Изобретение относится к области обработки металлов резанием и может быть использовано, преимущественно, при фрезеровании ограниченных участков поверхностей заготовок концевыми фрезами на станках с программным управлением.
Цель изобретения - повышение производительности труда, что достигается за счет упрощения программы и сокращения времени ее составления, сокращения длины траектории, исключения разгона и торможения в местах угловых переходов и повышения надежности работы станка за счет уменьшения количества кадров в программе.
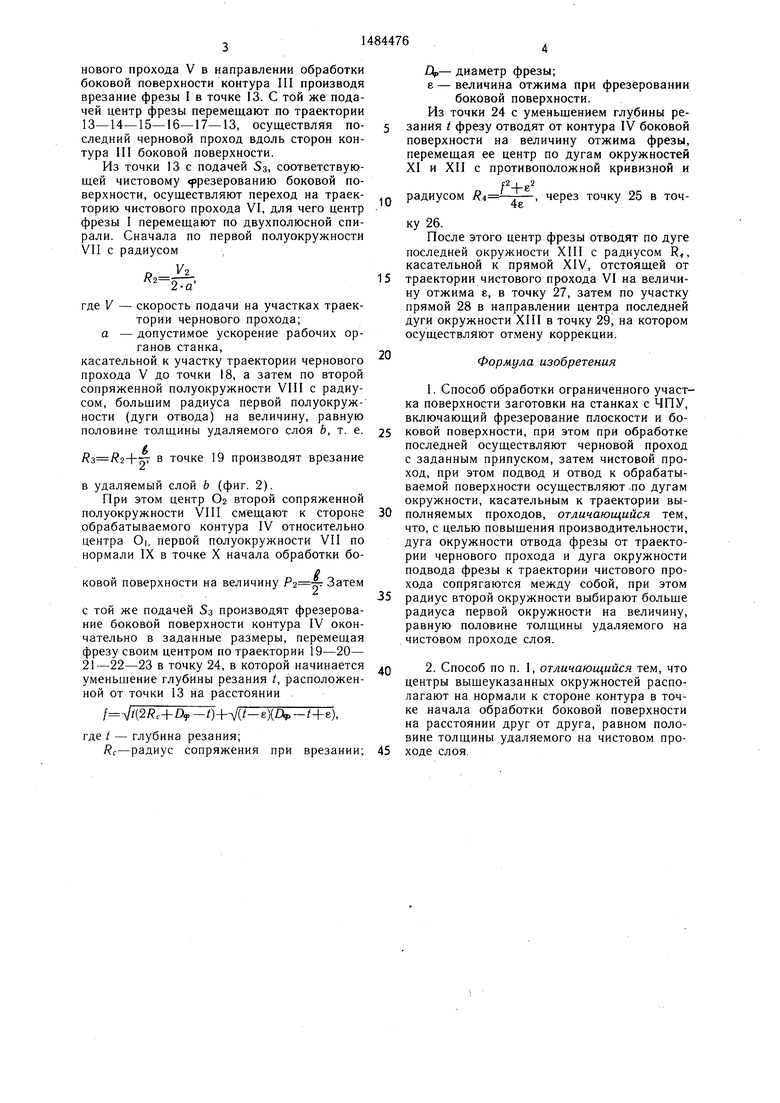
На фиг. 1 представлена схема обработки ограниченного участка поверхности заготовки; на фиг. 2 - схема перехода с чернового прохода на чистовой и отвода фрезы от обработанной поверхности.
Способ осуществляется следующим образом.
Обработку ограниченного участка поверхности заготовки производят фрезой I
за несколько проходов с шагом Р по схеме «спираль, осуществляя сначала черновой проход с припуском b вдоль сторон боковой поверхности, затем чистовой (фиг. 1). Пред варительное фрезерование ограниченного участка производят, перемещая фрез с подачей Si по траектории 1-2-3-4-5-6- 7-8-9-10-11 до пересечения с биссектрисой II угла а между сопряженными сторонами контура III. Из точки 11 с подачей 5%, соответствующей фрезерованию паза, центр фрезы перемещают по радиус-вектору IV, проходящему вдоль биссектрисы II, в точку 12. При этом одним приемом осуществляют коррекцию траектории чернового V и чистового VI проходов на величину изменения диаметра (износа) фрезы I, тем самым выдерживают заданный припуск на чистовое фрезерование.
Затем с подачей S фрезу перемещают центром по дуге окружности с радиусом, равным шагу обработки плоскости, т е. R Р, касанием к траектории последнего чер
00
О)
нового прохода V в направлении обработки боковой поверхности контура III производя врезание фрезы I в точке 13. С той же подачей центр фрезы перемещают по траектории 13-14-15-16-17-13, осуществляя последний черновой проход вдоль сторон контура III боковой поверхности.
Из точки 13 с подачей S3, соответствующей чистовому ррезерованию боковой поверхности, осуществляют переход на траекторию чистового прохода VI, для чего центр фрезы I перемещают по двухполюсной спирали. Сначала по первой полуокружности VII с радиусом у9
,
2-а
где V - скорость подачи на участках траектории чернового прохода; а - допустимое ускорение рабочих органов станка,
касательной к участку траектории чернового прохода V до точки 18, а затем по второй сопряженной полуокружности VIII с радиусом, большим радиуса первой полуокружности (дуги отвода) на величину, равную половине толщины удаляемого слоя Ь, т. е.
в точке 19 производят врезание
в удаляемый слой b (фиг. 2).
При этом центр второй сопряженной полуокружности VIII смещают к стороне обрабатываемого контура IV относительно центра О|, первой полуокружности VII по нормали IX в точке X начала обработки боD
ковой поверхности на величину Затем
с той же подачей 5з производят фрезерование боковой поверхности контура IV окончательно в заданные размеры, перемещая фрезу своим центром по траектории 19-20- 21-22-23 в точку 24, в которой начинается уменьшение глубины резания t, расположенной от точки 13 на расстоянии
(2Rc+Of /)+V(/-eXjQi -/+e),
где t - глубина резания;
Rc-радиус сопряжения при врезании;
диаметр фрезы;
е - величина отжима при фрезеровании боковой поверхности.
Из точки 24 с уменьшением глубины резания t фрезу отводят от контура IV боковой поверхности на величину отжима фрезы, перемещая ее центр по дугам окружностей XI и XII с противоположной кривизной и
10 радиусом
f+e2 4е
через точку 25 в точку 26.
После этого центр фрезы отводят по дуге последней окружности XIII с радиусом R,, касательной к прямой XIV, отстоящей от траектории чистового прохода VI на величину отжима е, в точку 27, затем по участку прямой 28 в направлении центра последней дуги окружности XIII в точку 29, на котором осуществляют отмену коррекции.
20
Формула изобретения
1. Способ обработки ограниченного участка поверхности заготовки на станках с ЧПУ, включающий фрезерование плоскости и боковой поверхности, при этом при обработке последней осуществляют черновой проход с заданным припуском, затем чистовой проход, при этом подвод и отвод к обрабатываемой поверхности осуществляют по дугам окружности, касательным к траектории выполняемых проходов, отличающийся тем, что, с целью повышения производительности, дуга окружности отвода фрезы от траектории чернового прохода и дуга окружности подвода фрезы к траектории чистового прохода сопрягаются между собой, при этом
радиус второй окружности выбирают больше радиуса первой окружности на величину, равную половине толщины удаляемого на чистовом проходе слоя.
2. Способ по п. 1, отличающийся тем, что центры вышеуказанных окружностей располагают на нормали к стороне контура в точке начала обработки боковой поверхности на расстоянии друг от друга, равном половине толщины удаляемого на чистовом проходе слоя
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования пазов в тонких стенках заготовок | 1988 |
|
SU1540957A1 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| Способ фрезерования контурных поверхностей | 1983 |
|
SU1143523A1 |
| Способ фрезерования плоскостей | 1977 |
|
SU738785A1 |
| Способ обработки плоскостных деталей | 1989 |
|
SU1646714A2 |
| Способ обработки контурных поверхностей деталей | 1980 |
|
SU942907A1 |
| Способ фрезерования контурных поверхностей угловыми переходами сторон | 1985 |
|
SU1351726A1 |
| Способ фрезерования внутренних контуров деталей | 1980 |
|
SU891254A1 |
| Способ врезания фрезы | 1991 |
|
SU1797524A3 |

Изобретение относится к обработке металлов резанием и может быть использовано преимущественно при фрезеровании ограниченных участков поверхности заготовок концевыми фрезами на станках с программным управлением. Цель изобретения - повышение производительности труда. Обработку ведут концевой фрезой. Обрабатывают плоскость и боковые поверхности. При обработке последних осуществляют черновой и чистовой проходы. С чернового прохода на чистовой переходят по траектории, представляющей собой двухполюсную спираль, образованную сопряженными дугами окружности, при этом радиус второй окружности больше радиуса первой на величину, равную половине толщины удаляемого слоя. Центры окружностей размещают на нормали к стороне контура в точке начала обработки боковой поверхности. Центр второй окружности смещен от центра первой на величину, равную половине толщины удаляемого слоя. 2 ил.
Фие.1
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
