Изобретение относится к обработке металлов резанием и может быть использовано для фрезерования пазов на полукруглых стержнях заготовок ключей цилиндровых замков с запирающими дисками в автоматических роторных линиях.
Цель изобретения - повышение точности изготовления пазов ключей.
Цель достигается за счет уменьшения погрешности обработки дна паза путем увеличения радиуса закружки перемещением заготовки по дуге вокруг фрезы с одновременным поворотом.
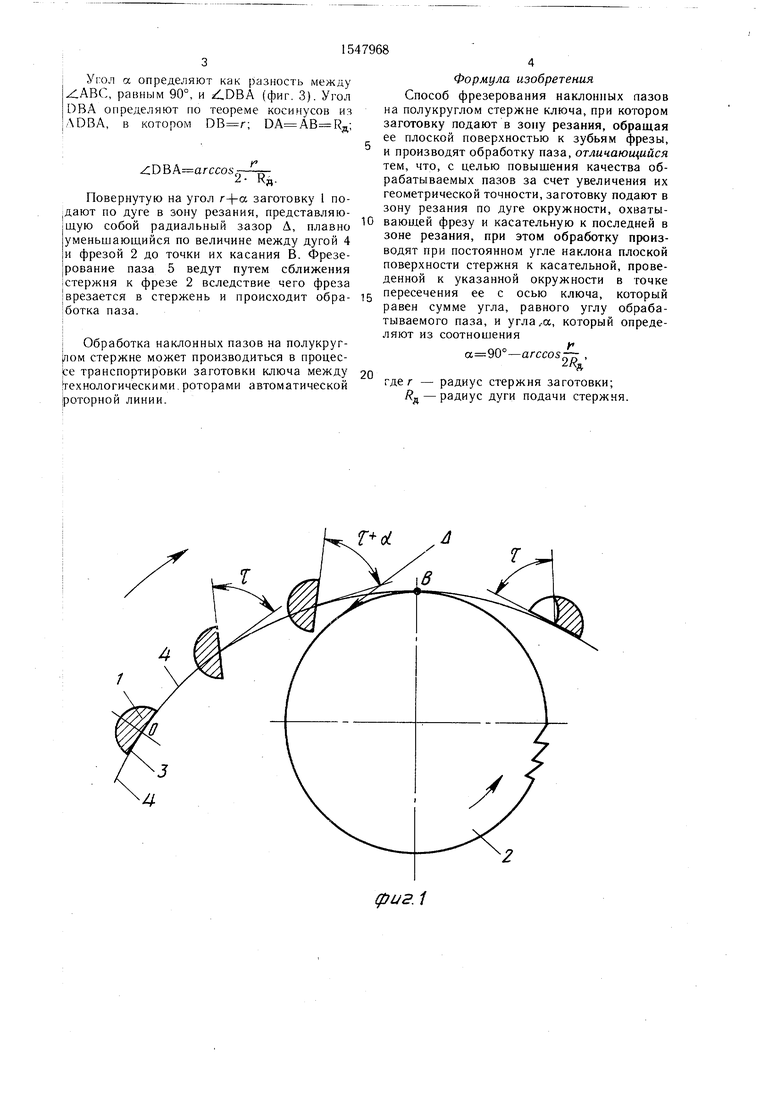
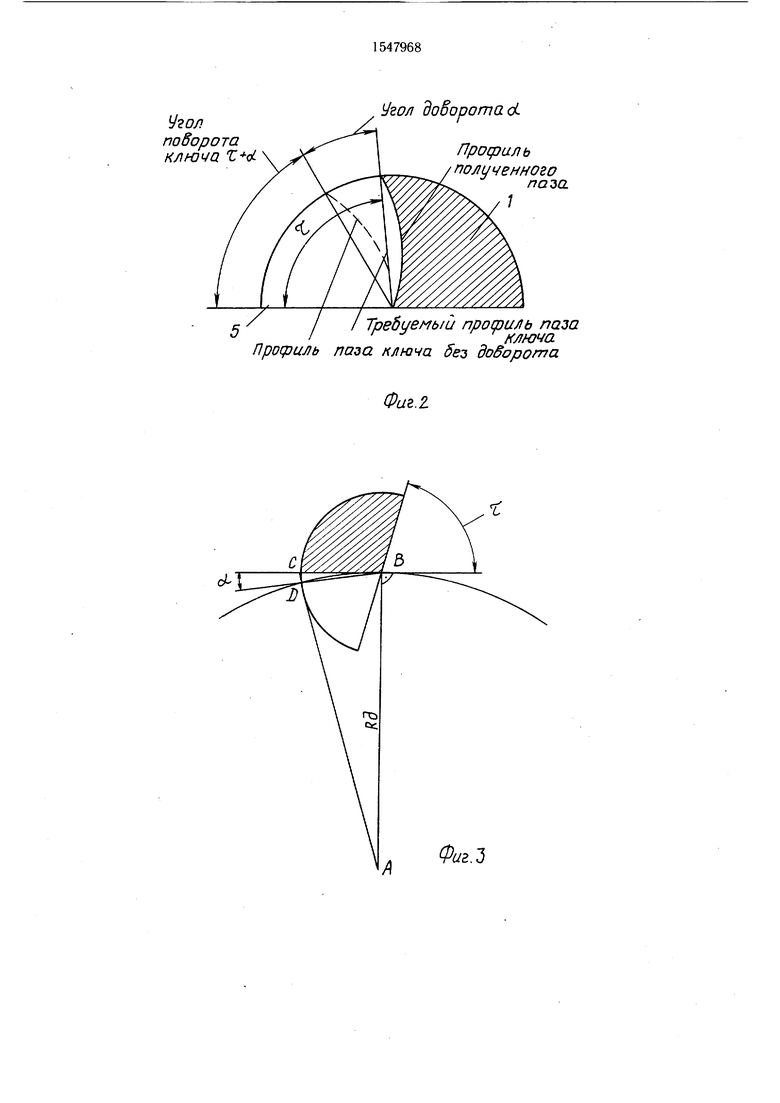
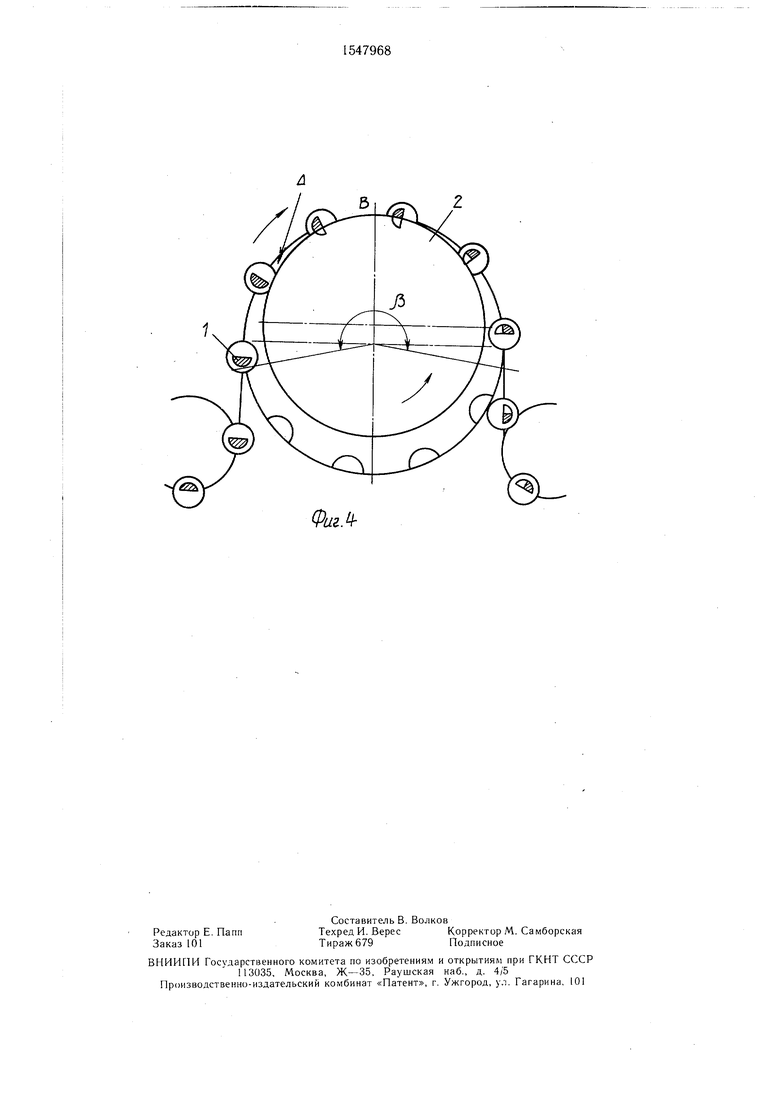
На фиг. 1 изображена схема обработки пазов на полукруглом стержне ключа; на фиг. 2 - схема обработки наклонного паза в результате поворота стержня ключа на угол т+а; на фиг. 3 - схема для расчета дополнительного угла; на фиг. 4 - схематичное изображение роторной линии для обработки наклонных пазов ключей.
Заготовку под ключ с полукруглым стержнем 1 (фиг. 1) крепят в зажимном приспособлении (не показано) и располагают
перпендикулярно плоскости фрезы 2 таким образом, чтобы плоская поверхность 3 стержня 1 была размещена по касательной к дуге 4, по которой заготовку подают в зону резания.
В исходном положении заготовки ось О ее стержня 1 совпадает с точкой касания плоской поверхности 3 с дугой 4, которая огибает фрезу 2 и касательна окружности наружного диаметра режущих зубьв в точке В их касания.
Во время перемещения заготовки по дуге 4 в зону резания одновременно выполняют ее поворот вокруг оси О стержня 1 на yio.i т, соответствующий углу наклона обрабатываемого паза 5, и дополнительный поворот вокруг оси О на угол а, определяемый ш соотношения
а 90°-arccos r 2НЛ
где л - радиус стержня заготовки;
СЛ
4
со о оо
радиус дуги.
Формула изобретения Способ фрезерования наклонных пазов на полукруглом стержне ключа, при котором заготовку подают в зону резания, обращая ее плоской поверхностью к зубьям фрезы, и производят обработку паза, отличающийся тем, что, с целью повышения качества обрабатываемых пазов за счет увеличения их геометрической точности, заготовку подают в зону резания по дуге окружности, охватыщую собой радиальный зазор Д, плавно 10 вающей ФРезУ и касательную к последней в уменьшающийся по величине между дугой 4 зоне Резания ПРИ этом обработку произ- и фрезой 2 до точки их касания В. Фрезе- ПРИ постоянном угле наклону плоской рование паза 5 ведут путем сближения поверхности стержня к касательной, прове- стержня к фрезе 2 вследствие чего фреза Деннои к Указанной окружности в точке врезается в стержень и происходит обра- 15 пересечения ее с осью ключа, который ботка пазаравен сУмме Угла равного углу обрабатываемого паза, и угла,а, который определяют из соотношения
Угол а определяют как разность между ./ABC, равным 90°, и ZLDBA (фиг 3). Угол DBA определяют по теореме косинусов ич ШВА, в котором ,
ZDBA arccosf7-5 2- Кд.
Повернутую на угол заготовку 1 подают по дуге в зону резания, представляюОбработка наклонных пазов на полукруглом стержне может производиться в процессе транспортировки заготовки ключа между 20 трунп.погииескими потопами автоматическойгде г - радиус стержня заготовки;
a 90°-arccos- , гк&
технологическими роторами автоматической роторной линии.
RR - радиус дуги подачи стержня.
иус стержня заготов
a 90°-arccos- , гк&
г - радиус стержня заготовки;
RR - радиус дуги подачи стержня.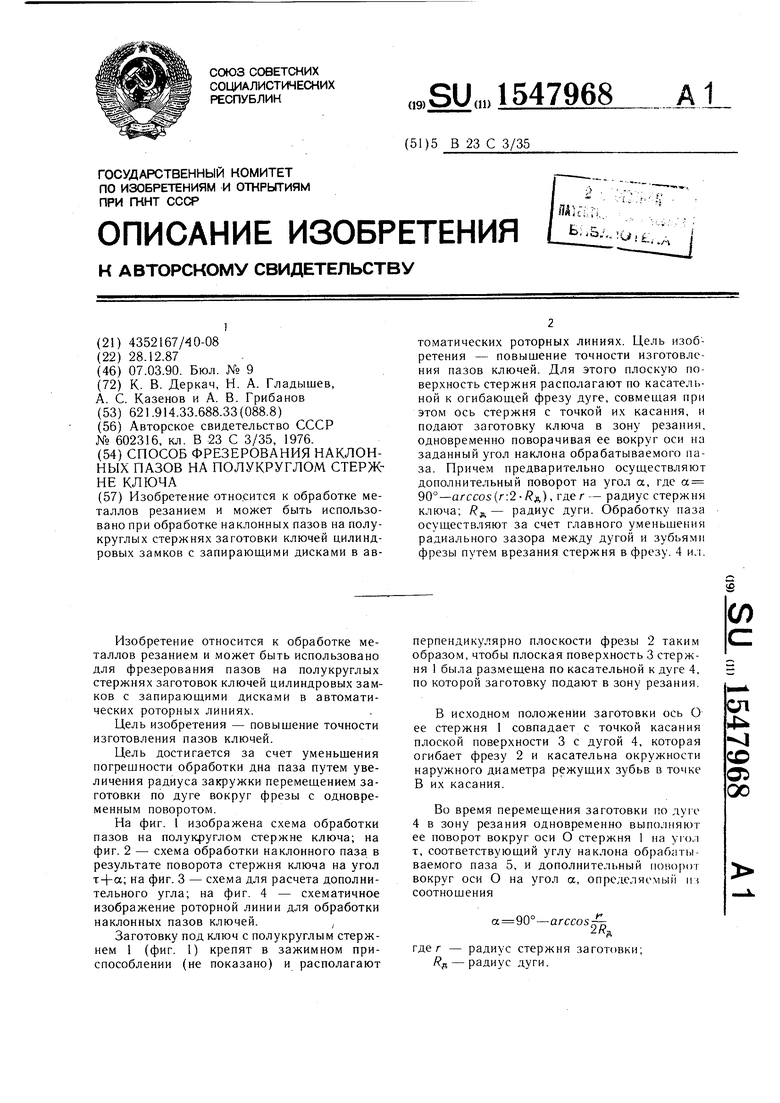
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования наклонных пазов на полукруглом стержне ключа | 1989 |
|
SU1620220A1 |
| Способ фрезерования наклонных пазов на полукруглых стержнях ключей | 1976 |
|
SU602316A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 1995 |
|
RU2089352C1 |
| Фрезерный автомат | 1989 |
|
SU1627344A1 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при обработке наклонных пазов на полукруглых стержнях заготовок ключей цилиндровых замков с запирающими дисками в автоматических роторных линиях. Цель изобретения - повышение точности изготовления пазов ключей. Для этого плоскую поверхность стержня располагают по касательной к огибающей фрезу дуге, совмещая при этом ось стержня с точкой их касания, и подают заготовку ключа в зону резания, одновременно поворачивая ее вокруг оси на заданный угол наклона обрабатываемого паза. Причем предварительно осуществляют дополнительный поворот на угол α, где α=90° - ARCCOS (R:2.RG), где R - радиус стержня ключа
RG - радиус дуги. Обработку паза осуществляют за счет главного уменьшения радиального зазора между дугой и зубьями фрезы путем врезания стержня в фрезу. 4 ил.
(риг.1
поборота ключа TV
с /I Требуемый профиль паза
0/ГУг т-мюча
Профиль паза ключа дез доборота
Угол doSopomad. Профиль
полученного паъо.
1
Фиг. 2.
Фиг.Ъ
Фиг
| Способ фрезерования наклонных пазов на полукруглых стержнях ключей | 1976 |
|
SU602316A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
