Изобретение относится к обработке метсшлов давлением, а именно к способам изготовления деталей типа инструмента с формообразующей полостью Д.Г1Я процессов прессования , волочения, штамповки и др.
Известен способ изготовления деталей типа инструмента с формообразующей полостью, при котором при оформлении формообразующей полости заготовку с отверстием обжимают по пуансону в конической матрице приложением деформирующего усилия к торцу заготовки 11}
Недостатком известного способа является то, что возникающие при выдавливании удельные усилия являются недостаточными дли качественного оформления заходных конусов полости, что имеет важное значение при изготовлении полости формообразующего инструмента.
Цель изобретения - обеспечение более высокого качества оформления заходного конуса полости.
Поставленная цель достигается т что после обжима осуществляют формрование заходного конуса приложением усилия с противоположного тор заготовки при сохранении постоянной радиальной нагрузки на заготовку, обусловленной обжатием.
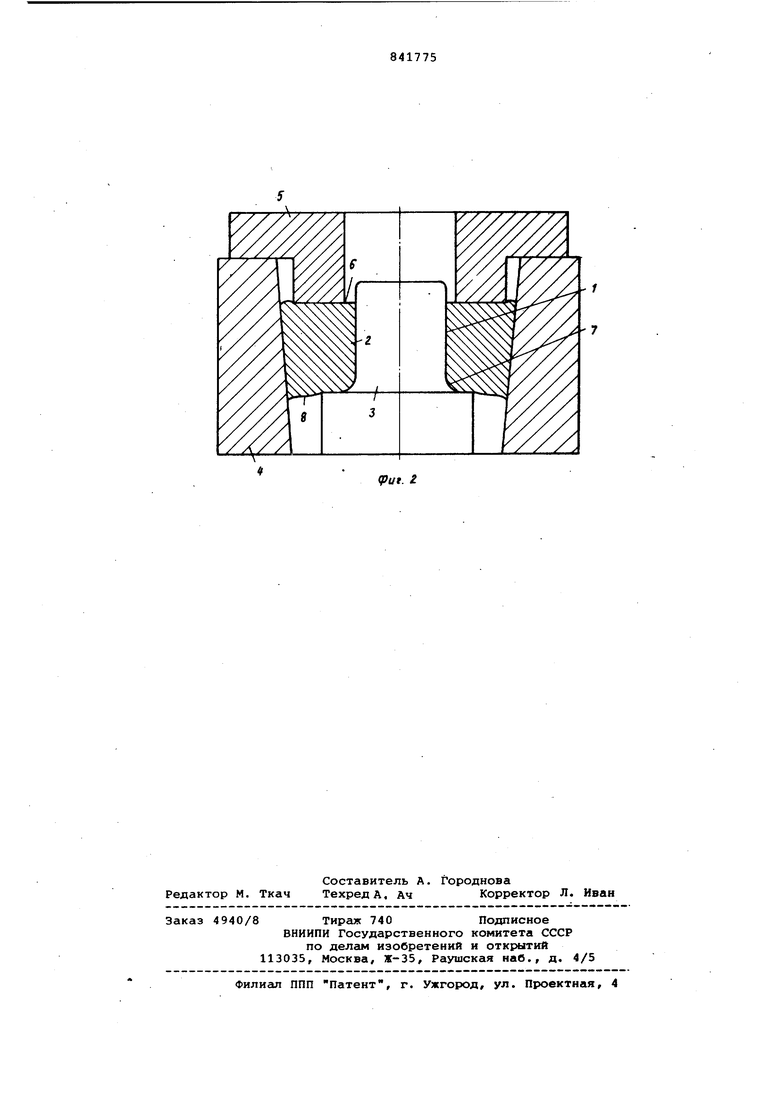
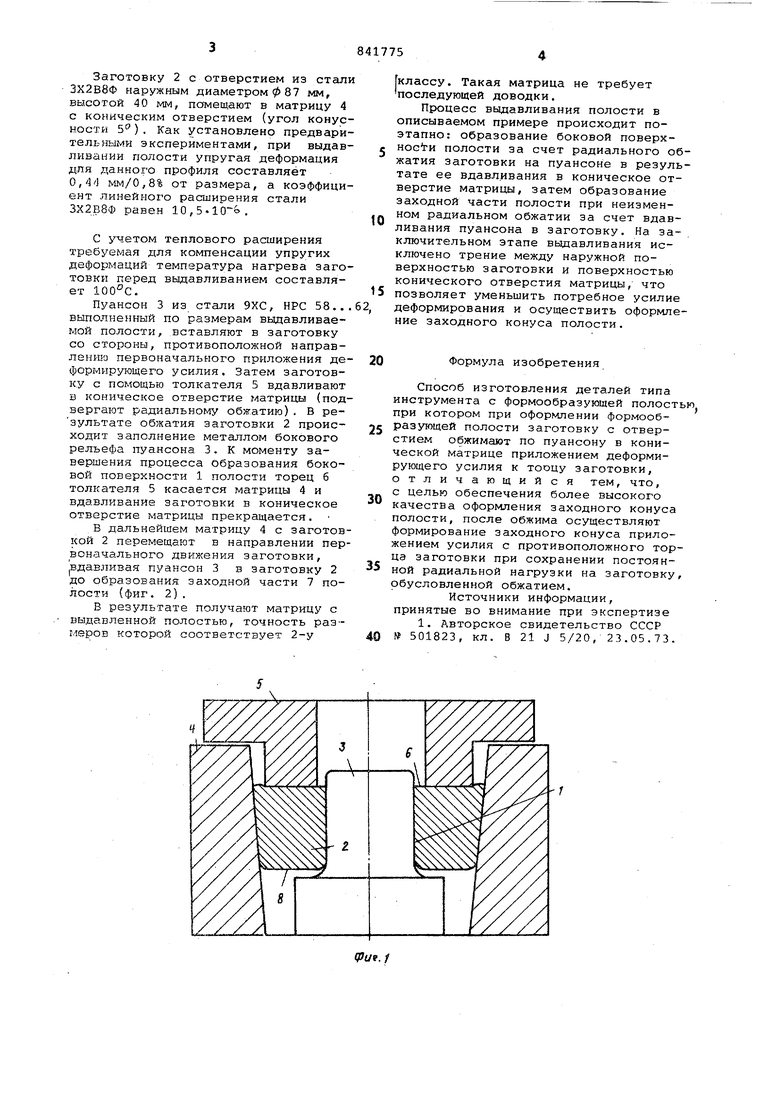
На фиг. 1 изображен этап образования боковой поверхности полости; на фиг. 2 - этап формирования заходного конуса.
Образование боковой поверхности 1 формообразующей полости заготовки 2 осуществляют обжимом заготовки с отверстием по пуансону 3 в конической матрице 4 приложением усилия посредством толкателя 5 к торцу 6 заготовки. Формирование заходного конуса 7 осуществляют приложением усилия с противоположного торца 8 заготовки 2. Для повыиения точности размеров получаемой полости перед деформированием заготовку нагревают до температуры, обеспечивающей последующее уменьшение размеров полости соответственно изменению этих размеров вследствие упругой деформации после снятия нагрузки.
Способ осуществляется следующим образом.
Предлагаемым способом изготавливают матрицу, предназначенную для прессования стальных фасонных профилей квс1дратного сечения. Заготовку 2 с отверстием из стали ЗХ2В8Ф наружным диаметром 087 мм, высотой 40 мм, помещают в матрицу 4 с коническим отверстием (угол конусности 5 ) . Как установлено предваритeльньц и экспериментами, при выдавливании полости упругая деформация для данного профиля составляет 0,44 iм/0,8% от размера, а коэффициент линейного расширения стали ЗХ2В8Ф равен 10,5.. с у-четом теплового расширения требуемая для компенсации упругих деформаций температура нагрева заго товки перед выдавливанием составляет 100°С. Пуансон 3 из стали 9ХС, НРС 58.. выполненный по размерам выдавливаемой полости, вставляют в заготовку со стороны, противоположной направлеишо первоначального приложения де формирующего усилия. Затем заготовку с помощью толкателя 5 вдавливают в коническое отверстие матрицы (под вергают радиальному обжатию). В результате обжатия заготовки 2 происходит заполнение металлом бокового рельефа пуансона 3. К моменту завершения процесса Образования боковой поверхности 1 полости торец б толкателя 5 касается матрицы 4 и вдавливание заготовки в коническое отверстие матрицы прекращается. В дальнейшем матрицу 4 с заготов кой 2 перемещают в направлении пер воначального движения заготовки, вдавливая пуансон 3 в заготовку 2 до образования заходной части 7 полости (фиг. 2) . В результате получают матрицу с выдавленной полостью, точность размеров которой соответствует 2-у классу. Такая матрица не требует последующей доводки. Процесс выдавливания полости в описываемом примере происходит поэтапно: образование боковой поверхносги полости за счет радиального обжатия заготовки на пуансоне в результате ее вдавливания в коническое отверстие матрицы, затем образование заходной части полости при неизменном радиальном обжатии за счет вдавливания пуансона в заготовку. На заключительном этапе вьвдавливания исключено трение между наружной поверхностью заготовки и поверхностью конического отверстия матрицы, что позволяет уменьшить потребное усилие деформирования и осуществить оформление заходного конуса полости. Формула изобретения Способ изготовления деталей типа инструмента с формообразующей полостью при котором при оформлении формообразующей полости заготовку с отверстием обжимают по пуансону в конической матрице приложением деформирующего усилия к тооцу заготовки, отличающийся тем, что, с целью обеспечения более высокого качества оформления заходного конуса полости, после обжима осуществляют формирование заходного конуса приложением усилия с противоположного торца заготовки при сохранении постоянной радиальной нагрузки на заготовку, обусловленной обжатием. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 501823, кл. В 21 J 5/20, 23.05.73.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Штамп для выдавливания изделий с полостями | 1982 |
|
SU1142210A1 |
| Способ изготовления деталей типа инструмента | 1982 |
|
SU1117115A1 |
| Способ выдавливания полости в заготовке | 1983 |
|
SU1148689A2 |
| Способ формообразования криволинейной горловины на конце трубной заготовки и устройство для его осуществления | 1987 |
|
SU1484410A1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1988 |
|
SU1570831A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |