СП &П
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления деталей типа инструментаС фОРМООбРАзующЕй пОлОСТью | 1978 |
|
SU841775A1 |
| Способ выдавливания рельефных полостей в заготовках и штамп для его осуществления | 1988 |
|
SU1599152A1 |
| Способ изготовления деталей типа инструмента | 1982 |
|
SU1117115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа инструмента с формообразующей рельефной полостью холодным выдавливанием. Цель изобретения - повышение качества получаемых изделий и снижение энергетических затрат. Выдавливание рельефной полости осуществляют движением заготовки в направлении деформирующего усилия в матрице, обеспечивающим обжатие заготовки и формирование донного рельефа по форме и размерам пуансона усилием, противодействующим движению заготовки и направленным перпендикулярно поверхности конического пояска и под углом к оси приложения деформирующего усилия. Матрица выполнена с цилиндрической ступенчатой полостью с коническим переходным участком, сужающимся в направлении нижней полости с углом наклона конического пояска к направлению движения заготовки 5 - 22°. Пуансон неподвижно установлен в донной части матрицы. Заготовку в исходном положении размещают на пуансоне, торцом расположенным в зоне переходного участка. 2 ил.
Изобретение относится к области обработки металлов давлением, в част- ности к формообразованию рельефных полостей холодным объемным выдавливанием, и может быть использовано при изготовлении оснастки для операций холодной объемной штамповки.
Цель изобретения -повышение качества получаемых изделий и снижение энергетических затрат.
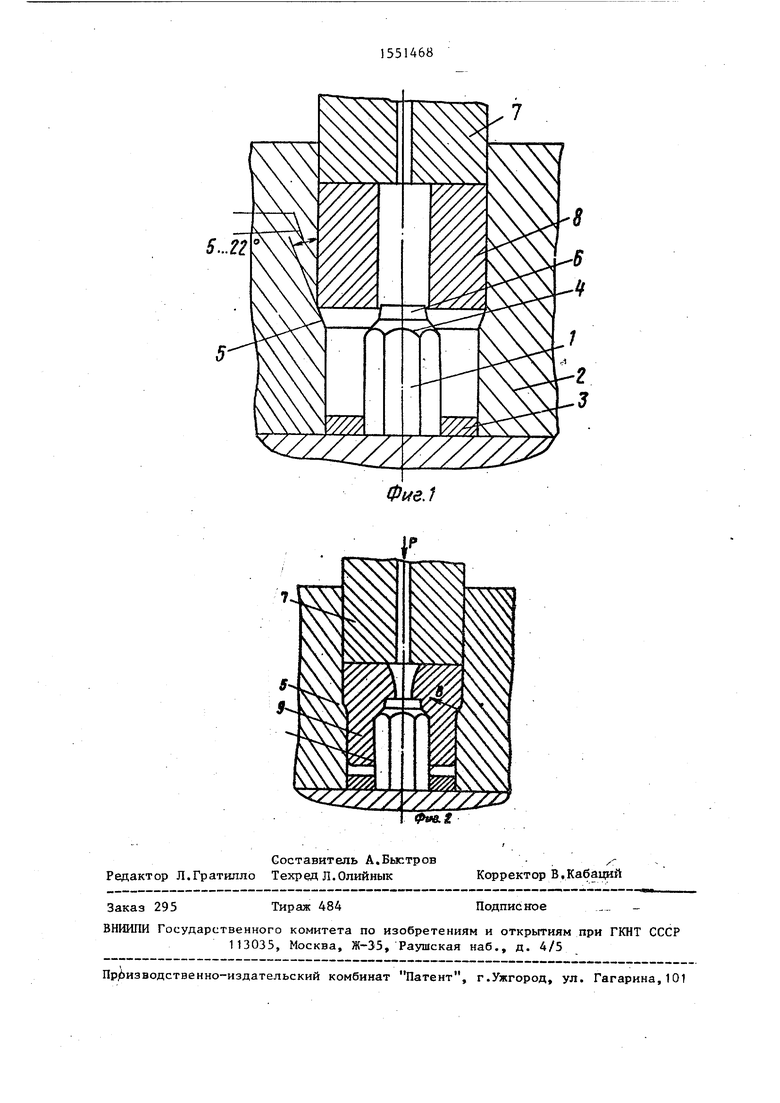
На фиг. 1 показано исходное положение элементов устройства и заготов- ки; на фиг. 2 - то же, после окончания процесса выдавливания.
Устройство для получения деталей типа инструмента с формообразующей полостью содержит закрепленные на основании пуансон 1 и полую матрицу 2. Пуансон сцентрирован относительно матрицы кольцом 3 и имеет рабочие грани 4. Матрица имеет цилиндрическую ступенчатую полость, ступени которой сопряжены переходным участком 5 в виде усеченного конуса, обращенного меньшим основанием в сторону пуансона.
Образующая поверхность указанного
участка расположена к продольной оси
матрицы под углом 5-22°. Рабочий тооо
рец пуансона расположен на уровне зоны большего основания переходного участка ступенчатой полости матрицы.
Для размещения затотовки предназначен выступ 6 пуансона. Для силового воздействия на заготовку предусмот рен толкатель 7,
Позицией 8 обозначена исходная заготовка, позицией 9 - изделие.
Величины значений угла наклона образующей поверхности переходного участка полости матрицы выявлены экспериментально .
Устройство работает следующим об- разом.
Пуансон 1 торцом хвостовой части устанавливается в матрицу 2 ва основании соосно полости матрицы и центрируется кольцом 3. Заготовка 8 уста- навливается в верхнюю ступень полости матрицы на выступ 6 пуансона, в который переходит торцовая рабочая грань 4 пуансона (фиг. 1). При этом конструкция выступа 6 пуансона обеспечивает нахождение основания заготов ки на уровне верхней границы переходного участка полости матрицы, Ча заготовку 8 устанавливается в верхней части матрицы толкатель 7. При приложении деформирующего усилия Р в направлении оси матрицы и заготовки заготовка 8 толкателем вдавливается в полость матрицы и под действием реактивного усилия Вj противодействующего движению заготовки и направленного
5
0
5
0
5
перпендикулярно конической поверхности переходного участка, подвергается радиальному обжатию, обеспечивающему формирование требуемой конфигурации. После достижения необходимой глубины полости процесс выдавливания заканчивается .
Формула изобретения
1 о Устройство для получения деталей типа инструмента с формообразующей полостью холодным выдавливанием, содержащее полую матрицу, установленную на основании, пуансон, размещенный в полости матрицы, а также толкатель, отличающееся тем, что, с целью повышения качества получаемых изделий и снижения энергетических затрат, матрица выполнена с цилиндрической ступенчатой полостью, ступени которой сопряжены переходным участком в виде усеченного конуса, обращенного меньшим основанием в сторону пуансона, при этом образующая поверхность указанного участка расположена к продольной оси матрицы под углом 5-22в, а пуансон неподвижно закреплен на основании. V
22Z
Составитель А.Быстров Редактор Л.Гратилло Техред Л.Олийнык
Заказ 295
Тираж 484
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор ВДабаций
Подпис ное
| Способ изготовления деталей типа инструментаС фОРМООбРАзующЕй пОлОСТью | 1978 |
|
SU841775A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
