Изобретение относится к области химической обработки или нанесения покрытий на формованные изделия из высокомолекулярных веществ, а именно к химической модификации поверхности резинотехнических изделий из фторкаучука, и может быть использовано в автомобильной промышленности. Изобретение позволяет в 1,3 ... 1,5 раза снизить трение и соответственно повысить долговечность сальников за счет нанесения на рабочую поверхность кромки сальников, принимающей участие в контакте с контртелом, γ- аминопропилтриэтоксисилана с расходом 0,005-0,006 мл/см2.
Известно, что в интересах повышения износостойкости манжет в ее состав вводят наполнитель-политетрафторэтилен (ПТФЭ): на 100 частей резины 200 частей ПТФЭ. Установлено, что в условиях хорошей смазки наличие ПТФЭ ненамного снижает потери на трение, но при отсутствии смазки потери уменьшаются в 2 раза и более (Голубев Г.А. и др. Контактные уплотнения вращающихся валов. - М.: Машиностроение, 1976, с. 76).
На рабочую поверхность герметизирующего элемента может быть нанесено антифрикционное покрытие. Покрытие, представляющее собой тонкую пористую пленку, например из ПТФЭ, соединяется с резиновой основой в процессе формования в результате затекания резиновой смеси в поры пленки и последующей вулканизации (SU 227807 A, F 16 J 15/20, 1968).
Трение манжет можно снизить введением в резину пиролизованных углеграфитовых материалов, например малозольной угольной ткани (Юровский В.С., Поволоцкий Э.Л., Коморницкий - Кузнецов В.К. Разработка основ конструирования резиноармированных радиальных уплотнений вращающихся валов. - В сб.: Достижения науки и техники в области резины.- М.: Химия, 1969, с. 262 - 273).
Разработан также способ повышения износостойкости резин путем введения в состав смеси нитрида кремния (Рыбалов С.Л., Гридунова Е.Б., Фомина Л.Г. О влиянии нитрида кремния на антифрикционные свойства уплотнительных резин. - Каучук и резина, N 4, 1971. - с. 37 - 38).
Антифрикционные свойства резин из фторкаучуков повышаются при введении в резину графита в сочетании с ПТФЭ или неорганических твердых смазок с ПТФЭ (Белова И. С., Гридунова Е.Б., Рыбалов С.Л. Применение твердых смазок в рецептуре резин из фторкаучука для повышения ее износостойкости. Каучук и резина, N 12, 1973, с. 24 - 25).
Известно использование для снижения трения (повышения износостойкости) резинотехнических изделий из каучука такой операции, как галогенирование, хлорирование, бромирование (Пояснительная записка к технологическому регламенту на производство лент щеток стеклоочистителя. - ПО "Балаковорезинотехника", ТР 57-047-91).
Предложен способ снижения коэффициента трения и изнашивания резиновых деталей путем химического модифицирования их поверхностей, созданием поверхностной пленки фторированных углеводородов. Толщина пленки 50 ... 100 мкм (Gladston H. M. and el. Producr Engineerin, V. 35, N 15, 1964, p. 96 - 98). Аналогичный прием, отличающийся технологией образования фторированной пленки, использовался и в отечественной промышленности для повышения работоспособности резиновых манжет (Нудельман З.Н., Алябина Е.А., Рыбалов С.Л. Об увеличении износостойкости резиновых деталей путем фторирования их поверхности. - Каучук и резина, N 3, 1969, с. 21 - 23).
Известен способ модификации резино-технических изделий из фторкаучука обработкой их поверхности полиэтилсилоксановой жидкостью при 180 - 220oC в течение 30 - 60 с (SU 1437372 A, C 08 J 7/12, 1988 - прототип).
При несомненных достоинствах применения указанных операций недостатком является низкая износостойкость манжет.
Задачей настоящего изобретения является повышение износостойкости манжет.
Для решения поставленной задачи нами предлагается нанесение на рабочую поверхность кромки манжеты, принимающей участие в контакте с валом, АГМ-9: γ- аминопропилтриэтоксисилана.
Пример.
Результаты испытаний.
Объектом испытаний являлись следующие детали (4* 3 шт.) из фторкаучуковой резиновой смеси:
2108-1005160 - манжета коленчатого вала задняя,
2108-1005034 - манжета коленчатого вала передняя,
2101-1005034-02 - манжета коленчатого вала передняя,
2101-1005160-02 - манжета коленчатого вала задняя.
Детали вулканизовались из фторкаучуковой резиновой смеси прессовым методом в электропрессе при температуре 160oC и давлении 150 кгс/см2 в течение 6 мин (I стадия). После вулканизации в прессе на крышку манжеты наносится АГМ-9 при расходе 0,005 - 0,006 мл/см2, затем манжеты прогревались в термостате при 200 - 205oC в течение 24 - 25 часов (II стадия вулканизации описана в (SU N 1367442 A, C 08 L 27/16, 1984).
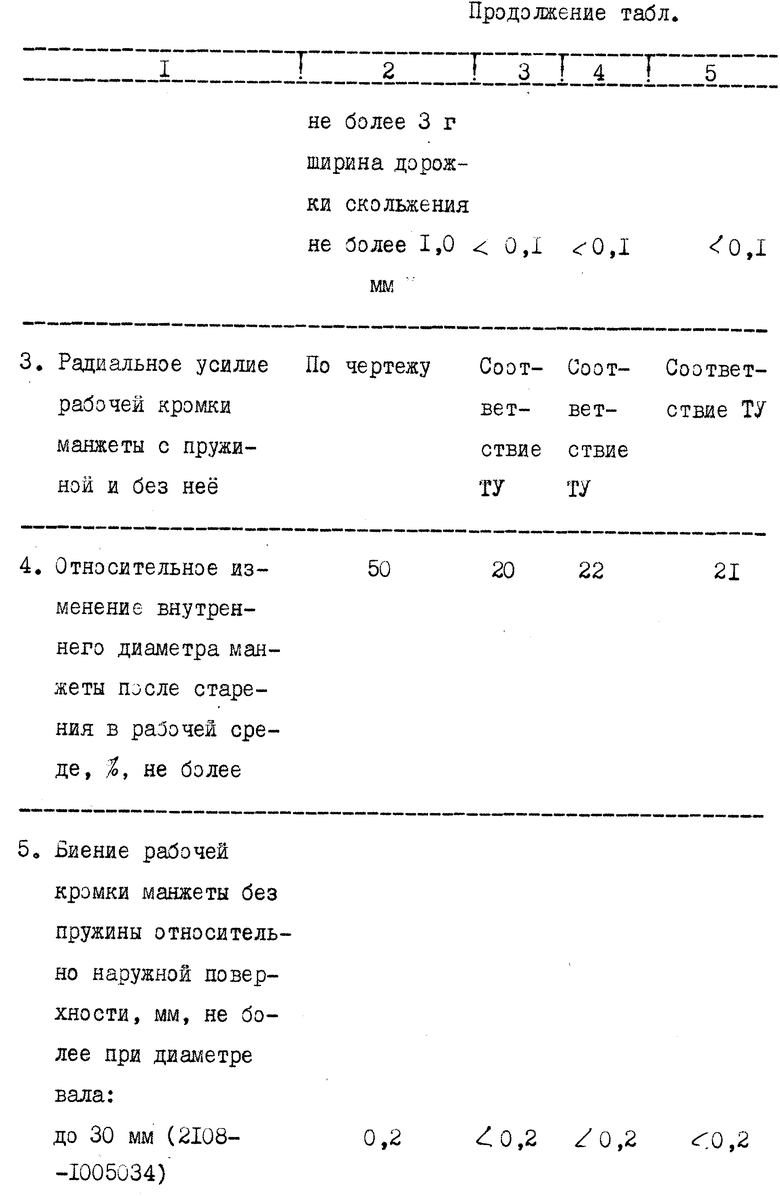
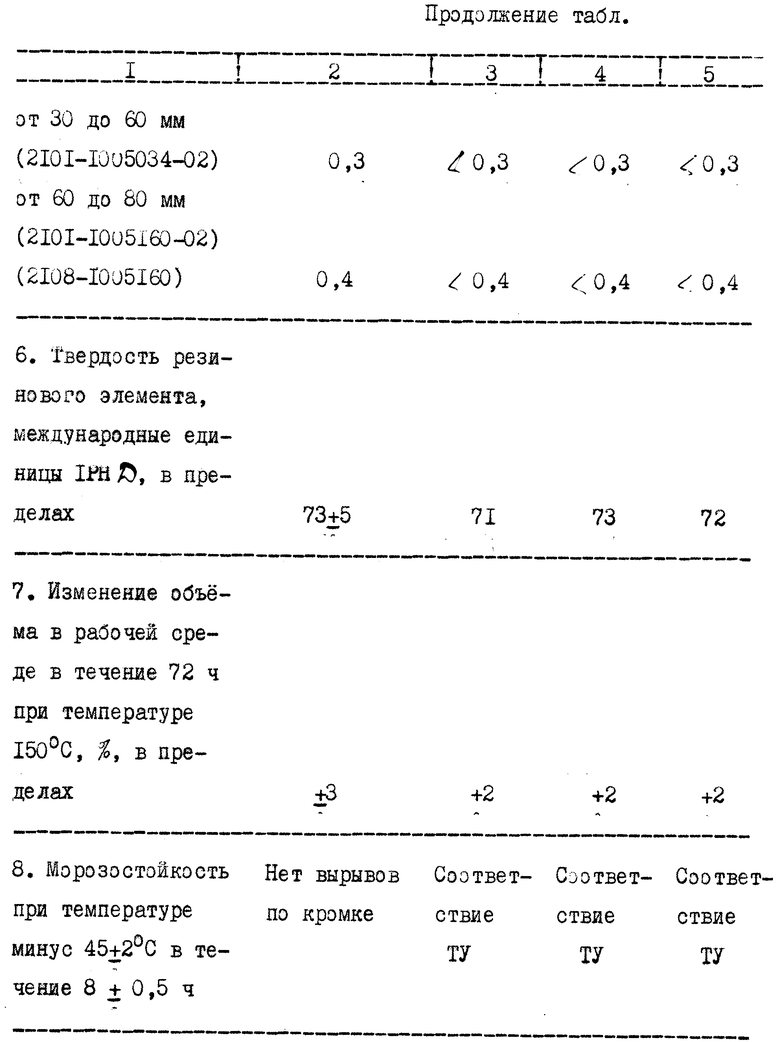
Испытания проводились в соответствии с ТУ 38.305-57-71-92 (Манжеты резинометаллические с обрезиненным каркасом для уплотнения вращающихся валов автомобилей ВАЗа и других заводов). Нанесение γ- аминопропилтриэтоксисилана (ТУ 6-02-724-77) на кромку манжеты проводилось однократно фломастером иди вращающимся фетровым барабаном. Расход γ- аминопропилтриэтоксисилана, как показали натурные эксперименты, составляет 0,005 - 0,006 мл/см2 (примерно 1 мл на 100 шт. манжет 2101-1005034-02). Указанный расход АГМ-9 определяется технологией обработки РТИ из фторкаучука. Расход АГМ-9 более 0,006 мл/см2 приводит к образованию подтеков на изделиях, а расход менее 0,005 мл/см2 нецелесообразен ввиду неполного покрытия изделий. Нанесение полиэтилсилоксановой жидкости марки ПЭС-5 проводили фломастером с аналогичным расходом 0,005 - 0,006 мл/см2.
Результаты испытаний приведены в таблице.
Анализ данных таблицы по утечке масла свидетельствует о более прочной кромке манжет после модификации ее поверхности АГМ-9. Это обстоятельство существенно повышает долговечность изделия.
Коэффициент трения после модификации поверхности манжеты γ- аминопропилтриэтоксисиланом уменьшается в 1,3 - 1,5 раза в сравнении с прототипом. На поверхности фторкаучука образуется полимерная пленка толщиной 60 ... 10 мкм, при этом микротомный срез модифицированного каучука показывает на диффузию γ- аминопропилтриэтоксисилана непосредственно внутрь каучука на глубину 25 - 50 мкм.
Исходя из технологического регламента изготовления манжет их фторкаучука возможно нанесение химического модификатора поверхности (АГМ-9) после первой (прессование) или после второй (термостатирование) стадии вулканизации.
Использование нанесения γ- аминопропилтриэтоксисилана после второй стадии вулканизации неудобно с технологической стороны, т.к. после нанесения добавляется дополнительная стадия термостатирования 40 - 45 минут при 200 - 205oC для формирования полимерной пленки.
Исходя из вышеизложенного, наиболее оптимальным является нанесение модификатора поверхности фторкаучука непосредственно после прессования резинотехнических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА РЕЗИНОТЕХНИЧЕСКИЕ ИЗДЕЛИЯ | 1996 |
|
RU2119512C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2008 |
|
RU2400493C2 |
| СПОСОБ КРЕПЛЕНИЯ РЕЗИН НА ОСНОВЕ АКРИЛАТНЫХ КАУЧУКОВ К МЕТАЛЛИЧЕСКИМ ПОВЕРХНОСТЯМ | 2004 |
|
RU2282643C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2010 |
|
RU2446198C1 |
| КОМПОЗИЦИЯ В КАЧЕСТВЕ КЛЕЕВОГО ПОДСЛОЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ ИЛИ В КАЧЕСТВЕ АДГЕЗИВА ДЛЯ ГОРЯЧЕГО КРЕПЛЕНИЯ РЕЗИН НА ОСНОВЕ ФТОРКАУЧУКОВ И АКРИЛАТНЫХ КАУЧУКОВ | 2006 |
|
RU2315796C1 |
| РЕЗИНОВАЯ СМЕСЬ | 2010 |
|
RU2437906C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ФТОРСОДЕРЖАЩЕЙ РЕЗИНЫ | 2014 |
|
RU2580722C1 |
| КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ ВИНИЛИДЕНФТОРСОДЕРЖАЩИЙ КАУЧУК | 1994 |
|
RU2100389C1 |
| АДГЕЗИВНЫЙ СОСТАВ | 2010 |
|
RU2470055C2 |
| АДГЕЗИВНЫЙ СОСТАВ | 2000 |
|
RU2180675C2 |

Изобретение относится к области химической обработки изделий из полимеров. Способ модификации поверхности резино-технических изделий из фторкаучука осуществляют образованием поверхностной пленки. После первой стадии вулканизации изделия в прессе его поверхность обрабатывают γ- аминопропилтриэтоксисиланом при расходе 0,005 - 0,006 мл/см2, после чего осуществляют термостатирование при 200 - 205oC в течение 24 - 25 ч. Технической задачей изобретения является повышение износостойкости изделия.
\ \ \1 Способ модификации поверхности резинотехнических изделий из фторкаучука путем образования поверхностной пленки, отличающийся тем, что пленку получают обработкой поверхности $$$аминопропилтриэтоксисиланом и обработку проводят после первой стадии вулканизации в прессе при расходе $$$аминопропилтриэтоксисилана 0,005 - 0,006 мл/см<M^ >2<D> с последующим термостатированием при 200 - 205<198>C в течение 24 - 25 ч.
| Способ модификации резинотехнических изделий | 1985 |
|
SU1437372A2 |
| Нудельман З.Н | |||
| и др | |||
| Каучук и резина | |||
| - М.: Химия, N 3, 1969, с.21 - 23 | |||
| Gladston H.M | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Пояснительная записка к технологическому регламенту на производство лент щеток стеклоочислителя | |||
| ПО "Балаково" - резинотехника", ТР 57-047-91 | |||
| Белова И.С | |||
| и др | |||
| Каучук и резина | |||
| - М.: Химия, N 12, 1973, с.24 - 25 | |||
| Рыбалов С.Л | |||
| и др | |||
| Каучук и резина | |||
| - М.: Химия, N 4, 1971, с.37 - 38 | |||
| Юровский В.С | |||
| и др | |||
| Достижения науки и техники в области резины | |||
| - М.: Химия, 1969, с.262 - 273 | |||
| SU, 227807 A, 1968 | |||
| Голубев Г.А | |||
| и др | |||
| Контактные уплотнения вращающихся валов | |||
| - М.: Машиностроение, 1976, с.76. | |||
