1
(21)4368324/31-08
(22)05.11.87.
(46) 30.03.90. Бюл. № 12
(71)Университет дружбы народов им. Патриса Лумумбы
(72)В.В. Копылов и В.И. Малыгин
(53)621.914.22.025.7:006(088.8)
(56)Авторское свидетельство СССР № 1146142, кл. В 23 С 5/06, 1983.
(54)ДИНАМОМЕТРИЧЕСКАЯ ФРЕЗА
(57)Изобретение относится к конструкциям металлорежущих инструментов для исследования процессов резания. Цель изобретения - упрощение технологии изготовления инструмента и повышение частотной области
исследования процессов резания. Фреза содержит корпус 1, в гнездах которого установлены режущие пластины 2. В осевом, радиальном и тангенциальном направлениях от режущих пластин в корпусе на расстоянии 0,5-2,5 мм от поверхностей гнезд выполнены конические отверстия 3, в которых установлены конические разрезные штифты 4 с пьезоэлектрическими преобразователями 5. Преобразователи подключаются к регистрирующей аппаратуре. Возникающие при фрезеровании силы деформируют материал корпуса и конические разрезные штифты с пьезоэлектрическими преобразователями, сигнал с которых поступает на регистрирующую аппаратуру. 1 ил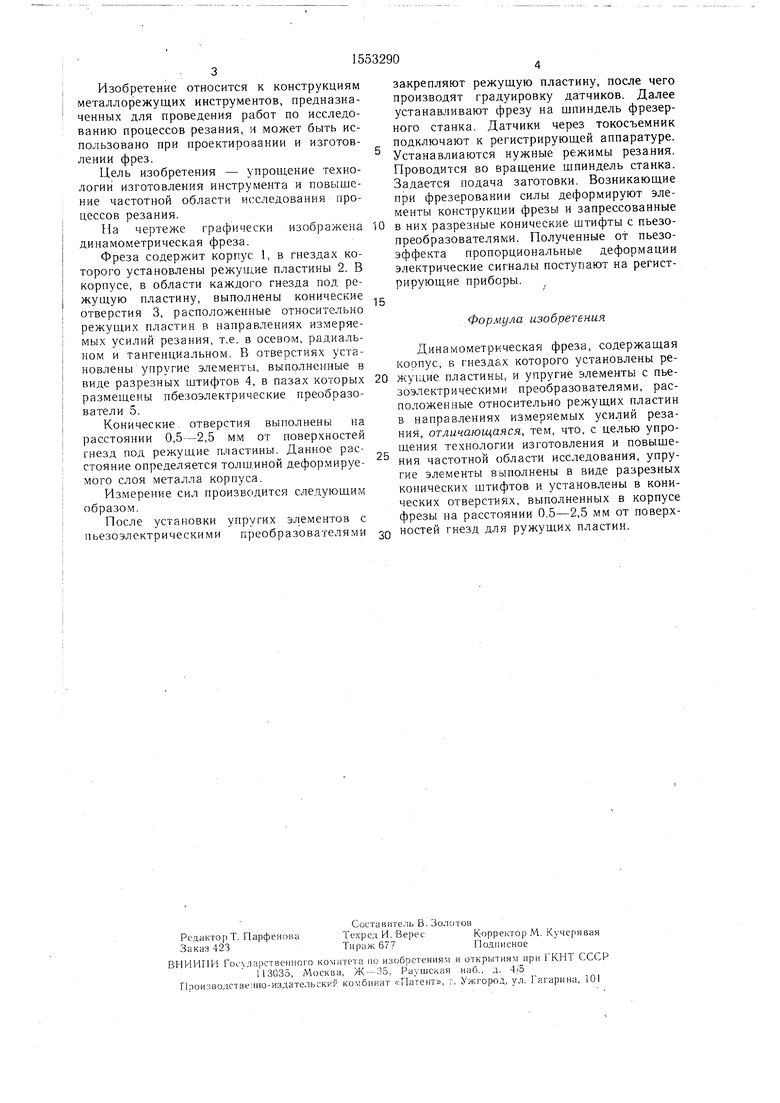
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза для исследования переходных процессов | 1985 |
|
SU1256890A1 |
| Способ тарирования естественной термопары резец-деталь | 2020 |
|
RU2734315C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| Способ измерения температурных и силовых параметров процесса резания при рассверливании | 2024 |
|
RU2838795C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИРОВАНИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА | 1992 |
|
RU2069122C1 |
| Способ контроля состояния режущего инструмента | 1989 |
|
SU1748995A1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| СПОСОБ ДИАГНОСТИКИ ШПИНДЕЛЬНОГО УЗЛА | 2012 |
|
RU2548538C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| ТОРЦОВАЯ ФРЕЗА | 1992 |
|
RU2018419C1 |
Изобретение относится к конструкциям металлорежущих инструментов для исследования процессов резания. Цель изобретения - упрощение технологии изготовления инструмента и повышение частотной области исследования процессов резания. Фреза содержит корпус 1, в гнездах которого установлены режущие пластины 2. В осевом, радиальном и тангенциальном направлениях от режущих пластин в корпусе на расстоянии 0,5...2,5 мм от поверхностей гнезд выполнены конические отверстия 3, в которых установлены конические разрезные штифты 4 с пьезоэлектрическими преобразователями 5. Преобразователи подключаются к регистрирующей аппаратуре. Возникающие при фрезеровании силы деформируют материал корпуса и конические разрезные штифты с пьезоэлектрическими преобразователями, сигнал с которых поступает на регистрирующую аппаратуру. 1 ил.
СП СП
со
N3
СО
Изобретение относится к конструкциям металлорежущих инструментов, предназначенных для проведения работ по исследованию процессов резания, ч может быть использовано при проектировании и изготовлении фрез
Цель изобретения - упрощение технологии изготовления инструмента и повышение частотной области ж следования про цессов резания
закрепляют режущую пластину, после чего производят градуировку датчиков Далее устанавливают фрезу на шпиндель фрезерного станка Датчики через токосъемник подключают к регистрирующей аппаратуре Устанавлиаются нужные режимы резания Проводится во вращение шпиндель станка. Задается подача заготовки Возникающие при фрезеровании силы деформируют элементы конструкиии фрезы и запрессованные
На чертеже графически изображена 10 в них разре-жые конические штифты с пьезо- динамометрическая фрезапреобразователями Полученные от пьезоэффекта пропорциональные деформации электрические сигналы поступают на регистрирующие приборы
Фреза содержит корпус 1, в гнездах которого установлены режущие пластины 2 В корпусе, в области каждою гнезда под ре
жущую пластину, выполнены конические отверстия 3, расположенные относи.ельно режущих пластин в направлениях измеряемых усилий резания, те в осевом, радиальном и тангенциальном В отверстиях сга новлены упругие элемент hi, выполненные в
Формула изобретения
Динамометрическая фреза, содержащая коопус, в гнездах которого установлены ре- виде разрезных штифтов 4, в пазах которых 20 жуиие пластины, и упругие элементы с пье- размещены пбезоэлектрические преобразозоэлектрическими преобразователями, расположенные относительно режущих пластин в напоавлениях измеряемых усилий резания, отличающаяся, тем, что, с целью упрощения технологии изготовления и повышестояние определяется толщиной деформируе 25 ния частотной области исследования, упру- мого слоя металла корпусагие элементы выполнены в виде разрезных
Измерение сил производится следующим конических штифтов и установлены в кони- образомческих отверстиях, выполненных в корпусе
После установки упругих элементов с фрезы на расстоянии 05-2,5 мм от поверх- пьезоэлектрическими преобразователями зо ностей гнезд для ружущих пластин
ватели 5
Конические отверстия выполнены на расстоянии 0,5-2,5 мм от поверхностей 1незд под режущие пластины Данное рас
закрепляют режущую пластину, после чего производят градуировку датчиков Далее устанавливают фрезу на шпиндель фрезерного станка Датчики через токосъемник подключают к регистрирующей аппаратуре Устанавлиаются нужные режимы резания Проводится во вращение шпиндель станка. Задается подача заготовки Возникающие при фрезеровании силы деформируют элементы конструкиии фрезы и запрессованные
в них разре-жые конические штифты с пьезо- преобразователями Полученные от пьезоФормула изобретения
