромагнитной муфты 10,
Для нанесения покрытия на блоке 13 управления переключатель 27 устанавливают в положение Работа. При этом сигнал О через переключатель 27 поступает на триггер 28, устанавливая
его в положение 1, и на вход элемента И-НЕ 26. На выходе триггера 28 появляется сигнал О, который запирает элемент И 29, предотвращающий выключение электромагнитной муфты 10.
На выходе элемента И-НЕ 26 появляется сигнал 1, который обеспечивает включение привода 8 вращения.
В процессе вращения обрабатываемог коленчатого вала 3 и синхронного и синфазного вращения рабочих коленчатых валов k и 5 с распылительной головкой 6 производится нанесение покрытия на шатунную шейку. По оконча- нии обработки одной из шатунных шеек распылительная головка отключается, а блок 13 управления выдает сигнал на отключение привода 8 вращения тольшеек, производится путем соответствующей установки путевых переключателей Автоматизация процесса согласования движения распылительной головки и шатунных шеек обрабатываемого коленчатого вала повышает производительность установки.
Формула изобретения
Устройство для нанесения покрытия на шатунные шейки коленчатого вала, содержащее центры для установки обрабатываемого коленчатого вала, два параллельно расположенных рабочих коленчатых вала, выполненных в соответствии с конфигурацией и размерами фрагмента обрабатываемого коленчатого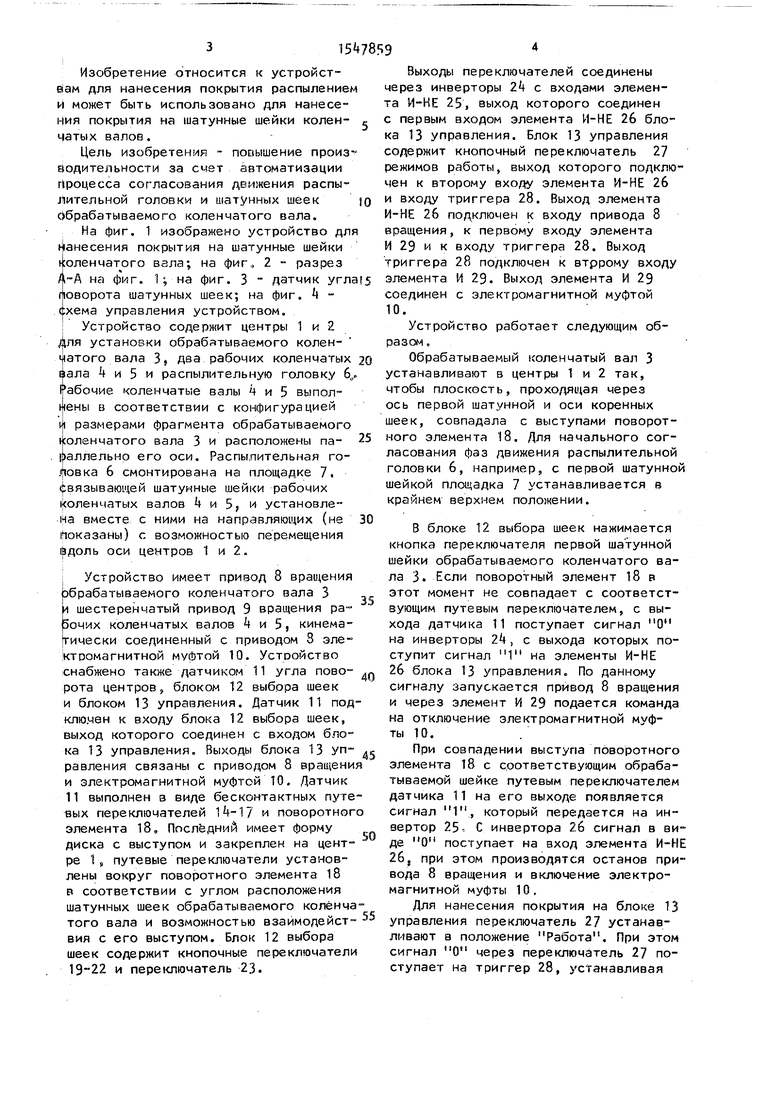
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 1994 |
|
RU2085301C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ И КОРЕННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 2010 |
|
RU2447951C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЦЕНТРАХ ТЕЛ С ПАРАЛЛЕЛЬНО СМЕЩЕННЫМИ ОСЯМИ ВРАЩЕНИЯ | 1993 |
|
RU2049597C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2146010C1 |
| Устройство для нанесения покрытия на шейки коленчатого вала | 1984 |
|
SU1219160A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
| Устройство для обработки шатунных шеек коленчатых валов | 1990 |
|
SU1745404A1 |
| Способ обработки деталей типа коленчатых валов и станок для его осуществления | 1986 |
|
SU1421473A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
Изобретение относится к устройствам для нанесения покрытий распылением и может быть использовано для нанесения покрытия на шатунные шейки коленчатых валов. Целью изобретения является повышение производительности за счет автоматизации процесса согласования движения распылительной головки 6 и шатунных шеек обрабатываемого коленчатого вала 3. Устройство снабжено датчиком 11 угла поворота центров 1, 2, блоком 12 выбора шеек, блоком 13 управления и электромагнитной муфтой 10, соединяющей шестеренчатый привод 9 рабочих коленчатых валов 4, 5 с приводом для вращения обрабатываемого коленчатого вала 3. При этом датчик 11 угла поворота центров 1, 2 подключен к входу блока 12 выбора шеек, выход которого соединен с входом блока 13 управления, а выходы блока 13 управления соединены с приводом 8 вращения обрабатываемого коленчатого вала 3 и электромагнитной муфтой 10. 4 ил.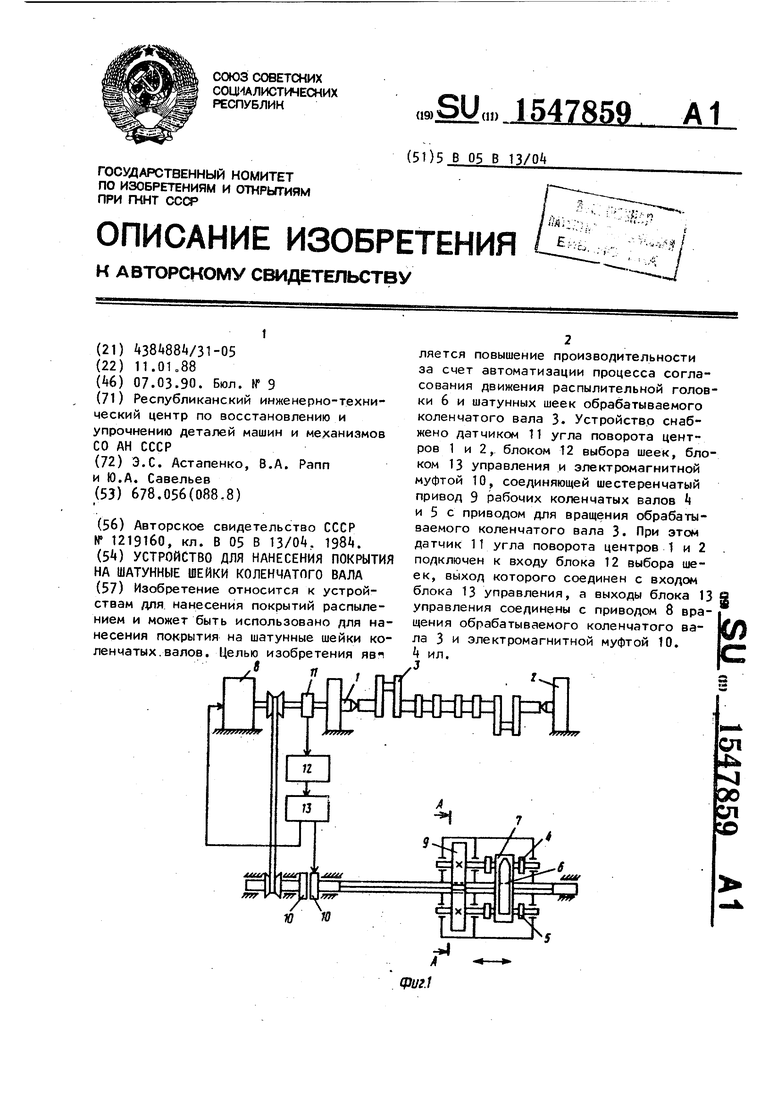
ко после того, как выступ поворотного 20 вала, привод для вращения обрабатывавэлемента 18 попадает в зону чувствительности соответствующего путевого переключателя датчика 11.
Для обработки следующей шатунной шейки распылительная головка 6 вместе 25 с рабочими коленчатыми валами Ц и 5 перемещается вдоль оси центров 1 и 2 в соответствующее положение. В блоке 12 выбора шеек нажимается кнопка переключателя, соответствующая обраба- 30 тываемрй шатунной шейке. При этом блок 13 управления выдает сигнал на выключение электромагнитной муфты 10 и
мого коленчатого вала, соединенный с ним шестеренчатый привод рабочих колен чатых валов и распылительную головку, смонтированную по площадке, связывающей шатунные шейки рабочих коленчатых валов, и установленную в направляющих с возможностью перемещения вдоль оси обрабатываемого коленчатого вала, от личающееся тем, что8 с целью повышения производительности за счет автоматизации процесса согласования движения распылительной головки и шатунных шеек обрабатываемого коленчатого вала, оно снабжено датчиком угна включение привода 8 вращения, производится поворот обрабатываемого ко- 35 ла пов°Р°та центров, блоком выбора ленчатого вала 3 в положение, при ко- щеек блоком управления и электромагнитной муфтой, соединяющей шестеренчатый привод рабочих коленчатых валов с приводом для вращения обрабатывае- 40 мого коленчатого вала, при этом датчик угла поворота центров подключен к входу блока выбора шеек, выход кототором выступ поворотного элемента 18 входит в зону чувствительности соответствующего путевого переключателя датчика 11. Аналогично производится автоматическое согласование фаз вращения других шатунных шеек с движением распылительной головки 6.
рого соединен с входом блока управления, а выходы блока управления соеди- 45 нены с приводом для вращения обрабатываемого коленчатого вала и электромагнитной муфтой.
Настройка устройства при переходе на обработку коленчатых валов, отличающихся углом расположения шатунных
мого коленчатого вала, соединенный с ним шестеренчатый привод рабочих коленчатых валов и распылительную головку, смонтированную по площадке, связывающей шатунные шейки рабочих коленчатых валов, и установленную в направляющих с возможностью перемещения вдоль оси обрабатываемого коленчатого вала, отличающееся тем, что8 с целью повышения производительности за счет автоматизации процесса согласования движения распылительной головки и шатунных шеек обрабатываемого коленчатого вала, оно снабжено датчиком угла пов°Р°та центров, блоком выбора щеек блоком управления и электромагнитной муфтой, соединяющей шестеренчатый привод рабочих коленчатых валов с приводом для вращения обрабатывае- мого коленчатого вала, при этом датчик угла поворота центров подключен к входу блока выбора шеек, выход которого соединен с входом блока управления, а выходы блока управления соеди- нены с приводом для вращения обрабатываемого коленчатого вала и электромагнитной муфтой.
4гА(по6ернулю)
9
Фиг. I
1±
ftf
кямв
#
МШИ
tf
К f/юку Sbitfopa шейки
te.5
12
Ib 8 JL
„Cwwl
fi
Работа UJ
| Устройство для нанесения покрытия на шейки коленчатого вала | 1984 |
|
SU1219160A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| ( УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ШАТУННЫЕ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА | |||
