Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки листа в коробчатую форму,,
Целью изобретения является упрощение конструкции, снижение металлоемкости и улучшение условий труда,
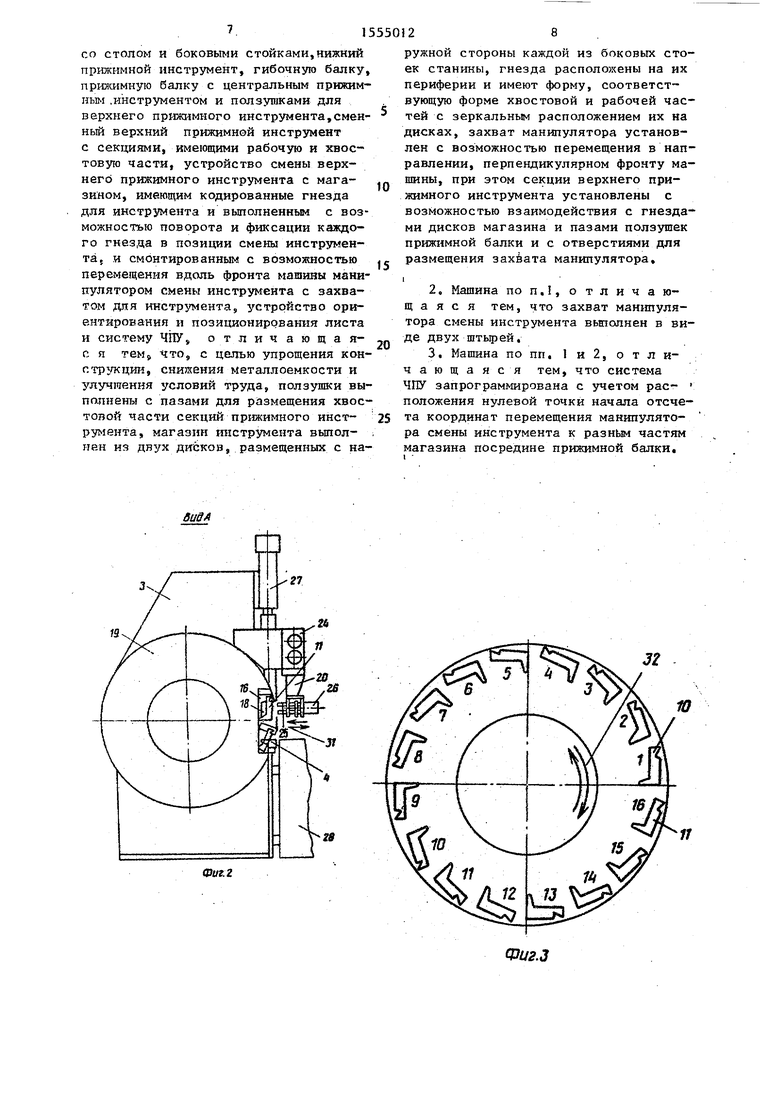
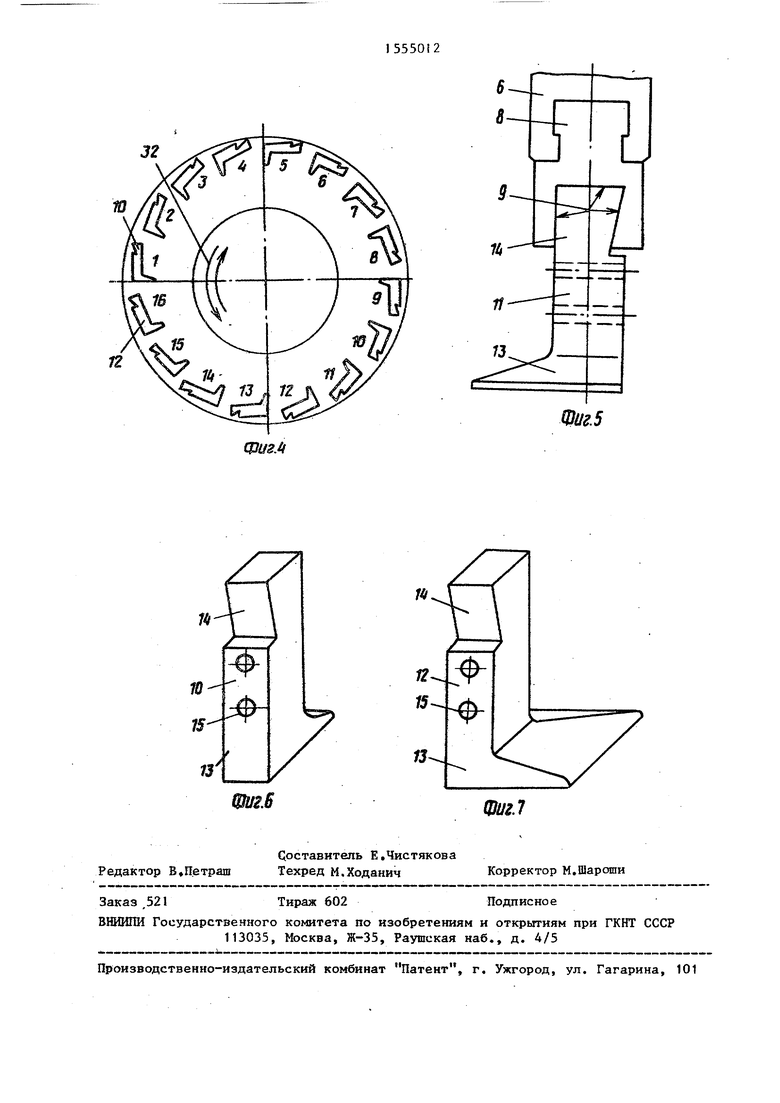
Из фиг.1 представлена машина, вид спереди, без устройства ориентирования и позиционирования листа; на фиг, 2 - то же, вид сбоку (устройство ориентирования и позиционирования листа показано условно); на фиг, 3 и 4 - схемы расположения секций верхнего прижимного инструмента в закодированных гнездах соответственно левой (при виде слева) и правой (при виде справа) частей магазина на фиг, 5 - торец ползущей и левая концевая секция верхнего прижимного инструмента, вид слева; на фиг„ б и 7 - конфигурация промежуточной и правой концевой секций верхнего прижимного инструмента соответственное
Машина включает станину 1 со столом 2Э боковыми стойками 3 и нижним прижимным инструментом 4, гибочную балку 5Э размещенную внутри стани- ны9 прижимную балку 6 с центральным прижимным инструментом 7 и ползушка- ми 8 с пазами 9, верхний прижимной инструмент, состоящий из промежуточных 10 и левой II и правой 12 концевых секций, имеющих рабочую часть 13, хвостовую часть 14 и отверстия S5, левый диск 16 магазина, правый диск 17 магазина, гнезда 18 в дисках магазина, защитные кожухи 19 магазина , манипулятор 20 смены инструмента, привод 21 манипулятора, приводной винт 22, направляющую 23,кронш
0
5
0
5
0
5
0
5
теины 24 крепления привода приводного винта и направляющей манипулятора к станине, штыри захвата 25,привод 26 захвата, крепящиеся к станине цилиндры 27 привода прижимной балки, устройство 28 ориентирования и позиционирования листа (система ЧПУ не показана).
Прижимная балка имеет возможность перемещаться по стрелкам 29,манипулятор смены инструмента - по стрелкам 30, захват манипулятора - по стрелкам 31, диски магазина - по стрелкам 32,
Машина работает следующим образом.
Первоначально все секции верхнего прижимного инструмента находятся в гнездах 18 магазина на фиксированных координатах, введенных в память системы ЧПУ, а прижимная балка 6,соответственно, свободна. При составлении программы для системы ЧПУ на изготовление группы деталей номенклатуру их целесообразно располагать в последовательности, обеспечивающей перемещение минимального количества секций прижимного инструмента при переходе на изготовление последующего изделия, например в порядке возрастания длины набора верхнего прижимного инструмента.
При включении машины система ЧПУ и исполнительные механизмы по заданной программе приступают к установке на прижимную балку 6 необходимых секций прижимного инструмента сначала, например, с левой стороны.
Вращаясь по стрелкам 32,установленный на боковой стойке 3 станины 1 диск 16 подводит первую промежуточную секцию 10 на позицию смены инструмента, совмещая паз гнезда 18 с
пазом 9 левой ползушки 8 (для безопасности вращающиеся диски закры- ты защитными кожухами 19).
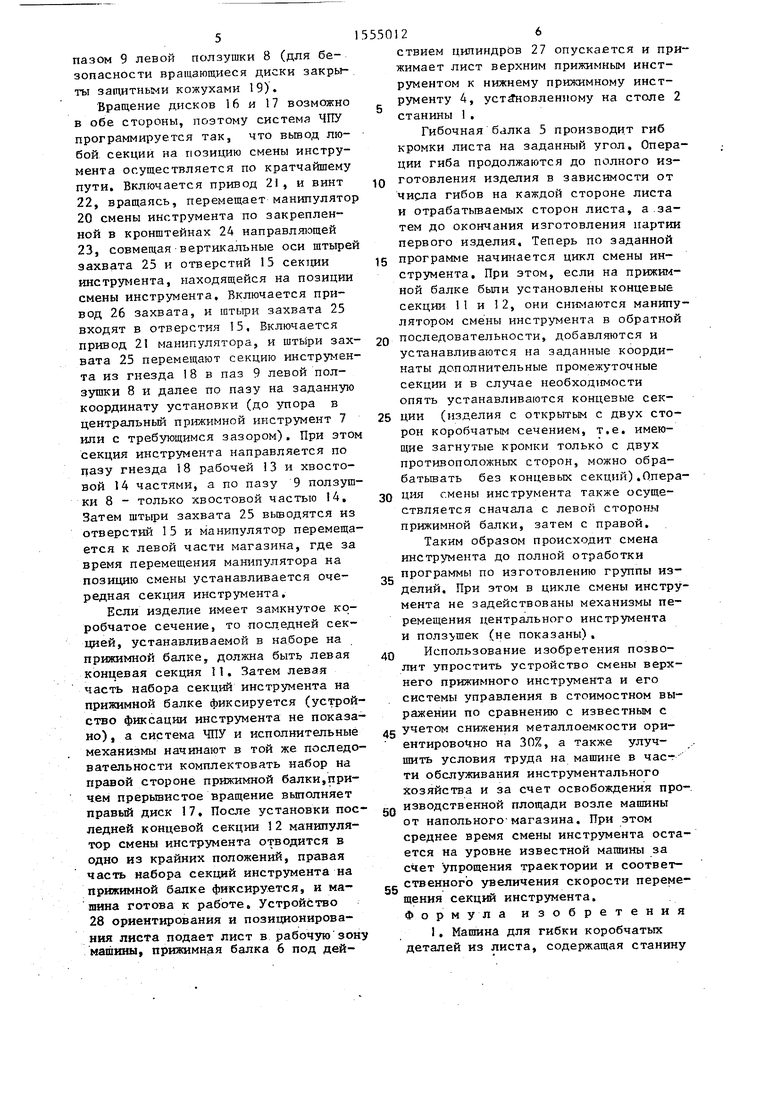
Вращение дисков 16 и 17 возможно в обе стороны, поэтому система ЧПУ программируется так, что вывод любой секции на позицию смены инструмента осуществляется по кратчайшему пути. Включается привод 21, и винт
22,вращаясь, перемещает манипулятор 20 смены инструмента по закрепленной в кронштейнах 24 направляющей
23,совмещая вертикальные оси штырей захвата 25 и отверстий 15 секции инструмента, находящейся на позиции смены инструмента. Включается привод 26 захвата, и штыри захвата 25 входят в отверстия 15, Включается привод 21 манипулятора, и штыри захвата 25 перемещают секцию инструмента из гнезда 18 в паз 9 левой ползушки 8 и далее по пазу на заданную координату установки (до упора в центральный прижимной инструмент 7 или с требующимся зазором). При этом секция инструмента направляется по пазу гнезда 18 рабочей 13 и хвостовой 14 частями, а по пазу 9 ползушки 8 - только хвостовой частью 14 Затем штыри захвата 25 выводятся из отверстий 15 и манипулятор перемещается к левой части магазина, где за время перемещения манипулятора на позицию смены устанавливается очередная секция инструмента.
Если изделие имеет замкнутое коробчатое сечение, то последней секцией, устанавливаемой в наборе на прижимной балке, должна быть левая концевая секция 11. Затем левая часть набора секций инструмента на прижимной балке фиксируется (устройство фиксации инструмента не показано) , а система ЧПУ и исполнительные механизмы начинают в той же последовательности комплектовать набор на правой стороне прижимной балки,причем прерывистое вращение выполняет правый диск 17. После установки последней концевой секции 12 манипулятор смены инструмента отводится в одно из крайних положений, правая часть набора секций инструмента на прижимной балке фиксируется, и машина готова к работе. Устройство 28 ориентирования и позиционирования листа подает лист в рабочую зону машины, прижимная балка 6 под дей550126
ствием цилиндров 27 опускается и прижимает лист верхним прижимным инструментом к нижнему прижимному инструменту 4, установленному на столе 2 станины 1.
Гибочная балка 5 производит гиб кромки листа на заданный угол. Операции гиба продолжаются до полного изJQ готовления изделия в зависимости от числа гибов на каждой стороне листа и отрабатываемых сторон листа, а затем до окончания изготовления партии первого изделия. Теперь по заданной
15 программе начинается цикл смены инструмента. При этом, если на прижимной балке были установлены концевые секции 11 и 12, они снимаются манипулятором смены инструмента в обратной
2о последовательности, добавляются и устанавливаются на заданные координаты дополнительные промежуточные секции и в случае необходимости опять устанавливаются концевые сек25 дни (изделия с открытым с двух сторон коробчатым сечением, т.е. имеющие загнутые кромки только с двух противоположных сторон, можно обрабатывать без концевых секций).Опера30 ция смены инструмента также осуществляется сначала с левой стороны прижимной балки, затем с правой.
Таким образом происходит смена инструмента до полной отработки программы по изготовлению группы изделий. При этом в цикле смены инструмента не задействованы механизмы перемещения центрального инструмента и ползушек (не показаны),
4Q Использование изобретения позволит упростить устройство смены верхнего прижимного инструмента и его системы управления в стоимостном выражении по сравнению с известным с
4д учетом снижения металлоемкости ориентировочно на 30%, а также улучшить условия труда на машине в части обслуживания инструментального хозяйства и за счет освобождения проgn изводственной площади возле машины от напольного магазина. При этом среднее время смены инструмента остается на уровне известной машины за счет упрощения траектории и соответ55
ственного увеличения скорости перемещения секций инструмента. Формула изобретения
1. Машина для гибки коробчатых деталей из листа, содержащая станину
со столом и боковыми стойками,нижний прижимной инструмент, гибочную балку, прижимную балку с центральным прижимным .инструментом и ползушками для верхнего прижимного инструмента,сменный верхний прижимной инструмент с секциями, имеющими рабочую и хвостовую части, устройство смены верхнего прижимного инструмента с магазином, имеющим кодированные гнезда для инструмента и выполненным с возможностью поворота и фиксации каждого гнезда в позиции смены инструмен- та5 и смонтированным с возможностью перемещения вдоль фронта машины манипулятором смены инструмента с захватом для инструмента, устройство ориентирования и позиционирования листа и систему ЧПУ, отличающая- с я тем что, с целью упрощения конструкции, снижения металлоемкости и улучиення условий труда, ползушки выполнены с пазами для размещения хвостовой части секций прижимного инст- румента, магазин инструмента выполнен ич двух дисков, размещенных с на0
-2550128
ружной стороны каждой из боковых стоек станины, гнезда расположены на их периферии и имеют форму, соответствующую форме хвостовой и рабочей частей с зеркальным расположением их на дисках, захват манипулятора установлен с возможностью перемещения в направлении, перпендикулярном фронту машины, при этом секции верхнего прижимного инструмента установлены с возможностью взаимодействия с гнездами дисков магазина и пазами ползушек прижимной балки и с отверстиями для размещения захвата манипулятора.
2.Машина по п., о тлич а ю- щ а я с я тем, что захват манипулятора смены инструмента выполнен в виде двух штырей.
3.Машина по пп. 1 и 2, отличающаяся тем, что система ЧПУ запрограммирована с учетом рас- положения нулевой точки начала отсчета координат перемещения манипулятора смены инструмента к разным частям магазина посредине прижимной балки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Многоцелевой станок с ЧПУ | 1985 |
|
SU1351739A1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ЛИСТОВОГО МЕТАЛЛА С ИНСТРУМЕНТАЛЬНЫМ МАГАЗИНОМ | 2019 |
|
RU2767100C1 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| ГИБОЧНАЯ МАШИНА ДЛЯ ЛИСТОВОГО МЕТАЛЛА | 2015 |
|
RU2663018C2 |
| Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты | 1985 |
|
SU1471937A3 |
| Устройство автоматической смены инструмента | 1982 |
|
SU1142253A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ И СМЕНЫ ОПТИЧЕСКИХ ГОЛОВОК ЛАЗЕРНЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ | 1988 |
|
RU1568390C |
| СТАНОК ДЛЯ ГИБКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2020 |
|
RU2789292C1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки листа в коробчатую форму. Цель изобретения - упрощение устройства, снижение металлоемкости и улучшение условий труда. Машина содержит станину 1 со столом 2, боковыми стойками 3, нижним прижимным инструментом 4, гибочную балку 5, размещенную внутри станины, прижимную балку 6 с центральным прижимным элементом 7 и ползушками 8 с пазами, левый 16 и правый 17 диски магазинов, гнезда в дисках магазина, манипулятор смены инструмента 20, устройство ориентирования и позиционирования листа, систему ЧПУ. При включении машины система ЧПУ и исполнительные механизмы по заданной программе приступают к установке на прижимную балку 6 необходимых секций прижимного инструмента. Диск 16 подводит первую промежуточную секцию на позицию смены инструмента. Далее захват манипулятора перемещает секцию инструмента из гнезда в паз ползушки и далее по пазу на заданную координату установки. Манипулятор несколько раз перемещается к магазину, где за время перемещения манипулятора на позицию смены устанавливается очередная секция инструмента. После комплектации набора секций инструмент фиксируется на прижимной балке, и устройство готово к работе. 2 з.п. ф-лы, 7 ил.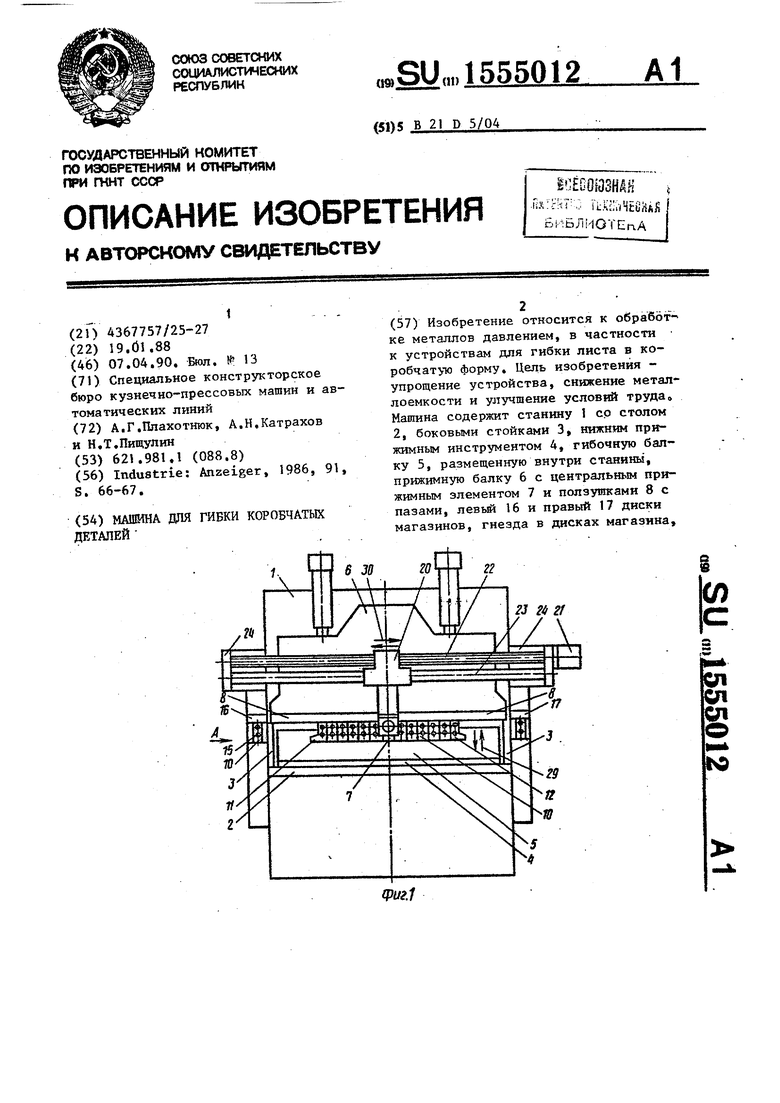
17
19
26
28
Фиг. 2
32
Фиг.З
32
ЩигМ
13
ОШ1б
Редактор В,Петраш
Составитель Е.Чистякова Техред М.Ходанич
Заказ 521
Тираж 602
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
дяяя,м,я,мв,-д..м.д,м,ря,1цц, jj. ц ш „ц j. аи ... ц им. .- .-щц-тш-им .ML - гг.-.- --...„ д .
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 5
ЩигЛ
Корректор М.Шароши
Подписное
| Industrie: Anzeiger, 1986, 91, S / |
