Изобретение относится к электрохимической размерной обработке, в частности, к полированию в растворах кислот.
Известны способы электрохимической размерной полировки различных деталей в растворах кислот которые характеризуются невозможностью получения высокоточных деталей с необходимыми упругими свойствами, так как измерение деталей производится не в момент обработки, а периодически, что накладывает определенные погрешности и увеличивает время обработки.
Б предлагаемом изобретении в процессе обработки одну из полумуфт нагружают постоянным моментом сил, вызыващим по достижении заданного размера указанных упругих перемычек относительное перемещение полумуфт подвеса, являющееся сигналом для прекращения процесса.
Это позволяет сообщить подвесу необходимые упругие свойства, а также повысить точность гешетрических размеров.
Сущность предложенного опособа поясняется четрежом.
Деталь 1, представляющая собой две полумуфты, связанные предварительно обработанными гибкими элементами 2, неподвижно закреплена в приспособлении 3 и помещена между электродами 4. К детали 1 посредством рычага 5 приложена сила Р, создащая необходимый крутящий момент. Поворот подвижной части детали I фиксируется посредством рычага 6, контакта 7 и блока управления источника питания 8, который отключает источник питания 9.
Полирование детали по предоженному способу осуществлявл следующим образом.
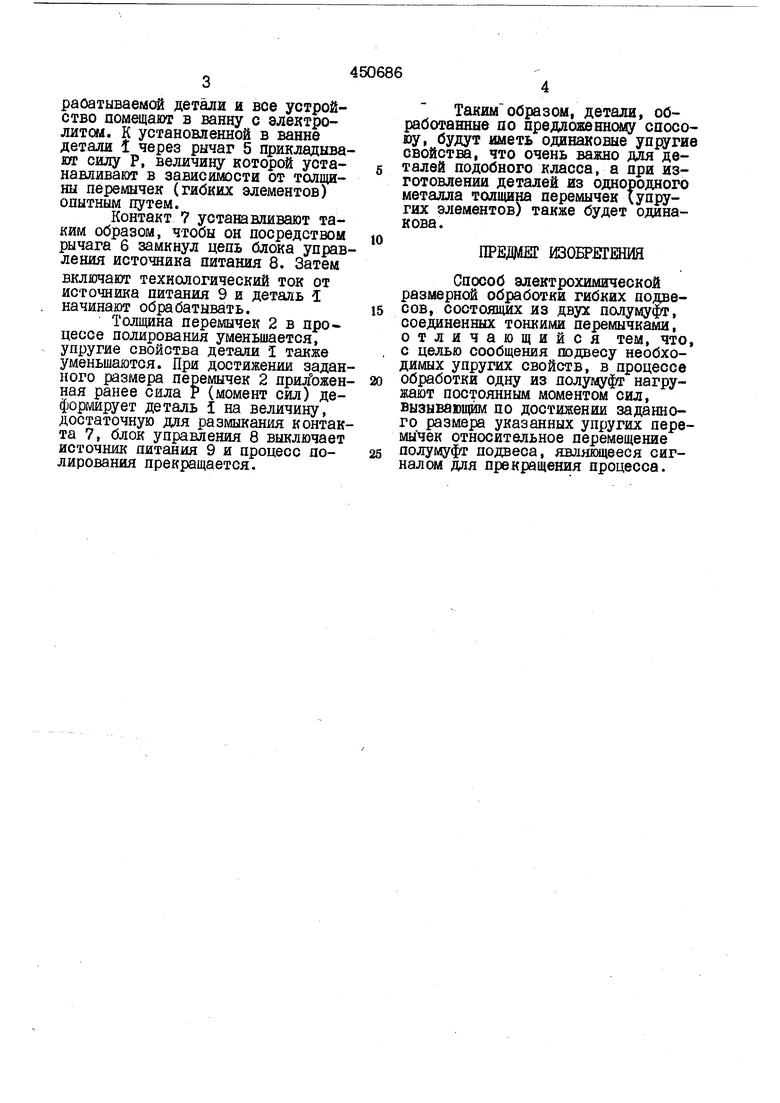
Деталь I закрепляют в зажиме 3. Устанавливают аяектрода 4 на определенное расстояние от обраоатываемой детали и все устройство помещают в ванну с электролитом. К установленной в ванне детали 1 через рычаг 5 прикладывают силу Р, величину которой устанавливают в зависимости от толщины перемычек (гибких элементов) опытным путем.
Контакт 7 устанавливают таким образом, чтобы он посредством рычага 6 замкнул цепь блока управления источника питания 8. Затем
включают технологический ток от источника питания 9 и деталь I начинают обрабатывать.
Толщина перемычек 2 в процессе полирования уменьшается, упругие свойства детали I также уменьшаются. При достижении заданного размера перемычек 2 прилЪженная ранее сила Р (момент сил) деформирует деталь 1 на величину, достаточную для размыкания контакта 7, блок управления 8 выключает источник питания 9 и процесс полирования прекращается.
Такимобразом, детали, обработанные по преддожеиному спосоюу, будут иметь одинаковые упругие свойства, что очень важно для деталей подобного класса, а при изготовлении деталей из однородного металла толщина перемычек элементов) также будет одинакова.
Способ электрохимической размерной обработки гибких подвесов, состоящих из двух полум фт, соединенных тонкими перемычками, отличающийся тем, что с целью сообщения подвесу необходимых упругих свойств, в процессе обработки одну из полумуфг нагружают постоянным моментом сил. Вызывающим по достижении заданного размера указанных упругих перемычек относительное перемещение полуш уфт подвеса, являкхцееся сигналом ддя прекращения процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки карданного подвеса гироскопа | 1987 |
|
SU1547982A1 |
| Способ электрохимической размерной обработки гибких подвесов | 1984 |
|
SU1219282A2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ РЕЗОНАТОРА ЭЛЕМЕНТА УПРУГОГО ЧАСТОТНОГО ДАТЧИКА УСКОРЕНИЯ | 2008 |
|
RU2399464C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2006 |
|
RU2342472C2 |
| РУЧНОЙ ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 2011 |
|
RU2472874C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА ИЗ ЭЛАСТИЧНОГО ГИБКОГО ЛИСТОВОГО ДИЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 2013 |
|
RU2568404C2 |
| Устройство для автоматического управления работой ленточношлифовального станка | 1975 |
|
SU562417A1 |
| УСТАНОВКА ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2007 |
|
RU2378420C2 |

