Изобретение относится к обработке металлов резанием и может быть использовано для фрезерования пазов на полукруглых стержнях заготовок ключей цилиндровых замков с запирающими дисками в автоматических роторных линиях.
Цель изобретения - повышение качест- р обработки за счет получения прямсли- лейного дна паза.
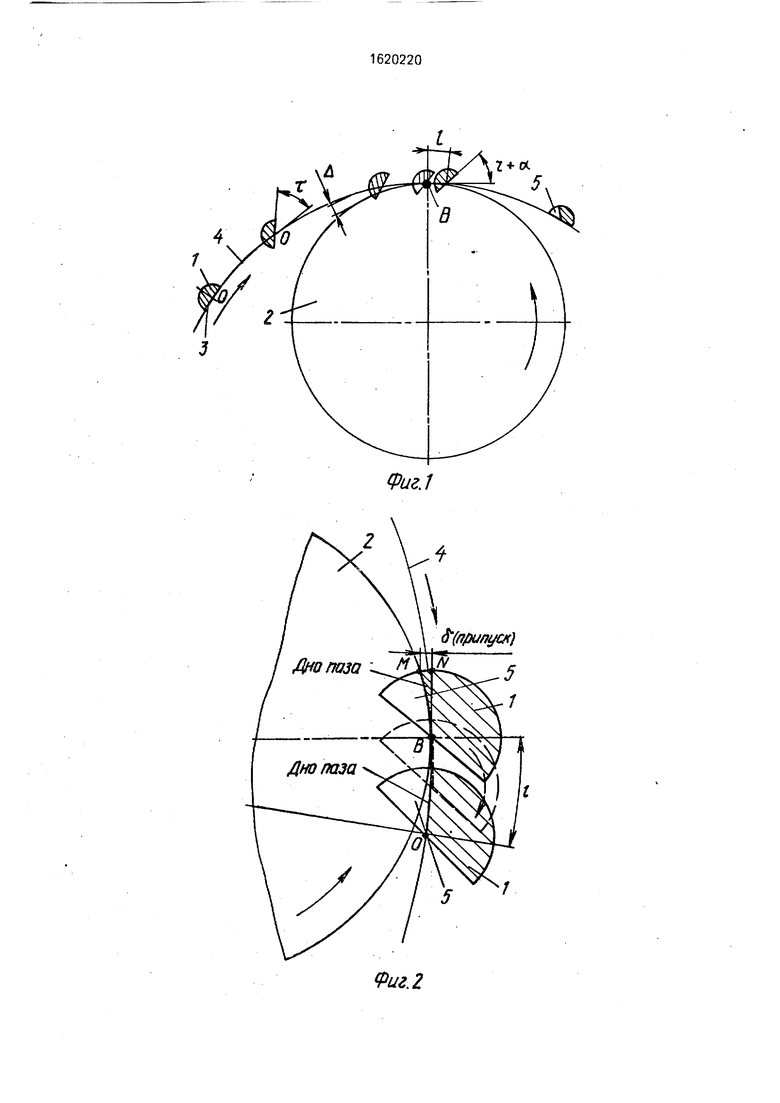
На фиг. 1 представлена схема обработки пазов; на фиг,2 - схема разворота ключа на дополнительный угол; на фиг.З - схема расчета длины дуги, на которой выполняют разворот на дополнительный угол.
Заготовку под ключ с получпуглым стержнем 1 (фиг.1) крепят в зажимном приспособлении (не показано) и располагают перпендикулярно плоскости фрезы 2 таким образом, чтобы плоская поверхность 3 стержня 1 была размещена по касательной к дуге 4, по которой заготовку подают в зону резания. В исходном положении заготовки ось О ее стержня 1 совпадает с точкой касания плоской поверхности 3 с дугой 4, которая огибает фрезу 2 и касательна к окружности наружного диаметра режущих зубьев в точке В их касания.
Во время перемещения заготовки по дуге 4 в зону резан-ия одновременно выполняюг ее поворот вокруг оси О стержня 1 на угол Г| соответствующий углу наклона обрабатываемого паза 5.
Повернутую на угол г заготовку 1 по- дают по дуге в зону резания, представляющую собой радиальный зазор А, плавно уменьшающийся по величине между дугой 4 и фрезой 2 до точки их касания В. Предварительное фрезерование паза 5 ведут путем сближения стержня к фрезе 2, вследствие чего фреза врезается в стержень и происходит обработка паза.
В начале выхода заготовки 1 из зоны резания, когда ось О ее стержня совмещается с точкой В касания дуги и фрезы, выполняют доворот стержня 1 на дополнительный угол а, определяемый из соотношения
а 90° - arccos
2 -R,
Оканчивают дополнительный поворот при перемещении оси О по дуге 4 от точки В на длину I дуги, которую определяют из 25 соотношения
I Нд arccos ( 1
2 -Рд-СРд-Яф)
где Рд - радиус дуги подачи стержня; г - радиус стержня заготовки; Рф - радиус фрезы.
В результате дополнительного поворота стержня заготовки на указанной длине дуги 4 окончательно обрабатываемое дно паза располагается по касательной к окружности наружного диаметра режущих зубьев фрезы и в конечном .итоге приобретает прямолинейную форму.
Длину I дуги определяют из сектора ВАО, в котором АВ АО Рд по формуле
| РД-АУ,(1)
где у- угол между АВ и АО (в радианах).
Угол у определяем по теореме косинусов из ДАОЕ
ЕА2+А02-Е02 COS У2ЕА ОА
Отсюда
со.....(д--ИфУ--Кд-К2+г2 COS72(Рд-Рф).рд
2(Рд-Рф)-Рд y arccoS(l-2().RJ. (2)
Подставляя формулу (2) в формулу (1), получим
I -Рд- arccos ().).
Обработка наклолных пазов на полукруглом стержне может производиться в процессе транспортировки заготовки ключа между технологическими роторами автоматической роторной линии.
Формула изобретения
Способ фрезерования наклонных пазов на полукруглом стержне ключа, при котором заготовку подают а зону резания и выводят из зоны резания, обращая ее плоской поверхностью к зубьям фрезы, по дуге окружности, охватывающей фрезу, и касательной к последней в зоне резания, при этом для обработки пазз плоскую поверхность заготовки разворачивают к касательной, проведенной к вышеуказанной окружности в точке пересечения ее с осью заготовки на уго;., который равен сумме угла, равного углу обрабатываемого паза, и дополнительного угла, который определяют из соотношения
а 90° - arccos „ г0 , где г - радиус
/. Кд
стержня заготовки, Рд - радиус дуги окружности подачи заготовки, отличающий- с я тем, что, с целью повышения качества обработки, плоскую поверхность заготовки начинают разворачивать на дополнительный угол при выходе последней из зоны резания в момент прохождения оси заготовки через точку касания дуги окружности с фрезой, а заканчивают - в точке, отстоящей от точки касания на расстояние I, которое определяют из соотношения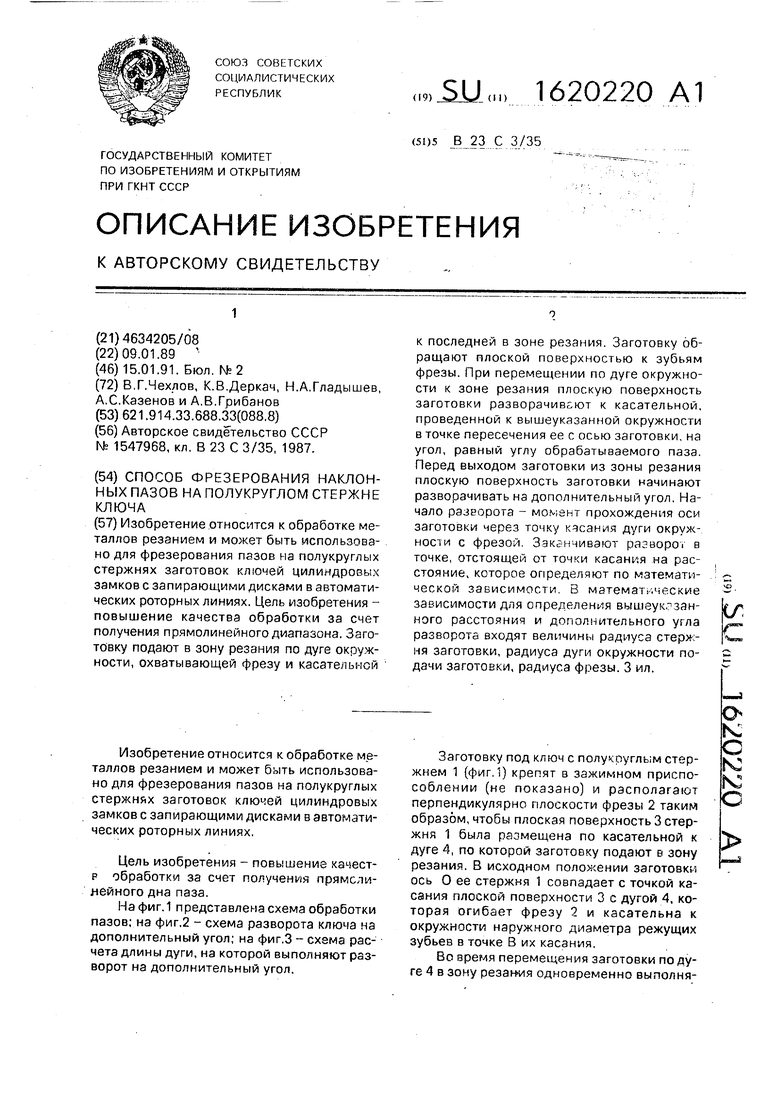

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования наклонных пазов на полукруглом стержне ключа | 1987 |
|
SU1547968A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| КЕРАМИЧЕСКАЯ ТОРЦЕВАЯ ФРЕЗА С ПРОФИЛЕМ ДУГИ ОКРУЖНОСТИ ДЛЯ ОБРАБОТКИ СПЛАВА ИНКОНЕЛЬ | 2018 |
|
RU2753934C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Способ обработки | 1987 |
|
SU1484476A1 |
| СПОСОБ ТОРЦОВОГО ФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2012 |
|
RU2498882C1 |
| Способ фрезерования наклонных пазов на полукруглых стержнях ключей | 1976 |
|
SU602316A1 |
| Фрезерный автомат | 1989 |
|
SU1627344A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1983 |
|
SU1161277A1 |

Изобретение относится к обработке металлов резанием и может быть использовано для фрезерования пазов ча полукруглых стержнях заготовок ключей цилиндровых замков с запирающими дисками в автоматических роторных линиях. Цель изобретения - повышение качества обработки за счет получения прямолинейного диапазона. Заготовку подают в зону резания по дуге окружности, охватывающей фрезу и касательной к последней в зоне резания. Заготовку обращают плоской поверхностью к зубьям фрезы. При перемещении по дуге окружности к зоне резания плоскую поверхность заготовки разворачивают к касательной, проведенной к вышеуказанной окружности в точке пересечения ее с осью заготовки, на угол, равный углу обрабатываемого паза Перед выходом заготовки из зоны резания плоскую поверхность заготовки начинают разворачивать на дополнительный угол. Начало разворота - момент прохождения оси заготовки через точку касания дуги окружности с фрезой Ззкан-мвэют pareopoi в точке, отстоящей от точки касания на расстояние, которое определяют по математической зависимости В математические зависимости для определения вышеуказанного расстояния и дополнительного угла разворота входят величины радиуса стержня заготовки, радиуса дуги окружности подачи заготовки, радиуса фрезы. 3 ил. LT Г Wac
где ЕА Рд - Рф, АО Рд.55
Сторону ЕО находим из прямоугольного треугольника ЕКО
ЕО ЕК2 + К02 R| -f г 2
I Рд arccos
о2 Рд ( Рд - Рф
т)
где Нф - радиус фрезы,
Фиг.
Фиг. 2
| Способ фрезерования наклонных пазов на полукруглом стержне ключа | 1987 |
|
SU1547968A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
