Изобретение относится к сварочному производству и может быть использовано для дуговой автоматической сварки деталей встык.
Целью изобретения является снижение трудоемкости крепления технологической планки к торцу сварного соединения, снижение расхода металла, идущего на изготовление планки, вероятности образования концевых трещин путем создания сжимающих напряжений в конце сварного соединения.
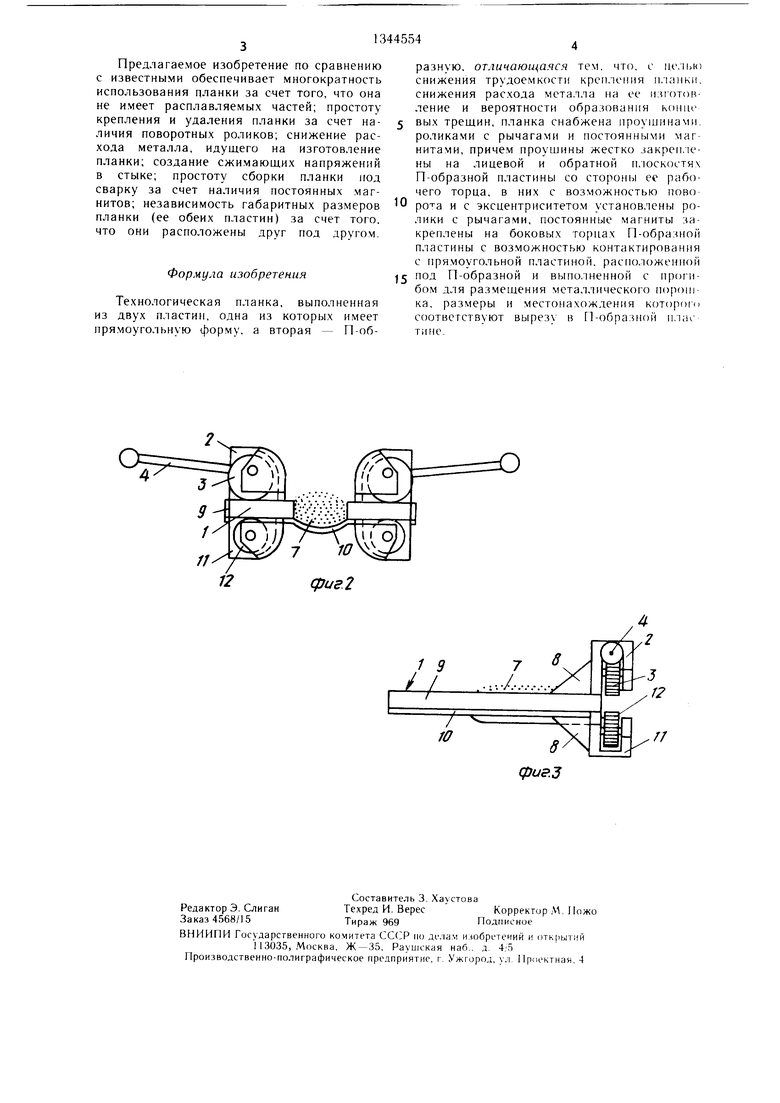
На фиг. 1 схематически изображена тех- Н(злог ическая планка, вид сверху (пунктирной линией показано положение сварного шва); на фиг. 2 - то же, вид спереди (со стороны рабочего торца); на фиг. 3 - то же, вид сбоку.
Технологическая планка состоит из П-об- разной пластины 1, которая снабжена со стороны рабочего торца проушинами 2. В проушинах 2 на осях установлены рифленые ролики 3, KOTopi ie установлены с эксцентри-. ситетом и снабжены рычагами 4. Вырез 5 П-образной пластины 1 обращен к свариваемому стыку дста. 1ей 6 и засыпан металлическим порошком 7. Вырез 5 имеет щи- рппу, превышающую ширину шва, чтобы сварочная дуга не оказываема влияния на П-образную пластину 1. Ребра 8 усиливают проушины 2. которые при креплении П-образной пластины 1 к деталям 6 ис- п()ПЫвают деф(;рмацию изгиба. На боковых П-образной 11,пастины 1 закреплены, например приклеены, постоянные магниты 9, с помощью которых под П-образной пластиной 1 крепится тонкая стальная пластина 10, габаритные размеры которой совпадают с габаритными размерами П-образной пластины 1. Тонкая пластина 10 имеет выгиб, размеры п местопахождение которого соответствуют вырезу 5. Нижняя плоскость Н-образной пластины 1 также со сторо- tibi рабочего Topiia снабжена проушинами 11, в которых закреплены ролики 12. Оси врап1ения ро.пиков 3 и 12 совпадают в вертикальной плоскости.
Планка работает следуюпхим образом.
Под П-об)азную пластину 1 устанавливают тонкую п. 1астину 10, которая надежно удерживается на ней с помощью постоянных (1в 9. Затем П-образную пластину 1 рабочим торцом прижимают к торцу свариваемых деталей 6 и закрепляют ее путем поворота рычагов 4 из вертикального положения (не показано) в горизонтальное в направлении от оси щва. Так как рычаги 4 связаны с эксцентри- ситетными роликами 3, то пос.1едние также поворачиваются, зажимай детали 6 между роликами 3 и 12, п при этом создают сжимающие напряжения в стыке. Для этой цели на поверхности роликов 3 и 12 имеется рифление, )е предотвращает и.ч проскальзывание oтн(JCитeльнo
5
поверхности деталей 6. При креплении планки npoynjHHbi 2 и 11 испытывают деформацию изгиба, которая снижает сжимающее усилие ролики;; 3 и 12. Чтобы этого
не происходило, жесткость проушин 2 и 11 усилена ребрами 8, Вырез 5 в П-образной пластине 1 полностью засыпан металлическим порошком 7, высыпание которого предотвращает тонкая пластина 10. Сварочный процесс начинают на металлическом порощке 7. Чтобы не повредить (не расплавить) тонкую пластину 10 она имеет выгиб, расположенный под вырезом 5. Так как ширина выреза 5 превышает ширину Шва, то П-образная пластина не подвер5 гается воздействию сварочной дуги, всегда оставаясь холодной, не изменяет сжимаю- niee усилие роликов 3 и 12 Благодаря наличию выгиба в тонкой пластине 10 она также не расплавляется сварочной дугой, а поэтому может использоваться многократ0 но. После сварки рычаги поворачивают в вертикальную плоскость и планку без труда удаляют. Так как начальный участок шва находится на порошке 7, то он не связывает планку с деталями 6 и не препятствует ее удалению. Планку без какой- ,либ() обработки можно сразу использовать повторно.
Наличие зажимных роликов 3 и 12 на рабочем торце П-образной лластины 1, постоянных магнитов 9 на ее боковых торцах и нерасплав.чяемой тонкой и.истины 10 с выгибом гюзво. 1яет быстро, без затрги электроэнергии, кре|жть планку к стыку деталей б, а тонкую тастину 10 - к П-образной пластине I. При этом одновременно с фиксацией п, ;:;нки в свариваемом стыке создаются сжимающие напряжения, снижающие вероятность образования концевых трещин. Ни одна из известных планок не может обладать этими свойствами, так как они крепятся с помощью 0 сварки, и хотя бы одна их часть подвергается воздействию сварочной дуги, а поэтому испо, 1ьзуется однократно.
Пример. П-образная пластина имеет размеры 150 X 150 X 10 Размеры выреза в ней 35 X 90 мм. Тонкая пластина размером 156 X 150 X 1-2 мм имеет выгиб 35 X 90 мм глубиной 4-5 мм. Постоянные магниты имеют размеры 150 X X 10 X 3 мм. Они крепятся к П-образной пластине с помощью клея только лишь с той целью, чтобы не терялись в процессе эксплуатации планки. Ролики имеют диаметр 20 мм, ширину 10 мм. Эксцентриситет составляет 5--6 мм. Расстояние между осями вращения роликов сос- 5 тавляет 100 мм в горизонтальной плоскости. Рычаги имеют длину 250-300 мм. Проушины и ребра изготовлены из лисуо- вой стали толщиной 5 мм.
0
5
5
0
Предлагаемое изобретение по сравнению с известными обеспечивает многократность использования планки за счет того, что она не имеет расплавляемых частей; простоту крепления и удаления планки за счет наличия поворотных роликов; снижение расхода металла, идущего на изготовление плаики; создание сжимающих напряжений в стыке; простоту сборки планки под сварку за счет наличия постоянных магнитов; независимость габаритных размеров планки (ее обеих пластин) за счет того, что они расположены друг под другом.
Формула изобретения
Технологическая планка, выполненная из двух пластин, одна из которых имеет прямоугольную форму, а вторая - П-образную, отличающаяся тем. что. с снижения трудоемкости крепления n.-iaiiKii. снижения расхода металла на ее и.чготов- ление и вероятности образования конце
вых трещин, планка снабжена проушинами. роликами с рычагами и постоянными магнитами, причем проушины жестко закреплены на лицевой и обратной плоскостях П-образной пластины со стороны ее рабочего торца, в них с возможностью пово
и с эксцентриситетом установлены ролики с рычагами, постоянные магниты закреплены на боковых торцах П-образной пластины с возможностью контактирования с прямоугольной пластиной, расположенной
под П-образной и выполненной с прогибом для размещения металлического порошка, размеры и местонахождения которо соответствуют вырезу в П-образной плгк- тине.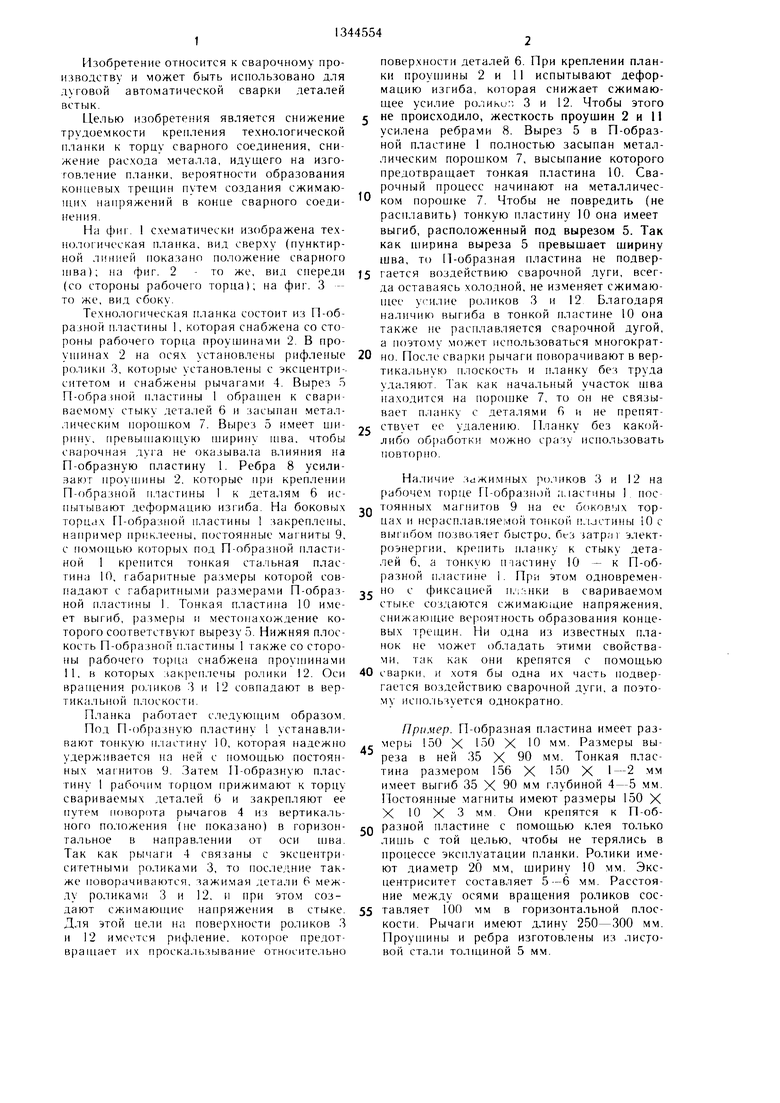
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Способ предотвращения концевых трещин | 1987 |
|
SU1523288A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Приспособление В.В.Калюжного для закрепления заходной пластины на изделии | 1987 |
|
SU1418021A1 |
| Способ устранения сварочных деформаций и напряжений в тонколистовых конструкциях | 1983 |
|
SU1139597A1 |
| Устройство для формирования шва | 1986 |
|
SU1342654A1 |
| Сварочный стенд | 1986 |
|
SU1412924A1 |
| Способ закрепления деталей под сварку | 1985 |
|
SU1258663A1 |
| Способ крепления технологической планки к стыку | 1988 |
|
SU1549695A1 |
| Устройство для формирования и защиты обратной стороны шва | 1990 |
|
SU1722761A1 |
Изобретение относится к сварочному производству и может быть иснользовано для дуговой автоматической сварки деталей встык. Дель изобретения - снижение трудоемкости крепления планки к торцу сва- риваемы.х деталей, снижение расхода металла, идущего на изготовление планки, и снижение вероятности образования концевых трещин путем создания в стыке сжимающих напряжений. Планка состоит из П-образпой пластины (ПЛ) I С проу1пинами 2. В проушинах 2 на осях установлены рифленые ролики 3, которые установлены с эксцентриситетом и снабжены рычагами 4. Вырез 5 ПЛ 1 обращен к свариваемому стыку деталей 6 и засыпан металлическим noponiKOM 7. На боковых торцах ПЛ 1 раз 1еп1ены постоянные магниты 9, с помощью которых под ПЛ I крепится тонкая ПЛ с выгибом, размеры и местонахождение которого соответствуют вырезу 5. Нижняя плоскость ПЛ 1 снабжена -проупжна- ми 11, в KOTOpi ix на осях закреплены ролики 12. Вращением рычагов 4 п,панку фиксируюг около горца свариваемых дета- .Tcii. .За счет того, что планка не имеет расп.1авляемых частей, ее можно многократно использовать. Ли счет применения роликов обеспечена простота крепления п,1ан- ки к торцу свариваемой детали. 3 и, 1. Ф (Л со N(i сд ел 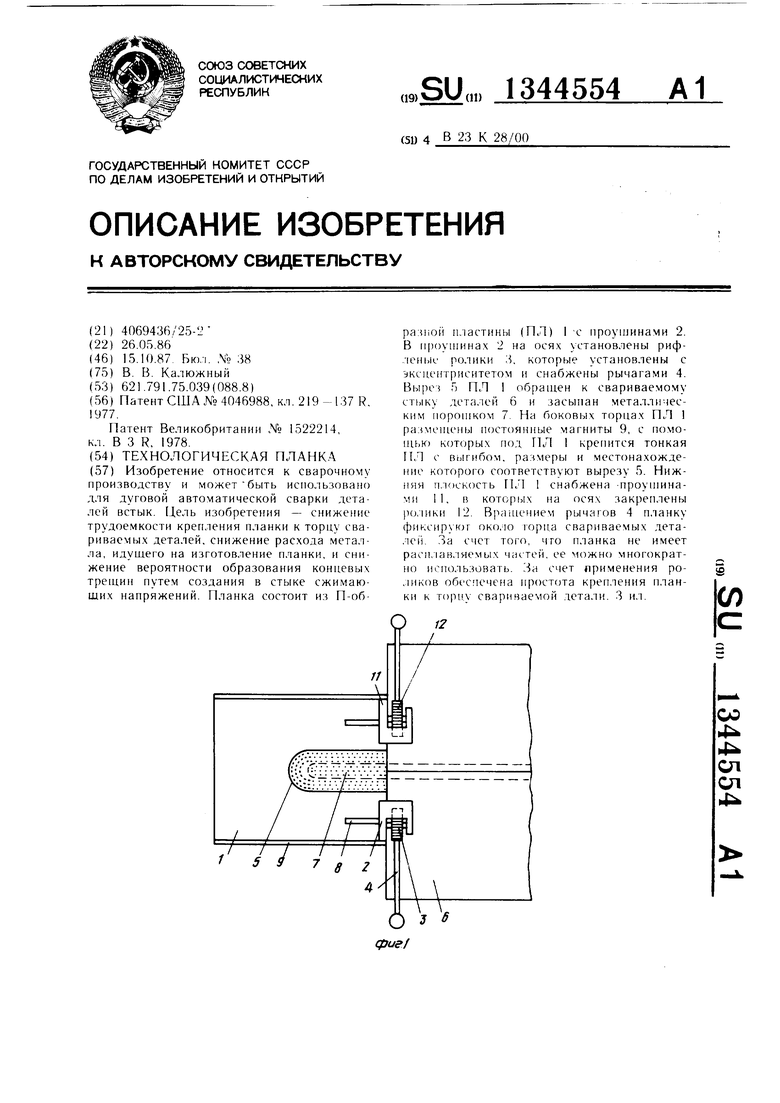
| Патент США № 4046988, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Тестопригодный сумматор | 1987 |
|
SU1522214A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
