Изобретение относится к сварочному производству, а именно к сборке деталей под сварку, и может быть использовано в различных отраслях народного хозяйства при дуговой автоматической сварке деталей встык.
Цель изобретения - снижение вероятности образования концевых трещин путем создания на концевом участке свариваемого стыка сжимающих поперечных напряжений и снижение трудоемкости крепления технологической планки к свариваемому стыку.
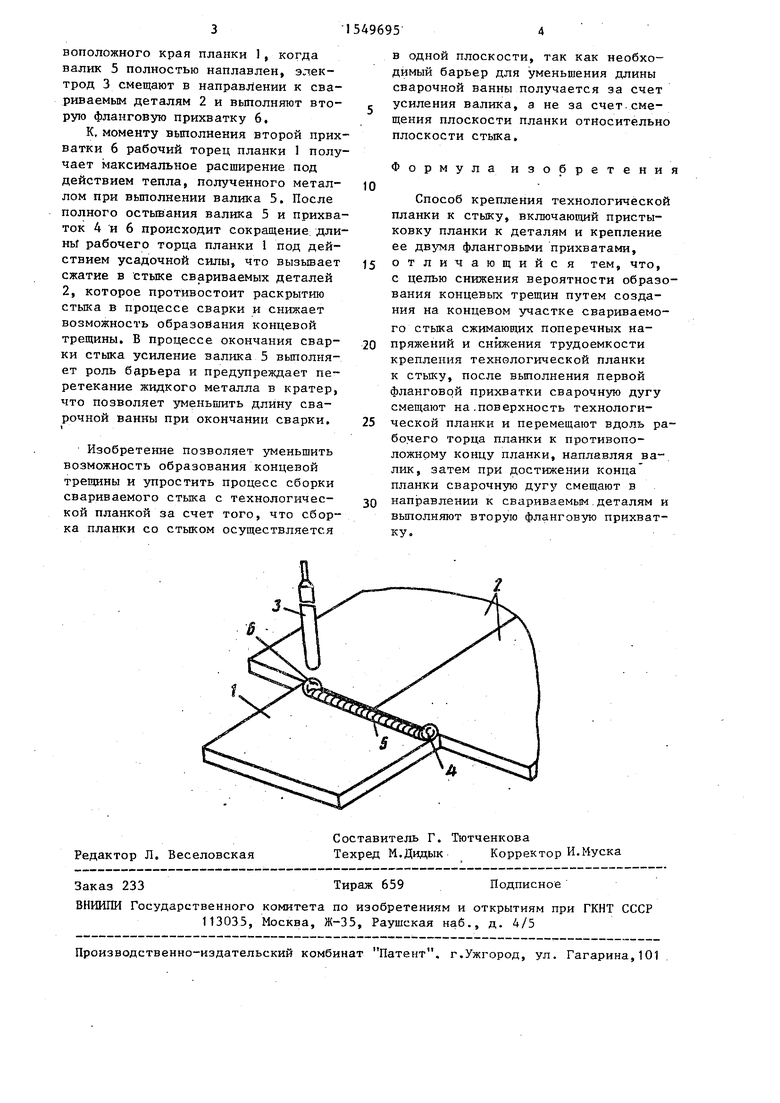
На чертеже представлена схема осуществления способа.
Способ осуществляется следующим образом.
Технологическую планку 1 пристыковывают к торцу связываемых деталей 2, Затем с одного края планки 1, со стороны ее рабочего торца, с помощью электрода 3 выполняют первую фланговую прихватку 4. После выполнения прихватки 4 электрод 3 смещают на поверхность планки 1 и выполняют наплавку валика 5 на поверхность планки 1 непосредственно около ее рабочего торца. При наплавке валика 5 рабочий торец планки 1 разогревается и расширяется. При достижении протиел
Јъ
СО О
со ел
воположного края планки 1, когда валик 5 полностью наплавлен, электрод 3 смещают в направлении к свариваемым деталям 2 и выполняют вто- руто фланговую прихватку 6,
К, моменту выполнения второй прихватки 6 рабочий торец планки 1 получает максимальное расширение под действием тепла, полученного метал- лом при выполнении валика 5. После полного остывания валика 5 и прихваток 4 и 6 происходит сокращение длины1 рабочего торца планки 1 под действием усадочной силы, что вызывает сжатие в стыке свариваемых деталей 2, которое противостоит раскрытию стыка в процессе сварки и снижает возможность образойания концевой трещины. Б процессе окончания свар- ки стыка усиление валика 5 выполняет роль барьера и предупреждает перетекание жидкого металла в кратер, что позволяет уменьшить длину сварочной ванны при окончании сварки. 1
Изобретение позволяет уменьшить возможность образования концевой трещины и упростить процесс сборки свариваемого стыка с технологичес- кой планкой за счет того, что сборка планки со стыком осуществляется
в одной плоскости, так как необходимый барьер для уменьшения длины сварочной ванны получается за счет усиления валика, а не за счет.смещения плоскости планки относительно плоскости стыка.
Формула изобретени
Способ крепления технологической планки к стыку, включающий пристыковку планки к деталям и крепление ее двумя фланговыми прихватами, отличающийся тем, что, с целью снижения вероятности образования концевых трещин путем создания на концевом участке свариваемого стыка сжимающих поперечных напряжений и снижения трудоемкости крепления технологической планки к стыку, после выполнения первой фланговой прихватки сварочную дугу смещают на .поверхность технологической планки и перемещают вдоль рабочего торца планки к противоположному концу планки, наплавляя валик, затем при достижении конца планки сварочную дугу смещают в направлении к свариваемым деталям и выполняют вторую фланговую прихватку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой сварки встык | 1989 |
|
SU1743754A1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| ПАТЕНТНО-ТЕХНИЧЕСКАЯБИБЛИОТЕКА | 1971 |
|
SU303158A1 |
| Способ предотвращения концевых трещин при дуговой сварке | 1988 |
|
SU1551498A1 |
| Технологическая планка | 1986 |
|
SU1344554A1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
Изобретение относится к технологии сварки и может быть использовано при дуговой автоматической сварке деталей встык. Цель изобретения - снижение вероятности образования концевых трещин путем создания в стыке сжимающих поперечных напряжений и снижение трудоемкости крепления технологической планки к свариваемому стыку. После пристыковки планки 1 к торцу деталей 2 и выполнения с помощью электрода 3 первой фланговой прихватки 4 электрод 3 смещают на рабочий торец планки 1 и наплавляют валик 5 вдоль торца планки 1. Затем электрод 3 смещают на деталь 2 и выполняют вторую фланговую прихватку 6. После остывания валика 5 в нем возникает продольная усадочная сила, вызывающая через прихватки 4 и 6 поперечные сжимающие напряжения в стыке деталей 2, что предупреждает образование концевой трещины. Валик 5 служит барьером для перетекания металла сварочной ванны в кратер, образующийся по окончании сварки, что позволяет уменьшить длину сварочной ванны. Способ позволяет уменьшить длину технологической планки за счет уменьшения длины сварочной ванны при окончании сварки. 1 ил.
| Способ автоматической дуговой сварки | 1986 |
|
SU1329933A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
