Изобретение относится к устройствам для нанесения покрытий распылением и может быть использовано для нанесения покрытий на шатунные коренные шейки коленчатых валов различных типов двигателей.
Известна установка для нанесения покрытий на шатунные и коренные шейки коленчатого вала, содержащая устройство крепления коленчатого вала, выполненное в виде планшайбы со смещенным центром вращения [Справочник технолога авторемонтного производства / Под ред. Малышева Г.А., М. Транспорт, 1977. 162-163 с.]. Недостатком данной установки является необходимость настройки устройства для обработки каждой следующей шатунной или коренной шейки и необходимость наличия соответствующих наборов планшайб для многочисленных типоразмеров коленчатых валов.
Известно устройство для нанесения покрытий на шатунные шейки коленчатого вала, снабженное распылительной головкой, приводами коленчатого вала и распылительной головки, датчиком угла поворота, блоком выбора шеек и блоком управления [а.с. №1547859, МПК B05B 13/04, 1990 г.].
Недостатками аналога являются его конструктивная сложность (наличие в нем дополнительных рабочих коленчатых валов, зубчатых колес, большого числа подшипников) и необходимость использования набора рабочих коленчатых валов для различных типов валов.
Наиболее близким к предлагаемому изобретению можно отнести устройство, содержащее привод вращения коленчатого вала и кривошипно-кулисный механизм. Кривошипно-кулисный механизм содержит ползун с узлом крепления плазматрона и узлом крепления к обрабатываемой шейке при помощи прижимных роликов с разъемной крышкой. Так как прочность соединения покрытий с основным материалом, получаемая традиционным плазменным напылением, составляет величину не более 50…70 МПа, а шейки коленчатого вала при работе испытывают знакопеременные циклические нагрузки, то плазменные покрытия требуют в большинстве случаев дополнительную операцию - упрочнение. К эффективным методам такого упрочнения относится термомеханическая обработка покрытий обкаткой роликами [а.с. №2085301, МПК B05B 13/04; B05B 13/02, 1994 г.]. Недостатком прототипа является то, что он не позволяет упрочнять плазменные покрытия на шейках коленчатых валов.
Задачей изобретения является снижение материальных и энергетических затрат, повышение качества покрытия. Техническим результатом, достигаемым этим изобретением, является сокращение подготовительно-заключительного времени операций нанесения и упрочнения покрытий обкаткой роликами за счет их совмещения, уменьшение припуска на последующую обработку.
Для этого устройство для нанесения покрытия на шатунные и коренные шейки коленчатых валов, выполненное в виде кривошипно-кулисного механизма, содержащее привод вращения и тахометр коленчатого вала, блок управления им, подключенный к тахометру и дополнительно к датчику угла поворота, распылительную головку, ее блок выбора шеек и датчик угла поворота, который соединен с приводом вращения коленчатого вала и через блок выбора шеек с блоком управления, а последний с приводом коленчатого вала, дополнительно снабжено регулируемым механизмом прижима роликов к шейке, включающим в себя гидропривод и устройство контроля толщины покрытия.
На фиг.1 изображено устройство для нанесения покрытия на шатунные и коренные шейки коленчатого вала; на фиг.2 - разрез А-А на фиг.1.
Установка содержит центры 1 и 2 для установки коленчатого вала 3, распылительную головку 4, ее привод перемещения 5, привод вращения 6 коленчатого вала 3, измерительный блок 7, блок выбора шеек 8 (БВШ) и блок управления 9 (БУ). Привод перемещения 5 распылительной головки 4 выполнен в виде кривошипно-кулисного механизма и содержит кулису 10, установленные в ней ползун 11 и направляющие ролики 12, стойку 13, прижимные ролики 14, рычаг 15, поджимающий гидроцилиндром 16 обрабатываемую шейку. На ползуне 11 установлены прижимные ролики 14, выполняющие роль направляющей, на нем также установлен гидроцилиндр 16, зафиксированный в пяте 17 при помощи винта 18. На стойке 19, прикрепленной к ползуну 11, установлено микрометрическое устройство 20 для контроля толщины покрытия, а на рычаге 15 установлен концевой выключатель 21. Распылительная головка 4 также крепится на ползуне 11 с использованием болта 22. Порошковый питатель 23 крепится на распылительной головке 4 при помощи гайки 24.
Устройство работает следующим образом. Коленчатый вал 3 устанавливают в центры 1 и 2. Затем ползун 11 кривошипно-кулисного механизма при помощи рычага 15 и гидроцилиндра 16 соединяют с обрабатываемой шатунной шейкой таким образом, чтобы между прижимными роликами 14 и обрабатываемой шейкой не было зазора. После этого коленчатый вал 3 выставляют в положение, при котором ось обрабатываемой шатунной шейки пересекает линию, соединяющую оси вращения коленчатого вала 3 и кривошипно-кулисного механизма. Выставляют расстояние от распылительной головки 4 до обрабатываемой шатунной шейки с помощью ручки 25 и фиксируют с помощью болта 22. Микрометрическое устройство 20 подводят к концевому выключателю 21 до момента его срабатывания. Затем микрометрическое устройство 20 отводят от концевого выключателя 21 на расстояние, равное задаваемой толщине покрытия.
Включают привод вращения 6 и задают необходимое давление в гидроцилиндре 16. В процессе вращения коленчатого вала 3 ползун 11 с распылительной головкой 4 движется возвратно-поступательно в направляющих роликах 12 кулисы 10, которая в свою очередь совершает вращательно-колебательное движение в стойке 13. Включают распылительную головку 4, подачу порошка от порошкового питателя 23 и осуществляют напыление. В процессе нанесения покрытия его температура составляет величину 200÷700°С, что не требует высоких удельных нагрузок обкатки покрытия. В процессе напыления толщина покрытия возрастает, что приводит к сближению рычага 15 с концевым выключателем 21 к микрометрическому устройству 20 до момента замыкания. При срабатывании концевого выключателя 21 его сигнал поступает в блок управления 9, который подает команды на выключение подачи порошка в распылительную головку 4, на создание в соответствии с заданной программой необходимого изменения усилия на гидроцилиндре 16 в процессе термомеханической обработки покрытия.
Процесс упрочнения покрытия обкаткой осуществляется при постепенном охлаждении покрытия и в его холодном состоянии при высоких удельных нагрузках. В результате на первой стадии при высоких температурах обработки покрытие формируется с заданным размером и минимальным припуском на последующее шлифование, а на второй стадии покрытие упрочняется. При этом за счет совмещения операций нанесения и упрочнения покрытия устраняются необходимость дополнительного нагрева покрытия перед обкаткой и необходимость переустановки прижимных роликов перед ней. После обкатки покрытия приступают к обработке следующей шейки.
Заявляемое устройство для нанесения покрытия на шатунные шейки коленчатых валов, по сравнению с прототипом, позволяет повысить качество покрытия и сократить подготовительно-заключительное время за счет совмещения процесса напыления и обкатки роликами, снизить материальные и энергетические затраты, повысить качество покрытия, уменьшить припуск на последующую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 1994 |
|
RU2085301C1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Станок для обработки изделий | 1985 |
|
SU1269956A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СОСТАВНОЙ КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ СОЕДИНЕНИЯ ЩЕК КРИВОШИПОВ С КОРЕННЫМИ И ШАТУННЫМИ ШЕЙКАМИ | 2001 |
|
RU2199037C1 |
| Устройство для нанесения покрытия на шейки коленчатого вала | 1984 |
|
SU1219160A1 |
| УСТРОЙСТВО ИЗМЕНЕНИЯ РАДИУСА КРИВОШИПА КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА | 2015 |
|
RU2595993C1 |
| Устройство для нанесения покрытия на шатунные шейки коленчатого вала | 1988 |
|
SU1547859A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
Изобретение относится к устройствам для нанесения покрытий распылением и может быть использовано для нанесения покрытий на шатунные коренные шейки коленчатых валов различных типов двигателей. Устройство для нанесения покрытий на шатунные и коренные шейки коленчатых валов дополнительно снабжено регулируемым механизмом прижима роликов к шейке. Механизм включает гидропривод и устройство контроля толщины покрытия. Техническим результатом изобретения является сокращение подготовительно-заключительного времени операций нанесения и упрочнения покрытий обкаткой роликами за счет их совмещения, уменьшение припуска на последующую обработку. 2 ил.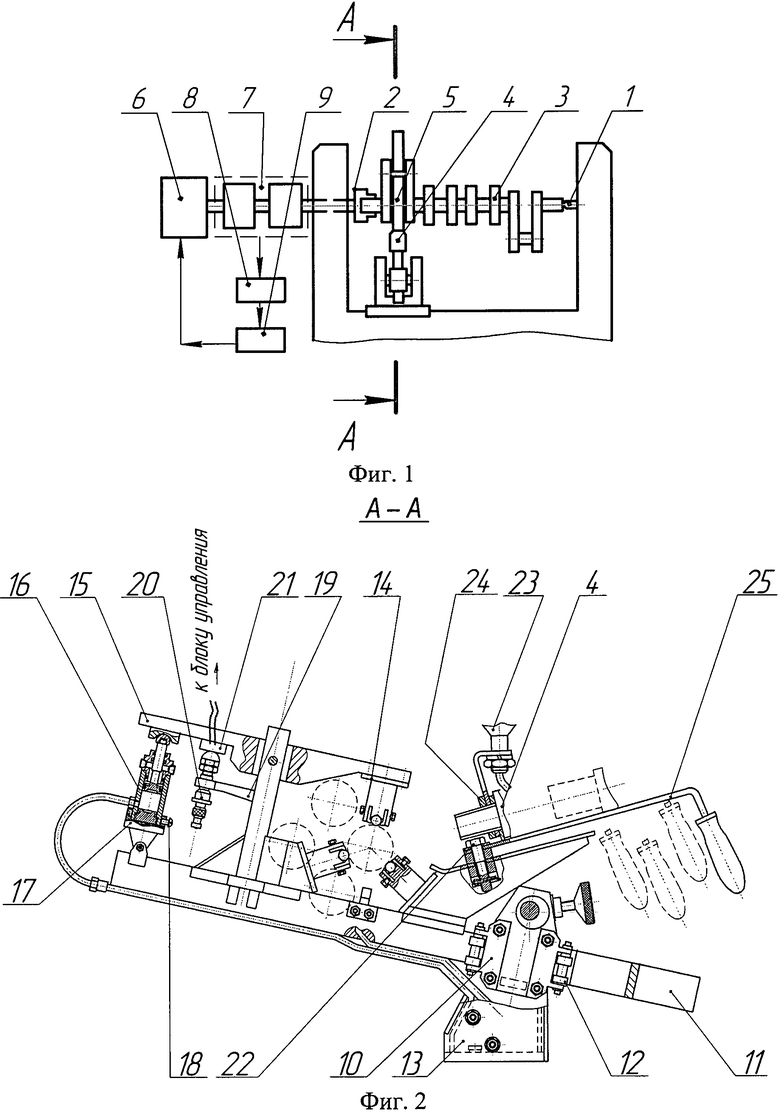
Устройство для нанесения покрытий на шатунные и коренные шейки коленчатых валов, выполненное в виде кривошипно-кулисного механизма, содержащее привод вращения и тахометр коленчатого вала, блок управления им, подключенный к тахометру и дополнительно к датчику угла поворота, распылительную головку, ее блок выбора шеек и датчик угла поворота, который соединен с приводом вращения коленчатого вала и через блок выбора шеек - с блоком управления, а последний - с приводом коленчатого вала, отличающееся тем, что оно дополнительно снабжено регулируемым механизмом прижима роликов к шейке, включающим гидропривод и устройство контроля толщины покрытия.
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 1994 |
|
RU2085301C1 |
| Установка для металлизации коленчатых валов двигателей внутреннего сгорания | 1983 |
|
SU1162503A1 |
| Устройство для нанесения покрытия на шатунные шейки коленчатого вала | 1988 |
|
SU1547859A1 |
| Устройство для нанесения покрытия на шейки коленчатого вала | 1984 |
|
SU1219160A1 |
| СПОСОБ РЕМОНТА КРИВОШИПНОГО МЕХАНИЗМА ДВИГАТЕЛЯ С ИЗНОШЕННЫМИ ШАТУННЫМИ И КОРЕННЫМИ ШЕЙКАМИ | 1995 |
|
RU2090332C1 |
| Манипулятор | 1983 |
|
SU1151452A1 |
| СПОСОБ ПРОВЕДЕНИЯ РЕМОНТНО-ИЗОЛЯЦИОННЫХ РАБОТ В СКВАЖИНЕ | 2010 |
|
RU2424418C1 |
| JP 58160618 А, 24.09.1983. | |||

