Изобретение относится к вакуумной технологии нанесения пленок и покрытий металлов и сплавов на полимерные материалы и может использоваться в химической и электронной отраслях промышленности.
Целью изобретения является повышение адгезии покрытия.
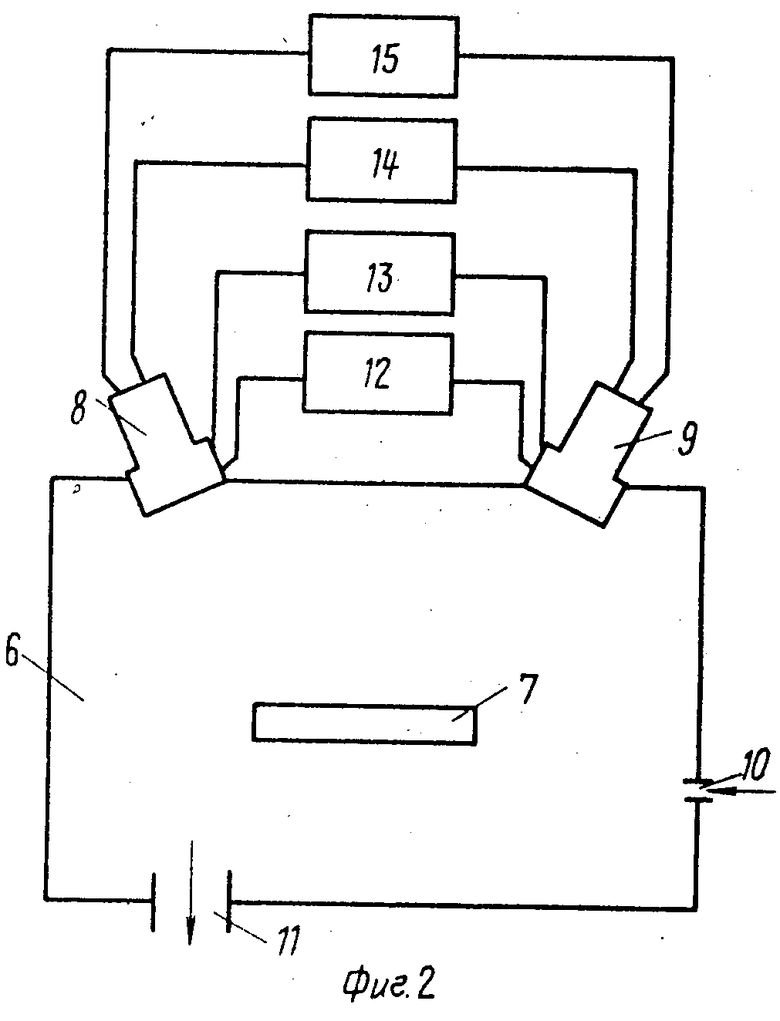
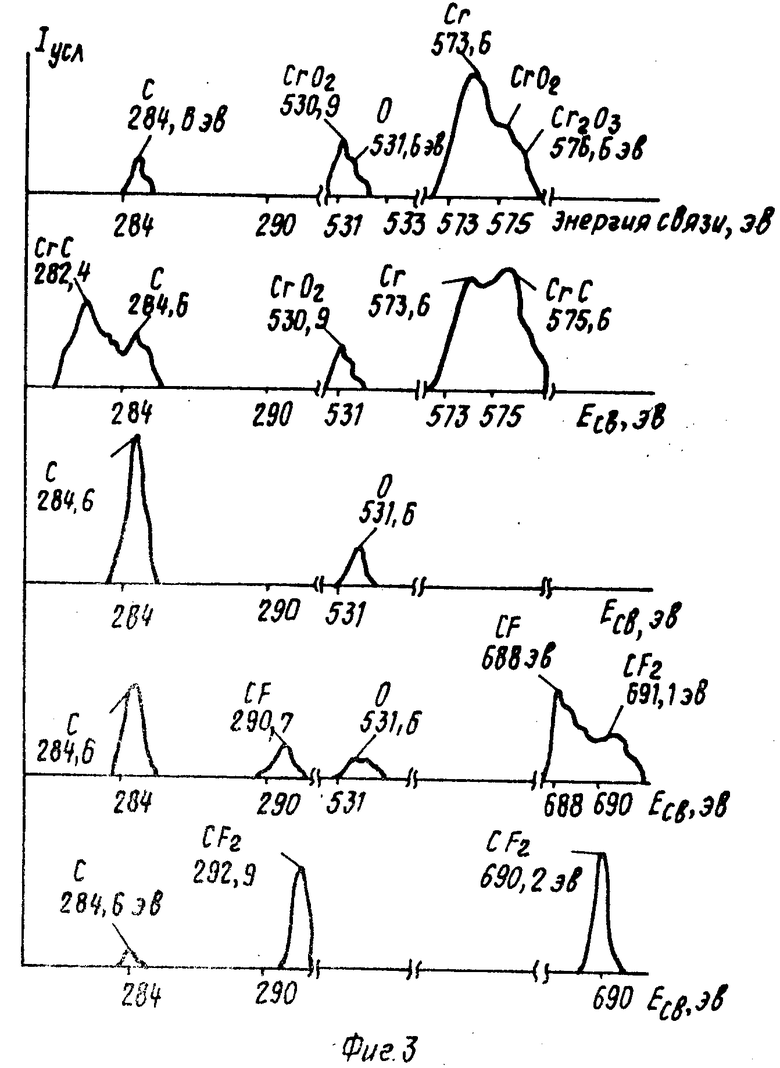
На фиг. 1 представлено многослойное покрытие; на фиг.2 - конструкция устройства, реализующего способ; на фиг.3 - спектры, полученные методом рентгеновской фотоэлектронной спектроскопии.
Многослойное покрытие (фиг.1) на полимерном материале 1 содержит диффузионный слой 2, промежуточный слой 3 из углеродной пленки, тонкий диффузионный слой 4 углерод-металл-покрытия и металлический слой 5.
Устройство для вакуумной металлизации поверхности полимерных материалов с помощью импульсных потоков электроэрозионной плазмы (фиг.2) состоит из технологической камеры 6, в которой размещены обрабатываемое изделие 7, электроэрозионные плазменные ускорители 8 и 9 для создания импульсных плазменных потоков углерода и материала покрытия, натекатель 10 газа. Откачка камеры до необходимого вакуума обеспечивается через трубопровод 11. Функционирование устройства осуществляется с помощью блоков 12 и 13 питания электромагнитных катушек ускорителей, блока 14 питания и управления ускорителями и блока 15 поджига дугового разряда.
Предварительно обезжиренное в спирте изделие 7 помещается в камеру 6, в которой создается вакуум 1,3˙ 10-3 - 6,6˙ 10-4 Па. Затем с помощью ускорителя 8 с катодом из графита создается импульсный плазменный поток углерода, направленный к изделию, и осуществляется его конденсация на поверхность изделия. После нанесения промежуточного слоя углерода заданной толщины ускоритель 8 отключается и включается ускоритель 9 с катодом, содержащим компоненты покрытия. Для получения покрытий тугоплавких соединений (нитриды, карбиды, оксиды и т.д.) в камеру в зону плазменного потока подается реакционный газ через натекатель 10. Плотность потоков углерода и материала покрытия определяется параметрами работы ускорителей 8 и 9 путем задания с помощью блока 13 амплитуды напряжения и тока эрозионного разряда, количества электричества в импульсе и длительности импульса. Скорость роста толщины промежуточного слоя и покрытия определяется также заданием частоты следования импульсов. Температура изделия в процессе обработки контролируется термопарой, жестко закрепленной на образце-свидетеле и расположенной вместе с изделием на держателе в камере. Контролируемый и регулируемый тепловой поток на поверхность изделия не превышает того предела, при котором может произойти структурное изменение изделия.
Нанесенная в качестве промежуточного слоя 3 (фиг.1) углеродная пленка из низкотемпературной плазмы обладает высокой адгезией к поверхности полимерного материала 1. Данный фактор обусловлен как образованием химических связей типа Р-О-С, Р-С-С и т.д. между углеродом пленки и концевыми группами цепи полимеров, так и наличием тонкого диффузионного слоя 2 на границе полимера. При осаждении покрытия 5 из потоков низкотемпературной плазмы на углеродной пленке 3 также образуется тонкий диффузионный слой 4 углерод-металл-покрытия, который в совокупности с наличием химических связей типа Ме-С способствует высокой адгезии покрытия в углеродной пленке. В результате обеспечения сопряжения атомных структур промежуточного слоя и покрытия образуется в целом прочное композиционное покрытие. Изделие при этом сохраняет или увеличивает свои прежние механические и иные свойства. Таким образом, по сравнению с медью, используемой в качестве промежуточного слоя в известном способе, пленка углерода (как материал промежуточного слоя для увеличения адгезии покрытия) может использоваться при металлизации более широкого класса полимеров. Кроме того, пленка углерода инертна к металлическому покрытию и одновременно играет роль барьерного слоя для предотвращения химической реакции между газовыми примесями полимеров (О2, Cl2, F2, влага и др.) и металлом покрытия, что существенно улучшает эксплуатационные качества покрытий. Толщина и скорость осаждения углеродной пленки определяет ее качество и эффект воздействия на поверхностные слои полимера. При толщинах промежуточного слоя менее 5 нм слабо проявляется эффект увеличения адгезии металлического покрытия. Превышение толщины более 250 нм приводит к появлению трещин в углеродной пленке, нарушается ее целостность, проявляется сморщивание ряда пленочных полимерных материалов. В пределах толщин 5-250 нм указанные дефекты отсутствуют. Нижний предел скорости осаждения углеродной пленки (2 нм/мин) ограничивается преимущественно приемлемой для практического использования производительностью процесса и возможностью попадания в пленку инородных включений из остаточного вакуума в камере (масло, влага, газы и т.д.). Верхний предел скорости осаждения (20 нм/мин) обусловлен тепловыми процессами на поверхности изделия, выше которого может происходить перегрев поверхности полимеров.
Способ включает следующие операции: предварительную очистку поверхности от загрязнений, нанесение в едином цикле промежуточного слоя и покрытия с помощью импульсных ускоренных плазменных потоков. Для импульсных потоков ускоренной электроэрозионной плазмы характерны высокие энергия частиц в потоке плазмы, плотность и степень ионизации, что способствует образованию диффузионных слоев в процессе осаждения промежуточного слоя и покрытия.
Указанная последовательность операций в сочетании с методом осаждения промежуточного слоя углерода и покрытия из импульсных потоков электроэрозионной плазмы позволяют проводить процесс в едином цикле, при этом исключается очистка и активация поверхности полимеров в тлеющем разряде ионной бомбардировкой с сохранением исходной структуры изделия и получением высокой адгезии покрытия к изделию.
П р и м е р 1. Наносили промежуточный слой углерода на образцы из лавсана, полиимида и фторопласта (пленочные материалы) и блочного полистирола. Предварительно образцы простирали спиртом, затем их помещали в вакуумную камеру на неподвижный держатель. В качестве материала катода импульсного плазменного ускорителя использовали график марки МПГ-7. При достижении в камере давления 1,3 ˙ 10-3 Па включали ускоритель и без дополнительной обработки поверхности образцов конденсировали на них пленку углерода со скоростью 10 нм/мин. Параметры работы ускорителя (количество электричества в импульсе, разрядное напряжение, амплитуда тока, частота следования импульсов) выбирались из условия, что температура образцов в процессе конденсации не превышала 353-373 К. При достижении толщины пленки 100 нм процесс прекращался. Изделия выгружались из камеры после 10 мин выдержки в вакууме. Адгезия пленки оценивалась методом нормального отрыва штифта с известной площадью, приклеенного к поверхности пленки эпоксидной смолой.
Результаты измерения величин адгезии приведены в таблице. Пленка гладкая, сплошная, желтая, однородная по цвету по всей площади, прозрачная в видимом свете.
П р и м е р 2. При условиях, приведенных в примере 1, осуществляли нанесение пленки меди со скоростью 10 нм/мин до толщины 4,5 нм с использованием импульсного ускорителя с катодом из меди. Величину адгезии меди определить не удалось. На фторопласте отмечены локальные отслоения пленки.
П р и м е р 3. При условиях, приведенных в примере 1, осуществляли нанесение пленки хрома со скоростью 8 нм/мин до толщины 300 нм на полимерные материалы с использованием катода из хрома.
Результаты измерений величин адгезии приведены в таблице.
П р и м е р 4. При условиях, приведенных в примере 1, осуществляли нанесение на образцы из полимеров вначале пленки углерода толщиной 100 нм со скоростью 10 нм/мин, а затем пленки хрома толщиной 300 нм со скоростью 10 нм/мин. Образцы не деформированы, величины адгезии покрытия представлены в таблице. Пленка хрома гладкая, сплошная, однородная по цвету, с блеском.
П р и м е р 5. При условиях, приведенных в примерах 1 и 4, осуществляли нанесение вначале промежуточного слоя углерода толщиной 5 нм со скоростью 10 нм/мин, а затем покрытия хрома толщиной 300 нм со скоростью 10 нм/мин. Покрытие не отслаивается, однако величины адгезии оказались несколько ниже, чем в примере 4 (см. таблицу).
П р и м е р 6. При условиях, приведенных в примерах 1 и 4, нанесли вначале промежуточный слой углерода толщиной 250 нм со скоростью 10 нм/мин, а затем - покрытие хрома толщиной 300 нм со скоростью 10 нм/мин. Величины адгезии имеют примерно те же значения, что и в примере 4 (см. таблицу), однако примерно на 5% площади образца из лавсановой пленки толщиной 70 мкм произошло ее сморщивание.
П р и м е р 7. При условиях, приведенных в примерах 1 и 4, нанесли вначале промежуточный слой углерода толщиной 100 нм со скоростью 2 нм/мин, а затем - покрытие хрома толщиной 300 нм со скоростью 10 нм/мин. Величины адгезии оказались такими же, как и в примере 4 (см. таблицу), однако покрытие имело меньший коэффициент отражения света, чем покрытие в примере 4. Возможно, что длительный процесс нанесения промежуточного слоя способствовал увеличению его пористости за счет включения паров масла из остаточного вакуума в промежуточный слой.
П р и м е р 8. При условиях, приведенных в примерах 1 и 4, нанесли промежуточный слой углерода со скоростью 20 нм/мин, а затем - покрытие хрома. Наблюдалось незначительное снижение величины адгезии на полистироле и ухудшение шероховатости подложки за счет перегрева ее поверхности.
П р и м е р 9. Предложенным способом нанесли вначале промежуточный слой меди толщиной 3,5 нм со скоростью 10 нм/мин, а затем - покрытие хрома толщиной 300 нм со скоростью 10 нм/мин. Сравнивая величины адгезии (примеры 4 и 9 таблицы), видно, что углеродная пленка значительно улучшает данный параметр хромового покрытия. На образце фторопласта пленка хрома с медным подслоем местами отслаивается.
П р и м е р ы 10-12. При условиях, приведенных в примерах 1-4, нанесли покрытие титана на промежуточные слои углерода, меди и без них. Заметно существенное увеличение адгезии титанового покрытия толщиной 300 нм и нанесенного со скоростью 10 нм/мин на всех полимерах с подслоем углерода (пример 11) по сравнению с подслоем меди (пример 12) и без подслоя (пример 10 таблицы).
П р и м е р ы 13-14. При условиях, приведенных в примерах 1, 3 и 4, нанесли покрытие нитрида титана на промежуточный слой углерода и без него. Нитрид титана получали путем введения в плазменный поток титана азота при давлении 1,3˙ 10-1 Па. Полученные значения адгезии покрытия нитрида титана (см. таблицу) свидетельствуют о положительной роли углеродной пленки при металлизации всех выбранных полимеров.
П р и м е р ы 15-16. При условиях, приведенных в примерах 1, 3 и 4, нанесли покрытие халькогенидов висмута на промежуточный слой углерода и без него. Отмечено увеличение адгезии покрытия (см. таблицу).
Приведенные примеры показывают, что предложенный способ позволяет с большей эффективностью по сравнению с известным методом производить металлизацию полимерных материалов. Это выражается как в достижении более высоких значений адгезии и возможности нанесения покрытий различного состава, так и в обработке более широкого класса полимеров.
Образование химических связей и диффузионного слоя, обеспечивающих высокую адгезию и сопряжение атомных решеток, было установлено с помощью метода рентгеновской фотоэлектронной спектроскопии. В качестве примера на фиг. 3 приведены спектры композиции фоторопласт-углерод-хром. Характерные смещения пиков указывают на образование химических связей.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ ПОКРЫТИЙ | 2005 |
|
RU2310013C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА УСТРОЙСТВА И ИНСТРУМЕНТЫ ДЛЯ ОСТЕОСИНТЕЗА, ОРТОПЕДИЧЕСКИЕ ИМПЛАНТАТЫ ИЗ МЕТАЛЛА | 2018 |
|
RU2697855C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ СВЕРХТВЕРДЫХ ПОКРЫТИЙ | 2007 |
|
RU2360032C1 |
| Способ получения металлического покрытия хрома на углеродном волокне для композиционных материалов триботехнического назначения | 2024 |
|
RU2830506C1 |
| БАРЬЕРНАЯ ПЛЕНКА ИЛИ ЛИСТ, И МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, ВКЛЮЧАЮЩИЙ ПЛЕНКУ ИЛИ ЛИСТ, И ИЗГОТОВЛЕННЫЙ ИЗ НИХ УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2733367C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1980 |
|
SU880178A1 |
| Способ получения аморфного наноструктурированного алмазоподобного покрытия | 2020 |
|
RU2757303C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2016 |
|
RU2617189C1 |
| Многослойное износостойкое покрытие на стальной подложке | 2020 |
|
RU2759163C1 |

Изобретение относится к вакуумной технологии нанесения пленок и покрытий металлов и сплавов композиционных и тугоплавких соединений на их основе на полимерные материалы и может использоваться в химической и электронной отраслях промышленности. Цель изобретения - увеличение адгезии покрытий. Способ включает предварительную очистку поверхности от загрязнений, нанесение в едином цикле промежуточного слоя и покрытия с помощью импульсных ускоренных плазменных потоков. Новым в способе является использование в качестве промежуточного слоя пленки углерода толщиной 5-250 нм, осаждаемой со скоростью  . 3 ил, 1 табл.
. 3 ил, 1 табл.
СПОСОБ МЕТАЛЛИЗАЦИИ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ В ВАКУУМЕ, включающий предварительную очистку поверхности, нанесение промежуточного слоя и покрытия, отличающийся тем, что, с целью повышения адгезии покрытия, в качестве промежуточного слоя наносят пленку углерода толщиной 5 - 250 нм со скоростью осаждения 2 - 20 нм/мин.
| Патент США N 4101402, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
