Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании деталей на станках с программным управлением.
Цель изобретения - расширение технологических возможностей за счет обработки пазов как фрезами, диаметр которых равен ширине паза, так и изношенными.
На фиг. 1 представлена схема фрезерования стенки по ширине паза; на фиг. 2 - то же, план; на фиг. 3 - схема врезания фрезы в стенку и фрезерование сторон паза.
Способ осуществляют следующим образом.
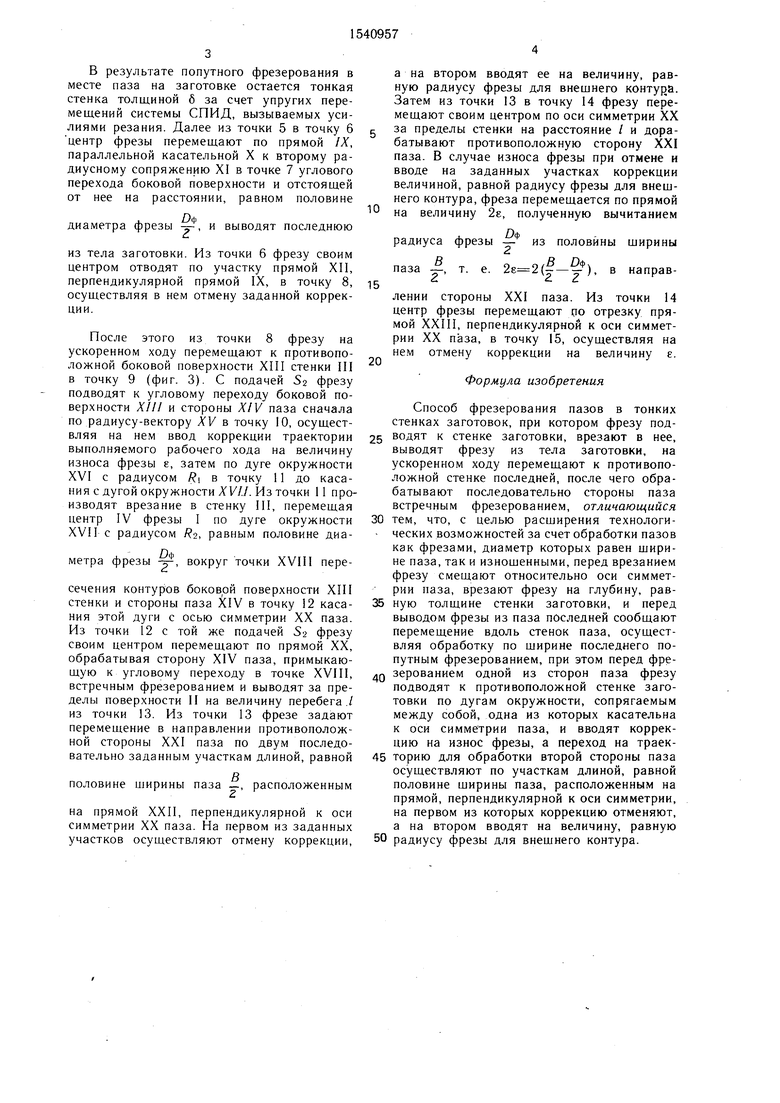
Фрезу I диаметром D равным ширине паза В на ускоренном ходу подводят к боковой поверхности II стенки III на уровне Н (фиг. 1). Из точки 1 центр IV фрезы перемещают с рабочей подачей 5| по отрезку прямой У, перпендикулярной к участку врезания VI, в точку 2, на которой вводят коррекцию траектории рабочего хода на величину износа фрезы е. Перемещая фрезу I центром IV из точки 2 в точку 3, осуществляют врезание в стенку II на глубину, равную толщине стенки b по прямой, параллельной касательной VII к образующемуся радиусному сопряжению VIII в точке 4 углового перехода боковой поверхности и отстоящей от нее на расстоянии,
равном половине диаметра фрезы . В
точке 3 с целью возможности осуществления коррекции траектории на величину износа фрезы центр фрезы перемещают по дуге окружности с радиусом г. Затем обработку стенки ведут на ширине паза попутным фрезерованием, перемещая центр фрезы из точки 3 в точк 5, в которой фрезу перемещают также по дуге окружности с радиусом га.
сл
4
О
&
сд
3
В результате попутного фрезерования в месте паза на заготовке остается тонкая стенка толщиной б за счет упругих перемещений системы СПИД, вызываемых усилиями резания. Далее из точки 5 в точку 6 центр фрезы перемещают по прямой IX, параллельной касательной X к второму радиусному сопряжению XI в точке 7 углового перехода боковой поверхности и отстоящей от нее на расстоянии, равном половине
,
диаметра фрезы -, и выводят последнюю
из тела заготовки. Из точки 6 фрезу своим центром отводят по участку прямой XII, перпендикулярной прямой IX, в точку 8, осуществляя в нем отмену заданной коррекции.
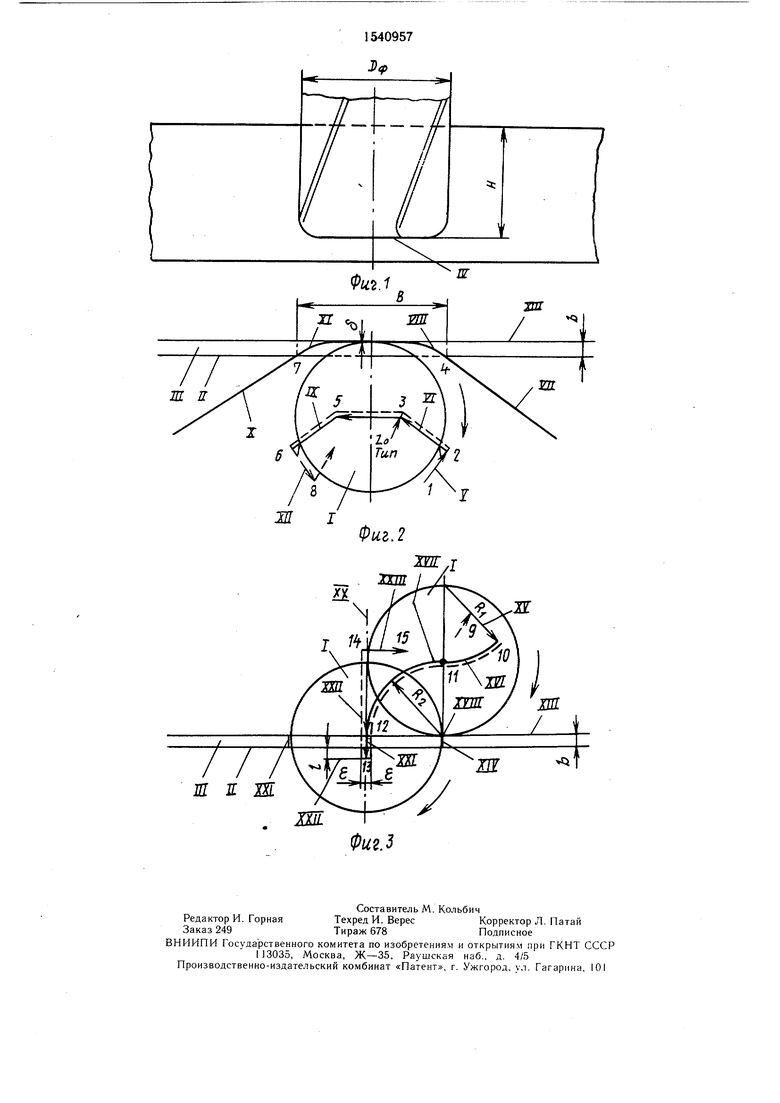
После этого из точки 8 фрезу на ускоренном ходу перемещают к противоположной боковой поверхности XIII стенки III в точку 9 (фиг. 3). С подачей 5з фрезу подводят к угловому переходу боковой поверхности XIII и стороны XIV паза сначала по радиусу-вектору XV в точку 10, осуществляя на нем ввод коррекции траектории выполняемого рабочего хода на величину износа фрезы s, затем по дуге окружности
XVIс радиусом в точку 11 до касания с дугой окружности X VII. Из точки 11 производят врезание в стенку III, перемещая центр IV фрезы I по дуге окружности
XVIIс радиусом , равным половине диаметра фрезы , вокруг точки XVIII пересечения контуров боковой поверхности XIII стенки и стороны паза XIV в точку 12 касания этой дуги с осью симметрии XX паза. Из точки 12 с той же подачей Sz фрезу своим центром перемещают по прямой XX, обрабатывая сторону XIV паза, примыкающую к угловому переходу в точке XVIII, встречным фрезерованием и выводят за пределы поверхности II на величину перебега / из точки 13. Из точки 13 фрезе задают перемещение в направлении противоположной стороны XXI паза по двум последовательно заданным участкам длиной, равной
половине ширины паза -, расположенным
на прямой XXII, перпендикулярной к оси симметрии XX паза. На первом из заданных участков осуществляют отмену коррекции,
а на втором вводят ее на величину, равную радиусу фрезы для внешнего контура. Затем из точки 13 в точку 14 фрезу перемещают своим центром по оси симметрии XX
за пределы стенки на расстояние / и дорабатывают противоположную сторону XXI паза. В случае износа фрезы при отмене и вводе на заданных участках коррекции величиной, равной радиусу фрезы для внешнего контура, фреза перемещается по прямой
на величину 2е, полученную вычитанием
,Оф
радиуса фрезы - из половины ширины
паза -, т. е. (- - -ф), в направлении стороны XXI паза. Из точки 14 центр фрезы перемещают по отрезку прямой XXIII, перпендикулярной к оси симметрии XX паза, в точку 15, осуществляя на нем отмену коррекции на величину е.
Формула изобретения
Способ фрезерования пазов в тонких стенках заготовок, при котором фрезу под5 водят к стенке заготовки, врезают в нее, выводят фрезу из тела заготовки, на ускоренном ходу перемещают к противоположной стенке последней, после чего обрабатывают последовательно стороны паза встречным фрезерованием, отличающийся
0 тем, что, с целью расширения технологи- ческих возможностей за счет обработки пазов как фрезами, диаметр которых равен ширине паза, так и изношенными, перед врезанием фрезу смещают относительно оси симметрии паза, врезают фрезу на глубину, рав5 ную толщине стенки заготовки, и перед выводом фрезы из паза последней сообщают перемещение вдоль стенок паза, осуществляя обработку по ширине последнего попутным фрезерованием, при этом перед фреQ зерованием одной из сторон паза фрезу подводят к противоположной стенке заготовки по дугам окружности, сопрягаемым между собой, одна из которых касательна к оси симметрии паза, и вводят коррекцию на износ фрезы, а переход на траек5 торию для обработки второй стороны паза осуществляют по участкам длиной, равной половине ширины паза, расположенным на прямой, перпендикулярной к оси симметрии, на первом из которых коррекцию отменяют, а на втором вводят на величину, равную
50 радиусу фрезы для внешнего контура.
1540957 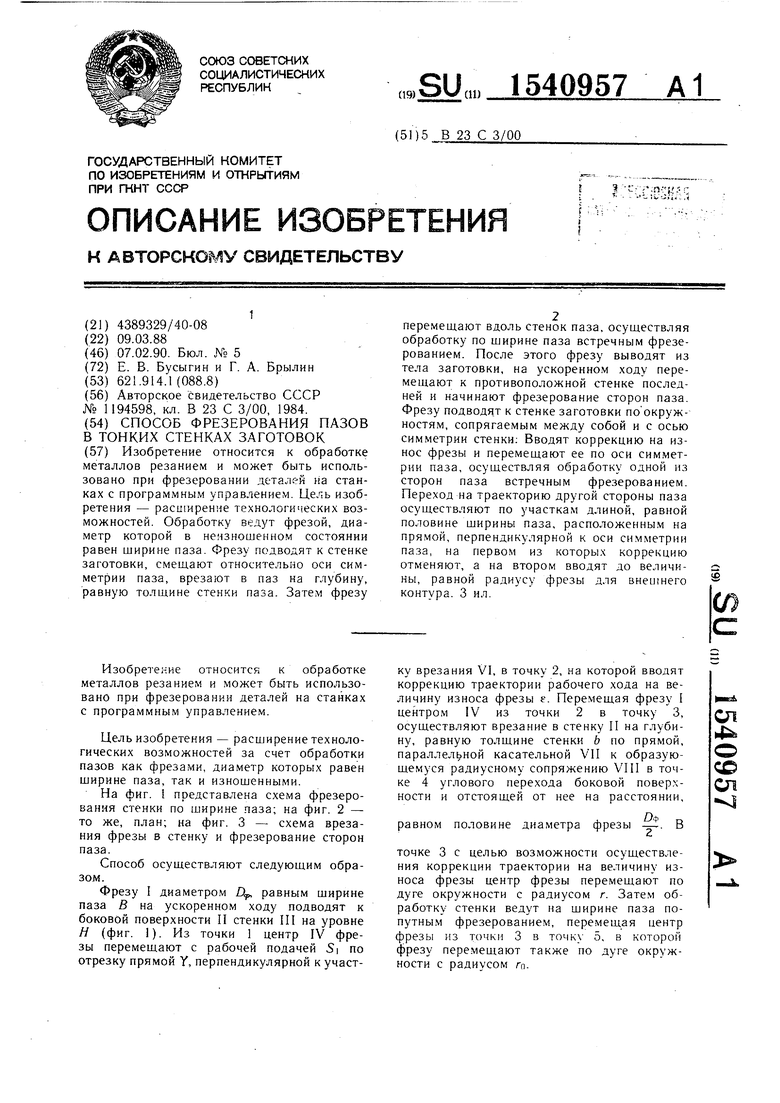
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки | 1987 |
|
SU1484476A1 |
| Способ обработки плоскостных деталей | 1989 |
|
SU1646714A2 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
| Способ фрезерования пазов в тонкостенных заготовках | 1987 |
|
SU1583228A1 |
| Способ обработки плоскостных деталей на станках с программным управлением | 1983 |
|
SU1161277A1 |
| Способ фрезерования ребер деталей | 1985 |
|
SU1227372A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ фрезерования пазов в тонкостенных заготовках | 1990 |
|
SU1813598A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при фрезеровании деталей на станках с программным управлением. Цель изобретения - расширение технологических возможностей. Обработку ведут фрезой, диаметр которой в неизношенном состоянии равен ширине паза. Фрезу подводят к стенке заготовки, смещают относительно оси симметрии паза, врезают в паз на глубину, равную толщине стенки паза. Затем фрезу перемещают вдоль стенок паза, осуществляя обработку по ширине паза встречным фрезерованием. После этого фрезу выводят из тела заготовки, на ускоренном ходу перемещают к противоположной стенке последней и начинают фрезерование сторон паза. Фрезу подводят к стенке заготовки по окружностям, сопрягаемым между собой и с осью симметрии стенки. Вводят коррекцию на износ фрезы и перемещают ее по оси симметрии паза, осуществляя обработку одной из сторон паза встречным фрезерованием. Переход на траекторию другой стороны паза осуществляют по участкам длиной, равной половине ширины паза, расположенным на прямой, перпендикулярной к оси симметрии паза, на первом из которых коррекцию отменяют, а на втором вводят до величины, равной радиусу фрезы для внешнего контура. 3 ил.
ТТ7
Ш я Ж
Фиъ.1
Ж
т
Фиг.2
Ж Т
| Способ фрезерования пазов в тонкостенных заготовках | 1984 |
|
SU1194598A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
