Изобретение относится к области машиностроения и может быть использовано в автомобильной, тракторной промышленности для нанесения покрытий на шейки коленчатых валов.
Цель изобретения - повышение производительности за счет обеспечения возможности одновременного нанесения покрытия на коренные и шатунные шейки коленчатого вала.
На фиг. I показано устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Устройство для нанесения покрытия на шейки коленчатого вала содержит станину 1, закрепленные на ней кронштейны 2 и 3 с центрами для установки обрабатываемого коленчатого вала 4., привод его вращения (не показан) с шестерней 5 и распылительные головки 6, смонтированные с возможностью возвратно-поступательного перемеш,ения вдоль обрабатываемого коленчатого вала 4.
Устройство снабжено двумя рабочими коленчатыми валами 7 и 8, установленными параллельно обрабатываемому коленчатому валу на станине 1 посредством кронштейнов 9 и хомутов 10 и выполненными по конфигурации и размерам в соответствии с конфигурацией и размерами обрабатываемого коленчатого вала 4.
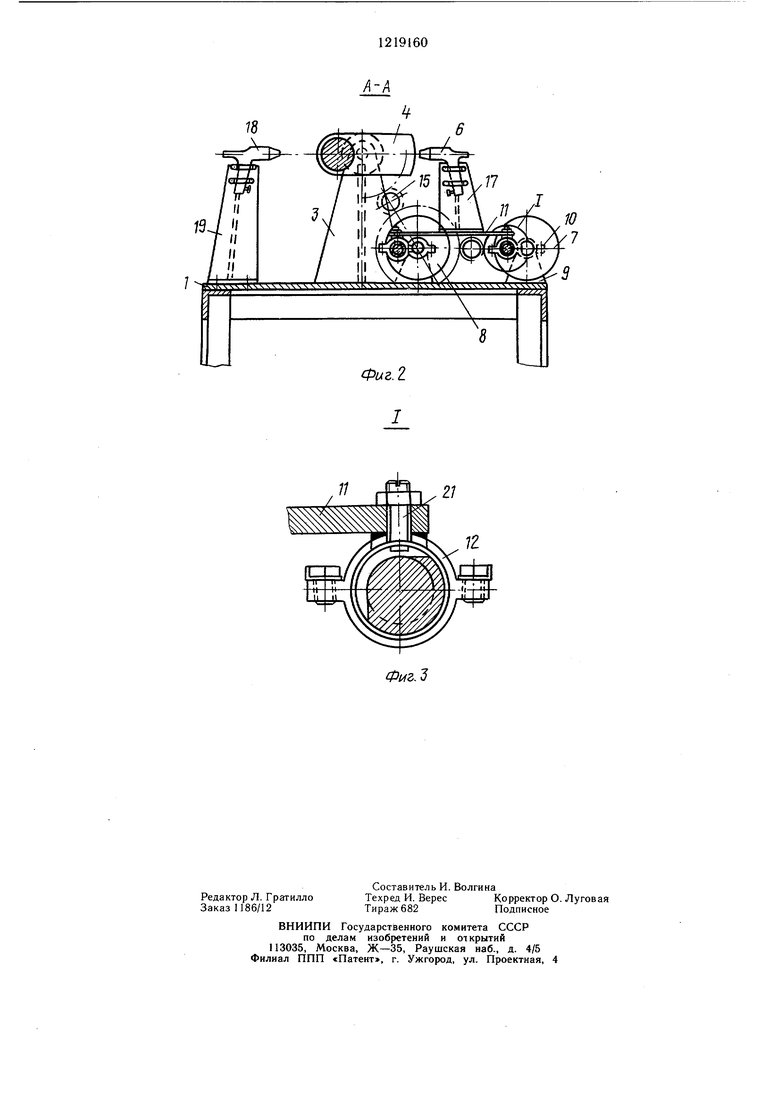
Устройство снабжено также площадками 11, связывающими посредством хомутов 12 между собой соответствующие шатунные шейки рабочих коленчатых валов 7 и 8, и зубчатыми шестернями 13-16, при помощи которых рабочие коленчатые валы 7 и 8 связаны через шестерню 5 с приводом вращения обрабатываемого коленчатого вала 4.
Каждая распылительная головка 6 смонтирована посредством кронштейна 17 на каждой площадке 11 и ее ось перпендикулярна оси. соответствующей шатунной шейки обрабатываемого коленчатого вала 4. Устройство снабжено дополнительными распылительными головками 18, каждая из которых смонтирована посредством кронштейна 19 на станине 1 напротив каждой коренной шейки обрабатываемого коленчатого вала 4 с другой его стороны относительно основных распылительных головок 6, причем ось дополнительной распылительной головки перпендикулярна оси соответствующей коренной шейки обрабатываемого вала 4.
Возможность возвратно-поступательного перемещения распылительных головок
6вдоль обрабатываемого коленчатого вала 4 обеспечена тем, что каждая шатунная шей ка каждого рабочего коленчатого вала 7 и 8 выполнена с винтовой канавкой 20, а на каждом конце каждой площадки 11 смонтирована шпилька 21, свободный конец которой размещен в винтовой канавке 20.
Устройство работает следующим образом.
При включении привода начинают- вращаться обрабатываемый 4 и рабочие 7 и 8 0 коленчатые валы.
Включаются основные 6 и дополнительные 18 распылительные головки, в качестве которых можно использовать плазмотроны, электродуговые металлизаторы или горелки для газотермичоеского напыления. При вращении рабочих коленчатых валов 7 и 8 установленные яа их шатунных шейках площадки 11 с кронштейнами 17 и распылительными головками 6 совершают возвратно-поступательное перемещение вдоль 0 щатунных шеек рабочих коленчатых валов
7и 8 за счет винтовых канавок 20 и шпилек 21 и вдоль шатунных шеек обрабатываемого коленчатого вала 4.
Такое движение распылительных головок 6 позволяет наносить равномерное покры- 5 тие на всю длину шатунных шеек обрабатываемого коленчатого вала 4, который вращается синхронно с рабочими коленчатыми валами 7 и 8, обеспечивая при этом постоянное расстояние между распылительными головками 6 и шатунными шей- ками обрабатываемого коленчатого вала 4 в любом положении.
Одновременно равномерное покрытие наносится и на коренные шейки обрабатываемого коленчатого вала 4 распылительными головками 18, которые установлены неподвижно, так как в их движении нет необходимости ввиду малой длины коренных шеек и их соосного вращения в центрах кронштейнов 2 и 3 установки обрабатываемого коленчатого вала 4.
После окончания ианесения покрытий на шейки обрабатываемого коленчатого вала 4, толщина слоя которых зависит от времени операции, останавливаем работу распыли5 тельных головок 6 и 18 и вращение обрабатываемого коленчатого вала 4 с последующей отправкой его на дальнейшую обработку.
При нанесении покрытий на коленчатые
валы другой конфигурации или размеров устанавливают соответствующие рабочие коленчатые валы.
Фиг.2.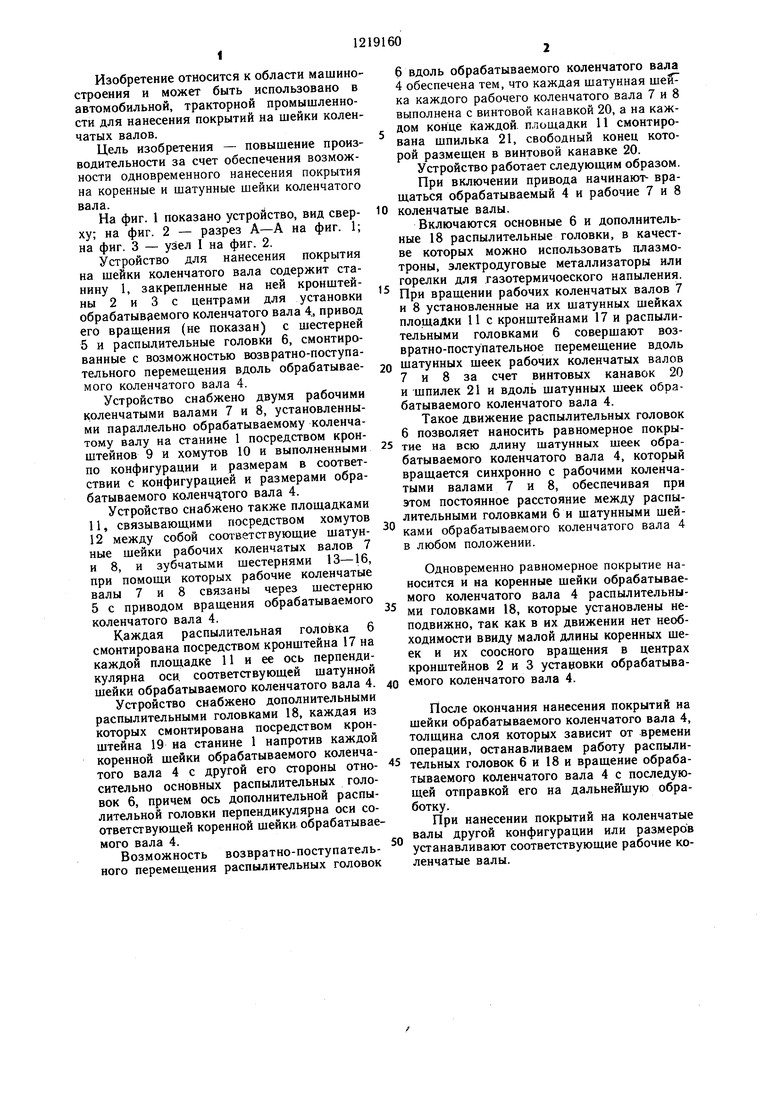
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРИВОД ИСПОЛНИТЕЛЬНОГО МЕХАНИЗМА | 2003 |
|
RU2243410C1 |
| Устройство для нанесения покрытия на шатунные шейки коленчатого вала | 1988 |
|
SU1547859A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ И КОРЕННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 2010 |
|
RU2447951C1 |
| Установка для металлизации коленчатых валов двигателей внутреннего сгорания | 1983 |
|
SU1162503A1 |
| Станок для обработки шеек коленчатых валов | 1984 |
|
SU1225773A1 |
| Устройство для металлизации изделий | 1985 |
|
SU1271583A1 |
| Устройство для шлифования шеек коленчатого вала | 1983 |
|
SU1144853A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |

/
2/
72
Редактор Л. Гратилло Заказ 1186/12
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП сПатент, г. Ужгород, ул. Проектная, 4
Фиг. 5
Составитель И. Волгина
Техред И. ВересКорректор О. Луговая
Тираж 682Подписное
| Суденков Е | |||
| Г | |||
| и др | |||
| Восстановление деталей плазменной металлнзацией | |||
| М.: Высшая школа, 1980, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Способ изготовления деревянных ложек | 1939 |
|
SU62503A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
