: Изобретение относится к переработке резиновых смесей в формованные изделия, такие как приводные ремни, уплотнительные элементы и т.п., эксплуатирующиеся при действии динамических нагрузок.
Цель изобретения - увеличение сопротивления резин возрастанию трещин и срока службы изделий,
В предлагаемом способе в качестве основы резиновых смесей используют ненасыщенные каучуки, такие как иао- преновые, бутадиеновые, дивинилсти- рольные, диенуретановые, нитрильные хлоропреновые и др.
В качестве антиадгезионных инертных смазок используют озокерит, жидкие силиконовые каучуки с мол.массой 1000-6000, в качестве пероксидов щелочноземельных металлов - перок$и- ды бария, кальция и стронция.
Равномерность нанесения модифицирующей добавки на внутреннюю поверхность пресс- формы достигается предварительным смешением антиадге- эионной смазки с модифицирующей добавкой - пероксидом щелочноземельного металла.
Приготовление резиновой смеси осуществляют на вальцах или резиносмеСП
Ј
00
00
J
сителе путем введения в каучук целевых добавок, таких как наполнители, мягчители, ускорители вулканизации и вулканизующие агенты, обычно применяемые для данного типа каучука. Сохраняют обычно принятый порядок введения ингредиентов. Воду вводят в конце цикла смешения после введения всех других ингредиентов. Темпера тура и давление при вулканизации также находятся в обычно используемых пределах: 145-165°С и 75-105 кг/см4 соответственно.
Предпочтительными условиями формо- вания за счет протекания реакции между пероксидом щелочноземельного метал ла и водой при отсутствии порообразования являются температура 150-160 С и .давление 80-100 кг/см2.
Процесс получения формованных резиновых изделий осуществляют следующим образом.
Антиадгезионную смазку, заранее совмещенную с пероксидом щелочнозе- мельного металла, наносят на внутреннюю поверхность пресс-формы, нагретую на 10-20°С выше температуры плавления смазки (до 60°С), загружают в форму резиновую смесь q заранее вве- денной при 70°С водой, помещают форму в пресс. При формовании резинотканевых изделий наносят слой резиновой смеси на ткань и формуют изделие из нескольких полученных слоев.
Вулканизацию проводят при повышенной температуре и давлении в течение времени, обычно принятого для данного каучука.
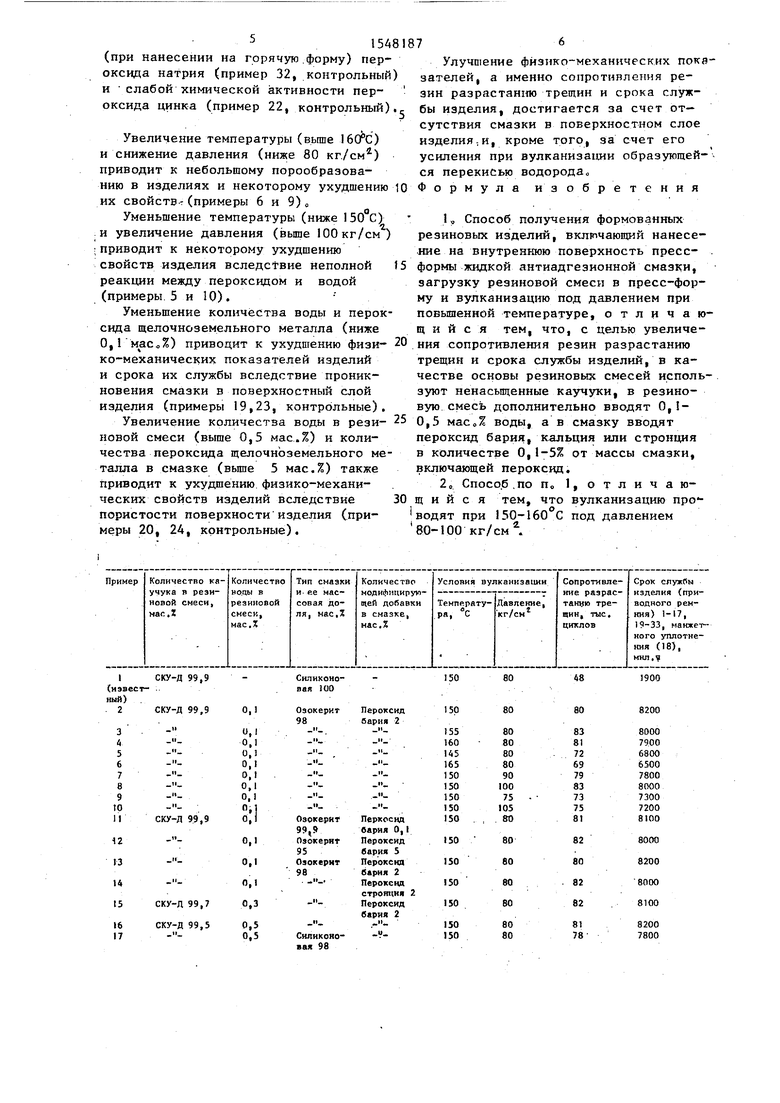
В таблице приведены режимы осущест вления способа и эксплуатационные свойства готовых изделий.
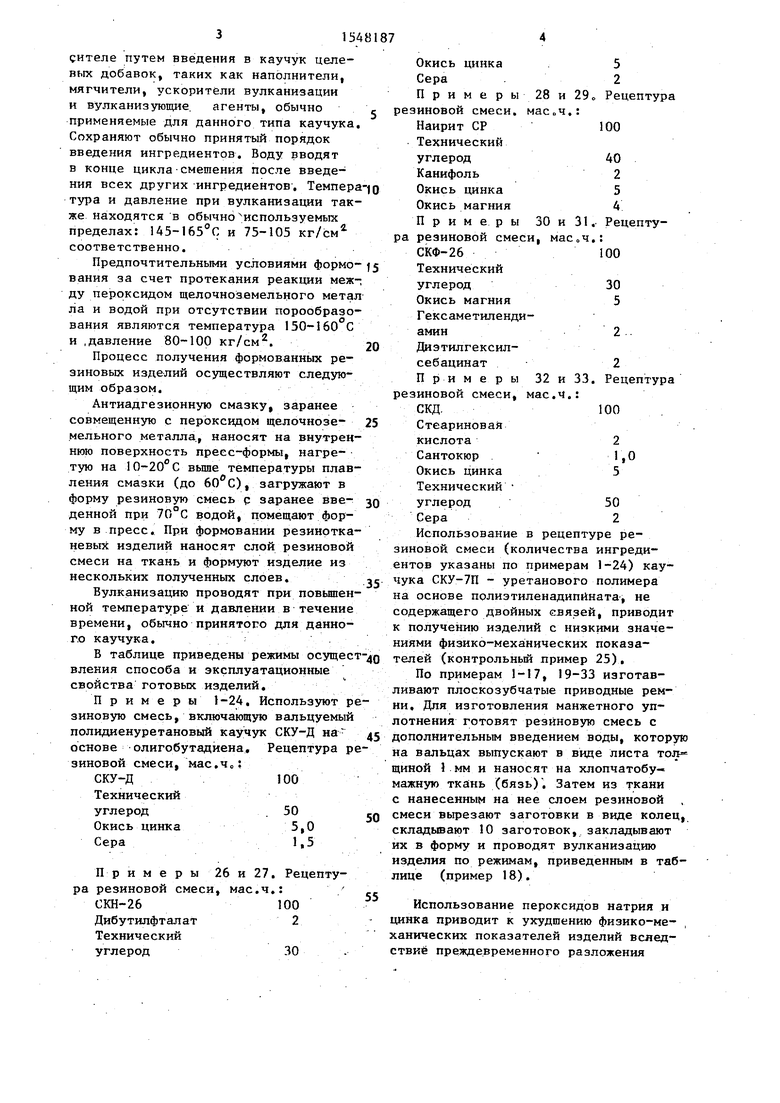
Примеры 1-24. Используют резиновую смесь, включающую вальцуемый полидиенуретановый каучук СКУ-Д на основе олигобутадиена. Рецептура резиновой смеси, мас.Чо
СКУ-Д100
Технический
углерод50
Окись цинка5,0
Сера1,5
Примеры 26 и 27. Рецептурезиновой смеси, мае.ч.: СКН-26100
Дибутилфталат2
Технический углерод30
. g
5 0
5 0 s
д
50
5
Окись цинка5
Сера2
Примеры 28 и 29 о Рецептура резиновой смеси, мае„ч.:
Наирит СР100
Технический
углерод40
Канифоль2
Окись цинка5
Окись магния4
Примеры 30 и 31. Рецептура резиновой смеси, мае„ч.: СКФ-26100
Технический
углерод30
Окись магния5
Гексаметиленди- амин2
Диэтилгексил- себацинат2
Примеры 32 и 33. Рецептура резиновой смеси, мае.ч.:
СКД100
Стеариновая
кислота2
Сантокюр 1,0 Окись цинка5
Технический
углерод50
Сера2
Использование в рецептуре резиновой смеси (количества ингредиентов указаны по примерам 1-24) каучука СКУ-7П - уретанового полимера на основе полиэтиленадипйната, не содержащего двойных связей, приводит к получению изделий с низкими значениями физико-механических показателей (контрольный пример 25).
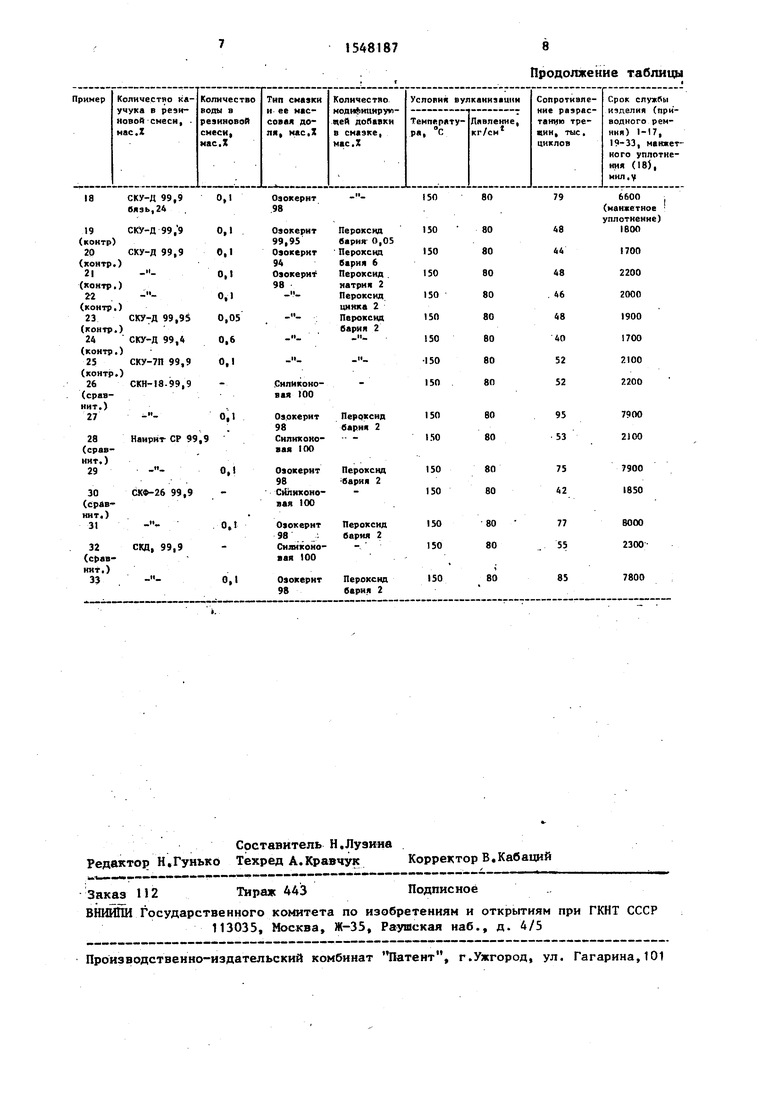
По примерам 1-17, 19-33 изготавливают плоскозубчатые приводные ремни. Для изготовления манжетного уплотнения готовят резиновую смесь с дополнительным введением воды, которую на вальцах выпускают в виде листа тол щиной 1 мм и наносят на хлопчатобумажную ткань (бязь). Затем из ткани с нанесенным на нее слоем резиновой смеси вырезают заготовки в виде колец, складывают 10 заготовок, закладывают их в форму и проводят вулканизацию изделия по режимам, приведенным в таблице (пример 18).
Использование пероксидов натрия и цинка приводит к ухудшению физико-механических показателей изделий вследствие преждевременного разложения
(при нанесении на горячую форму) пер- оксида натрия (пример 32, контрольный) и слабой химической активности пер- оксида цинка (пример 22, контрольный).,
Улучшение физико-механических показателей, а именно сопротивления резин разрастанию трещин и срока службы изделия, достигается за счет отсутствия смазки в поверхностном слое изделия и, кроме того, за счет его усиления при вулканизации образующейся перекисью водорода
изобретения
Увеличение температуры (выше 160°С) и снижение давления (ниже 80 кг/см4) приводит к небольшому порообразованию в изделиях и некоторому ухудшению 10 Формула их свойств-(примеры 6 и 9),
Уменьшение температуры (ниже 150°С) и увеличение давления (выше ЮОкг/см) приводит к некоторому ухудшению свойств изделия вследствие неполной реакции между пероксидом и водой (примеры 5 и 10).
Уменьшение количества воды и перок- сида щелочноземельного металла (ниже
0,1 мас«%) приводит к ухудшению физи- 20 Ния сопротивления резин разрастанию ко-механических показателей изделий трещин и срока службы изделий, в ка- и срока их службы вследствие проник- честве основы резиновых смесей исполь- новения смазки в поверхностный слой зуют ненасыщенные каучуки, в резино- изделия (примеры 19,23, контрольные). вую смесь дополнительно вводят 0,IУвеличение количества воды в рези- 25 0,5 мас„% воды, а в смазку вводят новой смеси (выше 0,5 мас.%) и коли- пероксид бария, кальция или стронция чества пероксида щелочноземельного ме- в количестве 0,1-5% от массы смазки,
1 Способ получения формованных резиновых изделий, включающий нанесение на внутреннюю поверхность пресс- 15 формы жидкой антиадгеэионной смазки, загрузку резиновой смеси в пресс-форму н вулканизацию под давлением при повышенной температуре, отличающийся тем, что, с целью увеличеУлучшение физико-механических показателей, а именно сопротивления резин разрастанию трещин и срока службы изделия, достигается за счет отсутствия смазки в поверхностном слое изделия и, кроме того, за счет его усиления при вулканизации образующейся перекисью водорода
изобретения
Формула
1 Способ получения формованных резиновых изделий, включающий нанесение на внутреннюю поверхность пресс- формы жидкой антиадгеэионной смазки, загрузку резиновой смеси в пресс-форму н вулканизацию под давлением при повышенной температуре, отличающийся тем, что, с целью увеличе
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения формованных резинотканевых изделий | 1987 |
|
SU1613366A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2026318C1 |
| РЕЗИНОВАЯ СМЕСЬ ДЛЯ РУКАВНЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ АВТОМОБИЛЬНОГО ТРАНСПОРТА | 2005 |
|
RU2284338C1 |
| Способ получения нефтепромыслового набухающего в воде элемента | 2016 |
|
RU2632823C1 |
| Способ получения нефтепромыслового набухающего в углеводородной среде элемента | 2016 |
|
RU2632824C1 |
| РЕЗИНОВАЯ СМЕСЬ ДЛЯ РУКАВНЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ АВТОМОБИЛЬНОГО ТРАНСПОРТА | 2005 |
|
RU2284337C1 |
| УСТОЙЧИВАЯ К РАЗЛОЖЕНИЮ РЕЗИНОВАЯ КОМПОЗИЦИЯ | 1990 |
|
RU2073694C1 |
| МАСЛОТЕПЛОСТОЙКАЯ ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ | 2019 |
|
RU2714351C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ ИЗ ФТОРКАУЧУКА | 1993 |
|
RU2118332C1 |
| РЕМЕНЬ С ТЕРМОПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 2002 |
|
RU2265762C2 |
Изобретение относится к области переработки резиновых смесей в формованные изделия, такие как приводные ремни, уплотнительные элементы и т.п., эксплуатирующиеся при действии динамических нагрузок. Изобретение позволяет увеличить сопротивление резин разрастанию трещин до 69000-95000 циклов и срок службы изделий. В предлагаемом способе получения формованных резиновых изделий, включающем нанесение на внутреннюю поверхность пресс-формы жидкой антиадгезионной смазки, загрузку резиновой смеси в пресс-форму и вулканизацию под давлением при повышенной температуре, в качестве основы резиновых смесей используют ненасыщенные каучуки, в резиновую смесь дополнительно вводят 0,1-0,5 мас.% воды, а в смазку вводят пероксид бария, кальция или стронция в количестве 0,1-5% от массы смазки, включающей пероксид. Предпочтительными условиями формования резиновых изделий являются температура вулканизации 150-160°С и давление 80-100 кг/см2. 1 табл.
талла в смазке (выше 5 мас.%) также приводит к ухудшению физико-механических свойств изделий вследствие пористости поверхности изделия (примеры 20, 24, контрольные).
включающей пероксид.
2, Способ по п„ 1, о т л и ч а ю- 30 щ и и с я тем, что вулканизацию про водят при 150-160 С под давлением 80-100 кг/см4.
1900
8200
8000 7900 6800 6500 7800 8000 7300 7200 8100
8000 8200 8000 8100
8200 7800
Продолжение таблицы
| Кошелев Ф.Ф | |||
| и др | |||
| Общая технология резины | |||
| М.: Химия, 1978, с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
