1,1421473
Изобретение относится к области
о:бработки металлов резанием и может быть использовано при обработке де та- л:ей типа коленчатых валов,«
Цель изобретения - повышение производительности и точности обработки за счет создания благоприятных условий резания.
При обработке.шейки 8 припуск .снимается резцами 9 и 10, расположенНа фиг. 1 представлена схема рас- Ю ными на периферийной части инструмен- прложения детали и инструмента при об- та 2. При повороте инструмента 2 на 1Рйботке боковых поверхностей щек коленчатого вала; на фиг. 2 - вид А Hd фиг. 1; на фиг. 3 - схема расположеугол 0 резцы 9, установленные со сдви гом в осевом направлении5 осуществляют черновую обработку, а резец 10,
угол 0 резцы 9, установленные со сдвигом в осевом направлении5 осуществляют черновую обработку, а резец 10,
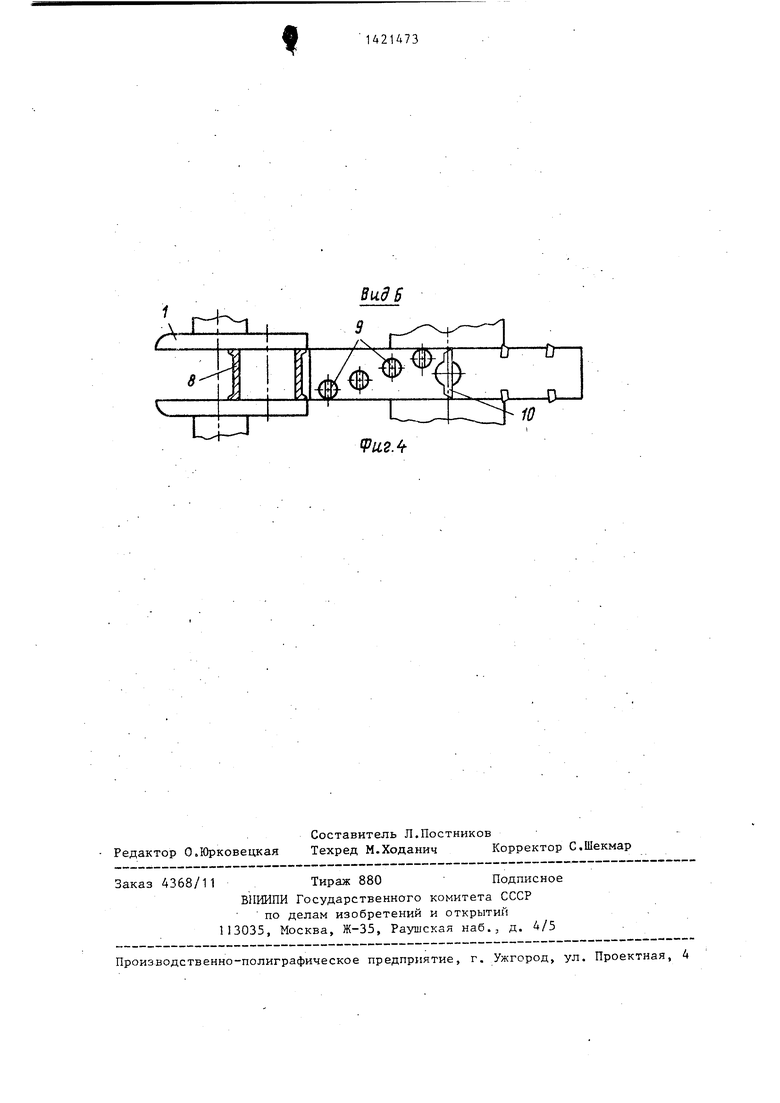
Ния детали и инструмента при обработ-15 ширина которого равна ширине шейки, шей.ки коленчатого вала; на фиг.4 - йид Б на фиг. 3; на фиг, 5 - схема Стайка для обработки коленчатых залов..
Заготовку (коленчатый вал) 1 эа- 20
крепляют на и сообщают ему вращение с угЛовой скоростью и 1 вокруг оси 0 . Ииегрумент 2, выполненный в форме диска, устанавливают; на инструментальном барабане 3 и сообща- 25
ют ему вращение с угловой скоростью tOj вокруг оси 0 и движение подачи S,. в направлении, перпендикулярном оси вращения инструмента. В зоне резания
чистовую. После окончания обработки осуществляют быстрый отвод инструмента.
Коленчатый вал 1 при обработке устанавливают в шпинделях 11 и 12 при помощи зажимных патронов 13 (фкг,.5) Шпиндели 11 и 12 установлены в левой 14 и правой 15 бабках, закреп-, ленных на станине 16. Зажимные патроны выполнены с возможностью изменения оси вращения коленчатых валов, Шпиндель 11 связан с приводом 17 через ременную передачу 18 и злскт-- ромагннтпум муфту 19 а также челены навстречу друг другу, причем выполняе т ся с о о т ноте кие
и
ц
Ыа
2iL5l
s;.z
(1)
35
вращения инструмента и детали капрал-30 рез шестерни 20 - 23 со шпинделем 12.
Шпи}5.дель 12 связан с приводом 24 посредством электромагнитной муфты 25 и беззазорной червячной передачи 26.
Передаточное отношение кинематической цепи привода вращения шлин- деля 12 не менее, чем-на порядок выше передаточного отношения кинематической цепи приЕюда враацения шпинде- О ля 11.
Ва стаыиг е 16 устниозлен та.-га;е стол 27, по направляющим которого пере м е 1Д а е т с я и н с т р у мои ). а л ь н а я 6 а б к я, 8, в поспедней смонтированы леныг- 29 5 и правый 30 инструментальные ишчнде- ли с установленным в них ивструтоеи- тальным барабаном 31, На икс т;ум2н-- тальком барабане установлены режуидр-е
где S - подача детали на зуб инстру- мента;
Z - число режущих зубьев 4 и 5 инструмента, о брабатывающим боковые поверхности 6 и 7 щек коленчатого вала;
R
а - наибольший радиус, контура боковой поверхности щеки кс ленчатого вала.
Зубья 4 н 5 расположены на торцо- вьк поверхностях инструмента 2о
После o6pav5oTKH щек обрабатывают шейки 8 коленчатого вала, для чего отключают Sр и вращение инструмента и детали, доворачнвагот инструмент 2 до положения, показанного на фиг.З, перемещают его в направлении оси вращения детали О/, на величину врезания. Детали и инструме нту. сообщают од- новремепно вращение с угловыми ско-- ростами WflVi а)ц, соответственно, причем направления вращения в зоне врезания совпадают и выполняется соотношение
50
55
инструменты 2.
Шпиндель 29 инстчументальчого барабана сзнйан с приводом 32 т.госрад- стБом электромагнитной муфты 33 и зубчатых колес 34 и 35.
Инструментальный junM /iejib 30 Сия- зан с приводом 36 г. ооредствот.; ;иг е :т- ромагнитной муфты 37 и беззазорной червячной передачи 38s котор.-;;я предназначена для выбора зазора к элементах зубчатых: передач.
Ww U ,
ZfT R,
.(2)
9 к где SUP - Круговая подача инструмента
на один оборот детали; Ry. - радиус режущей кромки инструмента.
При обработке.шейки 8 припуск .снимается резцами 9 и 10, расположенными на периферийной части инструмен- та 2. При повороте инструмента 2 на
ными на периферийной части инструмен- та 2. При повороте инструмента 2 на
угол 0 резцы 9, установленные со сдвигом в осевом направлении5 осуществляют черновую обработку, а резец 10,
ширина которого равна ширине шейки, чистовую. После окончания обработки осуществляют быстрый отвод инструмента.
Коленчатый вал 1 при обработке устанавливают в шпинделях 11 и 12 при помощи зажимных патронов 13 (фкг,.5) Шпиндели 11 и 12 установлены в левой 14 и правой 15 бабках, закреп-, ленных на станине 16. Зажимные патроны выполнены с возможностью изменения оси вращения коленчатых валов, Шпиндель 11 связан с приводом 17 через ременную передачу 18 и злскт-- ромагннтпум муфту 19 а также че
инструменты 2.
Шпиндель 29 инстчументальчого барабана сзнйан с приводом 32 т.госрад- стБом электромагнитной муфты 33 и зубчатых колес 34 и 35.
Инструментальный junM /iejib 30 Сия- зан с приводом 36 г. ооредствот.; ;иг е :т- ромагнитной муфты 37 и беззазорной червячной передачи 38s котор.-;;я предназначена для выбора зазора к элементах зубчатых: передач.
Передаточное отношение кинематической цепи привода вращения инструментального шпинделя 30 не-менее, чем на порядок вьше передаточного от- ношения кинематической цепи привода вращения инструментального шпинделя 29.
Инструментальная бабка 28 установлена с возможностью перемещения пер- ю пендикулярно оси вращения детали посредством привода 39 через зубчатую 40 и винтовую 41 передачи.
Станок работает следующим о&разом..
На фиг. 5 показано положение инст- 15 рументальной бабки 28 при обработке шатунных шеек коленчатого вала четы- . рехцилиндрового двигателя внутреннего сгорания. Вращение от привода 32 через зубчатые колеса 34 .и 35 и элект- 20 ромагнитную fyфтy 33 передается инструментальному барабану 31 с режущими инструментами 2. Одновременно от при- вода 24 через беззазорную .червячную передачу 26 и электрбмагцитную муф- 25 1гу 25 вращение сообщается шпинделю 12 и через шестерни 20 - 23 шпинделю 11. При этом электромагнитная муфта 19 выключена. В это время привод 39 через ходовой винт 41 сообщает инстру- 30 ментальной бабке 28 движение подачи . Sp. При этом обрабатываются боковые поверхности щек до заданного диаметра шатунных шеек.
Подача S р и вращение инструмента прекращаются. Привод 36 производит доворот инструментов 2 до положения врезания для обработки шеек. . .
Инструментальная бабка 28 от привода 39 через ходовой, винт 41 перемещается на величину врезания.
Привод 36 через беззазорную червячную передачу 38, муфту 37 и шпиндель 30 сообщает вращение инструмен
5 0 5 0
5
0
шатунных шеек. По окончании резания включается привод 39 и ускоренно отводит инструментальную бабку 28
Форму л а. изобретения
1.Способ обработки деталей типа коленчатых валов, при котором обрабатывают шейки и боковые поверхности щек инструментом с режущими элементами на его торцовой и периферийной поверхностях, при этом заготовке и инструменту сообщают вращение, отличающийся тем, что. С целью повьш1ения производительности и точности обработки, сначала обрабатывают поверхности щек при встречном вращении заготовки и инструмента, а затем шеек при попутном вращении заготовки и инструмента, при этом при обработке щек инструменту сообщают вращение
со скоростью резания, заготовке - со скоростью подачи, а при o6pa6oTjie шеек - наоборот.
2.Станок для обработки деталей типа коленчатых валов, включающий бабки с зажимными патронами для заготовки, приводы их вращения, бабку
с приводом вращения инструментального барабана, отличающийся тем, что, с целью повьшения производительности и точности обработки, станок снабжен вторым приводом вращения инструментального бара бана и механизмами выбора зазора, включенными в кинематические цепи одног о из приводов вращения зажимных патронов и враще- ния барабана, при этом указанные цепи приводов в каждой паре выполнены с передаточным отношением, по крайней мере на порядок большим, чем передаточное отношение цепей других приводов в этой паре, и обе пары приводов

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей типа коленчатых валов | 1989 |
|
SU1763104A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для токарной обработки | 1984 |
|
SU1192904A1 |
| Токарный станок для торцовой тангенциальной обработки | 1985 |
|
SU1301565A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЛЕНИЕМ ГЛУХИХ ПАЗОВ | 1991 |
|
RU2071875C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |

Изобретение предназначено для обработки металлов резанием и может быть использовано при обработке деталей типа коленчатых валов. Цель изобретения - повышение производительности и точности обработки. При обработке щек деталь вращается со скоростью подачи, а режущий инструмент - со скоростью резания в противоположном направлении. обработке шеек инструмент вращают со скоростью подачи, а деталь - со скоростью резания в попутном направлении. Для « вращения заготовки и инструментального барабана 31 предусмотрено по два привода 17, 24, 32, 36, причем в каждой паре один из приводов (17 и 32) - быстроходный, а другой (24 и 36) - тихоходный. При обработке щек работают привод 24 вращения, содержащий механизм выбора зазора, и быстроходный привод .32. При обработке шеек работают привод 36 вращения, барабан, содержащий механизм выбора зазора, и быстроходный привод 32 вращения заготовки. При обработке шеек режущие элементы, расположенные на периферийной части режущего инструмента, работают как резцы. Благодаря этому обработанная поверхность не требует дополнительной обработки. 2 с.п.-ф-лы, 5 ил. с $ (Л 4 IsD 4; 00
тальному барабану 31. При этом элект- 45 связаны одна с другой посредством ромагнитная муфта 33 включена. Одно- введенной системы управления с воз- временно привод 17 через ременную передачу 18 и муфту 19 сообщает вращение шпинделю 1 V и через шестерни 20 можностью одновременной работы привода с механизмом выбора зазора в од ной из пар и привода без механизма в
23 шпинделю 12. Происходит обработка gQ другой, и наоборот.
связаны одна с другой посредством введенной системы управления с воз-
можностью одновременной работы привода с механизмом выбора зазора в одной из пар и привода без механизма в
6 7
Вид А
(Рив.2
.З
H-i
UJ
1421473
Su3S
«РйгЛ
| Справочник по технологии резания материалов./Под ред | |||
| Г.Шпура и Т.Штеферле | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| : Машиностроение, 1985, с | |||
| ПИЛЬНЫЙ СТАНОК ДЛЯ ВАЛКИ ЛЕСА И ПОПЕРЕЧНОЙ РАСПИЛОВКИ | 1921 |
|
SU601A1 |
