Изобретение относится к области размерной электрохимической обработки, и в частности к изготовлению упругих подвесов гироскопических приборов .
Цель изобретения - повышение точности геометрических размеров перемычек подвесов и улучшение равномерности их упругих свойств за счет осушествления процесса без и с нагружением перемычек.
При электрохимической обработке подвесов с конечной толщиной упругих перемычек порядка 0,060-0,045 мм и
г-см рад
происходит преимущественное уменьшение толщины концов перемычек вследствие проявления краевого эффекта. В зависимости oi длительности электрохимической обработки, которая опредежесткостью в пределах 365 - 345
ляется исходной жесткостью, за пределы допуска может выходить толщина концов перемычек или длина перемычек вследствие полного растворения их концов. Экспериментально установлено, что указанные дефекты отсутствуют при электрохимической обработке с исходной жесткостью 600 ---- и ниже. Кроме
рад
того, при обработке с нагружением перпендикулярность осей подвеса оси его вращения снижается пропорционально исходной жесткости упругих перемычек перед электрохимической обработкой, поскольку под нагрузкой поверхности перемычек изменяют свое положение относительно электродов-инструментов. О величине отклонения осей от перпендикулярности судят по торцовому биению наружной рамки.
Поверхности, образующие перемычки, имеют в свободном состоянии цилиндриСЛ
4ь 1
СО 00 №
чёскую форму и относительно введенных в отверстия электродов-инструментов занимают эквидистантное положение.
При нагружении оси подвеса перемыч , упруго деформируясь, меняют свое положение относительно электродов-инструментов и при обработке их поверхности теряют цилиндрическую форму.
При этом величина снимаемого слоя металла с верхней и нижней частей перемычек и разных сторон одной и той же перемычки неодинакова, что приводит к перераспределению напряжений в перемычках и смешению осей отдельных перемычек относительно друг друга. Э|то вызывает- соответственно отклоне:- ние осей подвеса от перпендикулярно- к оси его врашения и появление разножесткости между осями. Поэтому предварительно электрохимическую обработку подвеса производят в разгруженном состоянии указанных перемычек, а затем, при достижении жесткости,
Затем удаляют из отверстий электроды 5-8, нагружают ось (-0, заданным моментом и доводят эту ось до требуемой жесткости. После этого удаляют из отверстий электроды 1-4, ввоПревышающей заданную на 8, нагру 25 дят электроды 5-8 и производят окон30
Женном состоянии заданным моментом.
Электрохимическая обработка упругих перемычек в разгруженном состоянии обеспечивает получение правильной Геометрической формы поверхностей, Образующих перемычки, и исключает по- Лвление отклонений от перпендикулярности осей подвеса оси его врашения За счет того, что при этом происходит равномерное удаление слоев металла фо всех сторон перемычек, поскольку 35 поверхности электродов-инструментов Во время обработки остаются эквидис- Гантными поверхностям, образующим перемычки.
Вследствие этого повышается гео метрическая точность и улучшаются упругие свойства перемычек подвеса.
Электрохимическая обработка упругих перемычек с жесткостью, превышающей заданную на 8,5% в нагруженном Состоянии заданным моментом, обеспечивает цилиндричность поверхностей, образующих перемычки, и перпендикулярность осей подвеса оси его враше
, 40
45
50
ния в пределах допуска, что подтверж дено экспериментально.
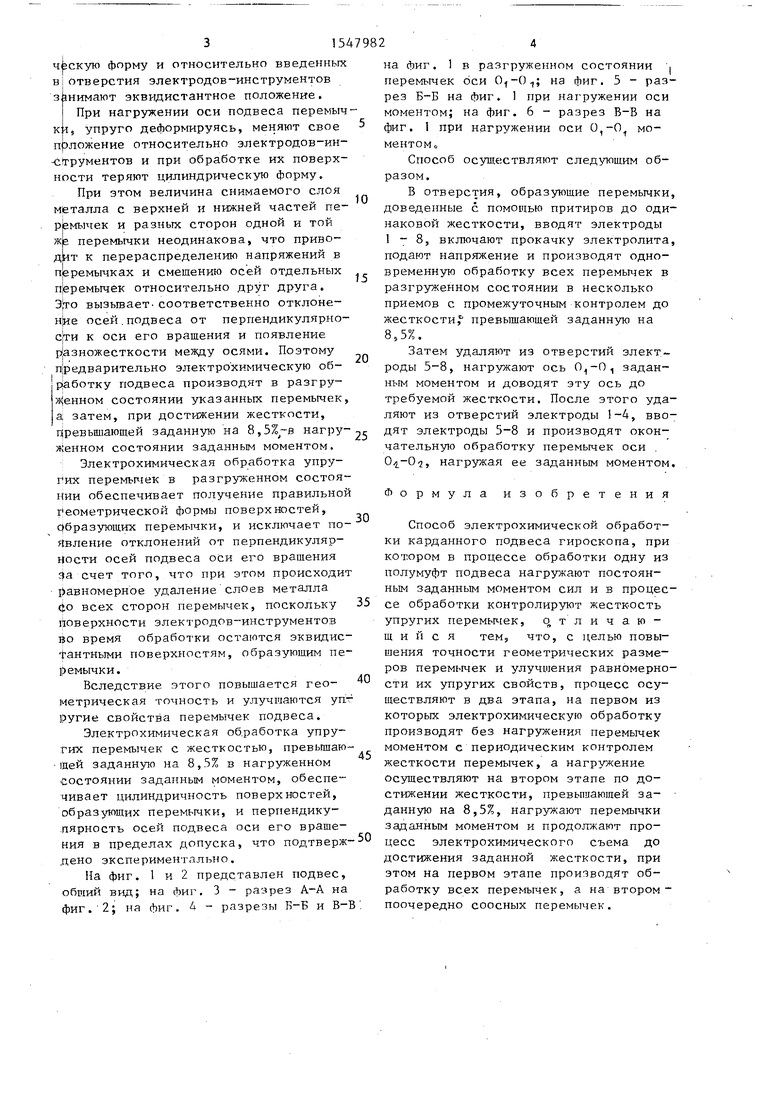
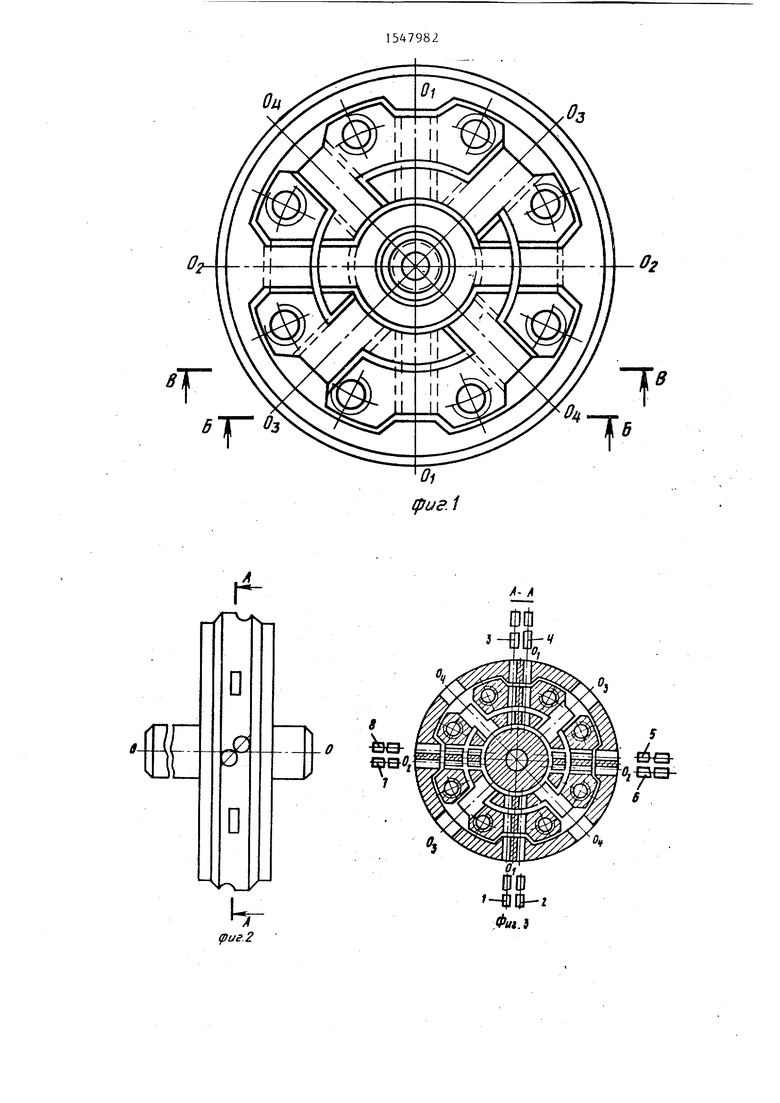
На фиг. 1 и 2 представлен подвес, общий вид; на Лиг. 3 - разрез А-А на фиг. 2; на Лиг. - разрезы Б-Б и В-В
0
5
0
на Лиг. 1 в разгруженном состоянии , перемычек оси 01-01; на фиг. 5 - разрез Б-Б на Лиг. I при нагружении оси моментом; на фиг. 6 - разрез В-В на фиг. I при нагружении оси О,-О моментом
Способ осуществляют следующим образом.
В отверстия, образующие перемычки, доведенные с помощью притиров до одинаковой жесткости, вводят электроды I - 8, включают прокачку электролита, подают напряжение и производят одновременную обработку всех перемычек в разгруженном состоянии в несколько приемов с промежуточным контролем до жесткости,1 превышающей заданную на
8 Г о/ 5 , ,
Затем удаляют из отверстий электроды 5-8, нагружают ось (-0, заданным моментом и доводят эту ось до требуемой жесткости. После этого удаляют из отверстий электроды 1-4, вво5 дят электроды 5-8 и производят окон0
5 0
5
0
чательную обработку перемычек оси Оз.-O, нагружая ее заданным моментом,
Формула изобретения
Способ электрохимической обработки карданного подвеса гироскопа, при котором в процессе обработки одну из полумуфт подвеса нагружают постоянным заданным моментом сил и в процессе обработки контролируют жесткость упругих перемычек, отличающийся тем, что, с целью повышения точности геометрических размеров перемычек и улучшения равномерности их упругих свойств, процесс осуществляют в два этапа, на первом из которых электрохимическую обработку производят без нагружения перемычек моментом с периодическим контролем жесткости перемычек, а нагружение осуществляют на втором этапе по достижении жесткости, превышающей заданную на 8,5%, нагружают перемычки заданным моментом и продолжают процесс электрохимического съема до достижения заданной жесткости, при этом на первом этапе производят обработку всех перемычек, а на втором- поочередно соосных перемычек.
Он
03
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки внутреннего карданного подвеса гироскопа | 1988 |
|
SU1620230A1 |
| Способ электрохимической размерной обработки гибких подвесов | 1984 |
|
SU1219282A2 |
| Способ электрохимической размерной обработки гибких подвесов | 1972 |
|
SU450686A1 |
| УПРУГИЙ КАРДАНОВЫЙ ПОДВЕС ГИРОСКОПА | 1995 |
|
RU2093793C1 |
| УПРУГИЙ ПОДВЕС ДИНАМИЧЕСКИ НАСТРАИВАЕМОГО ГИРОСКОПА | 1993 |
|
RU2064662C1 |
| ГИРОСКОП | 2002 |
|
RU2215261C2 |
| Способ изготовления чувствительного элемента криогенного гироскопа | 2017 |
|
RU2678707C1 |
| ГИРОСКОП | 2005 |
|
RU2298151C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Электрод-инструмент для электрохимической обработки полостей | 1988 |
|
SU1567338A1 |
Изобретение относится к области машиностроения, в частности к изготовлению упругих подвесов гироскопических приборов. Цель изобретения - повышение точности геометрических размеров перемычек подвесов и улучшение равномерности их упругих свойств за счет осуществления процесса электрохимической обработки без и с нагружением перемычек подвесов. На первом этапе электрохимическую обработку производят с периодическим контролем жесткости без нагружения перемычек моментом. При достижении жесткости, превышающей на 8,5% заданную, перемычки нагружают заранее заданным моментом и продолжают электрохимическую обработку до требуемой жесткости перемычек подвески. 6 ил.
tD
D
hr
фиг. 2
A- A
б-б, 8-8
ригЛ
5-6
фиг 5
фиаб
| Способ электрохимической размерной обработки гибких подвесов | 1972 |
|
SU450686A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
