Изобретение относится к конструкциям станков с числовым программным управлением .(ЧПУ) для обработки перьев лопаток паровых, гидравлических и иных трубин. Такие станки могут быть использованы в энергетическом, транспортном и общем машиностроении.
Известны станки с программным управлением, включающие станину с продольными направляющими, расположенную в средней части станины с возможностью перемещения опорную раму, расположенную в ней с возможностью перемещения каретку с инструментальной головкой и установленные у торцов станины с возможностью перемещения по направлякицимстойки с фиксаторами для заготовки Ш .
Однако известные станки не обеспечивают требуемой точности обработки перьев лопаток турбин ввиду необходимости переустановок заготовок на другие станки после обработки спинки пера.
Цель изобретения - повышение точности обработки и расширение технологических возможностей.
Указанная цель достигается тем, что опорная рама станка имеет коробчатую форму с незамкнутым сечением и снабжена полуосями с установленным на них с возможностью поворота в средней части суппортом и размещенным на нем с возможностью перемещения, перпендикулярного направляющим станины, полым ползуном с выполненными на нем круговыми направляющими, несущими установленные с возможностью вертикального и кругового перемещения каретку с инструментальной головкой.
Стойка с фиксатором, расположенная со стороны инструментальной головки, снабжена роторным магазином заготовок и двухзахватннм автооператором съема-подачи заготовок, установленными с возможностью поворота вокруг вертикальных осей.
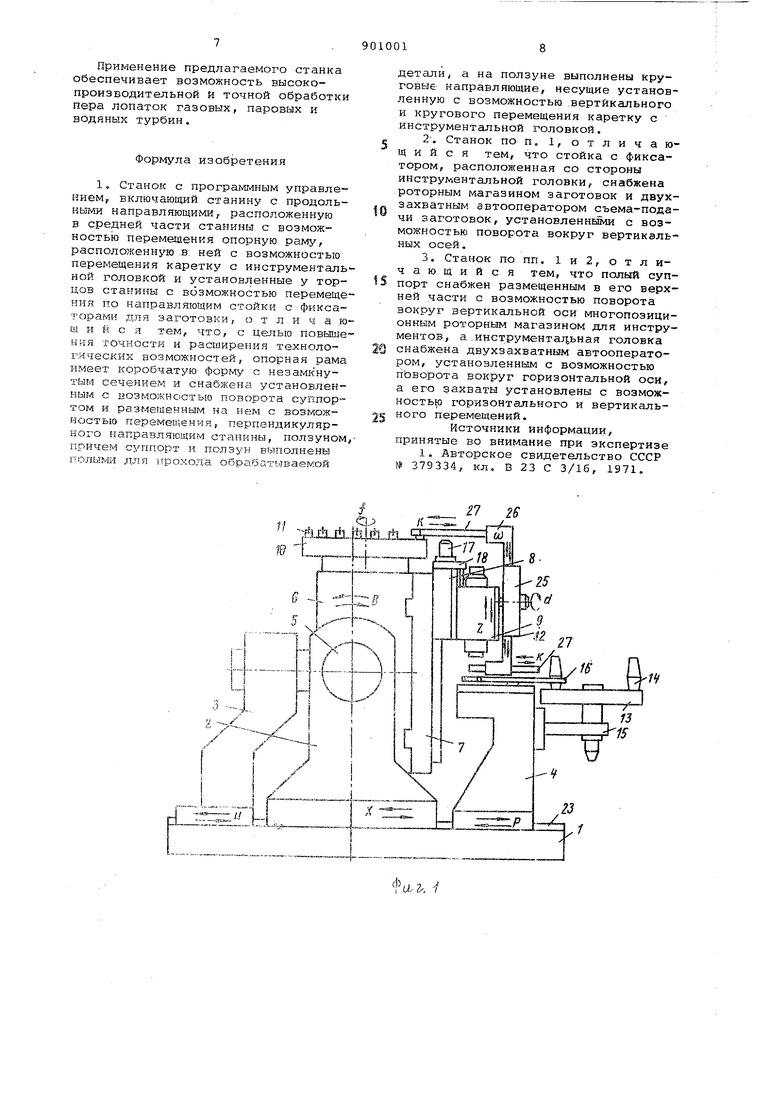
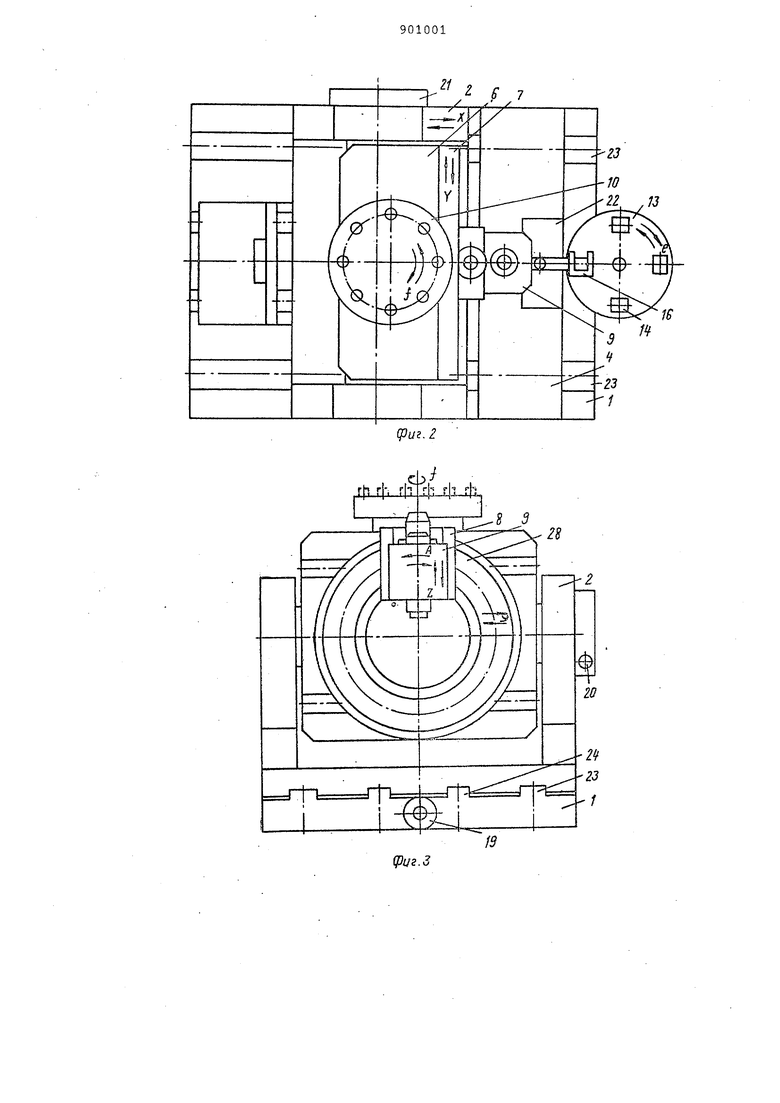
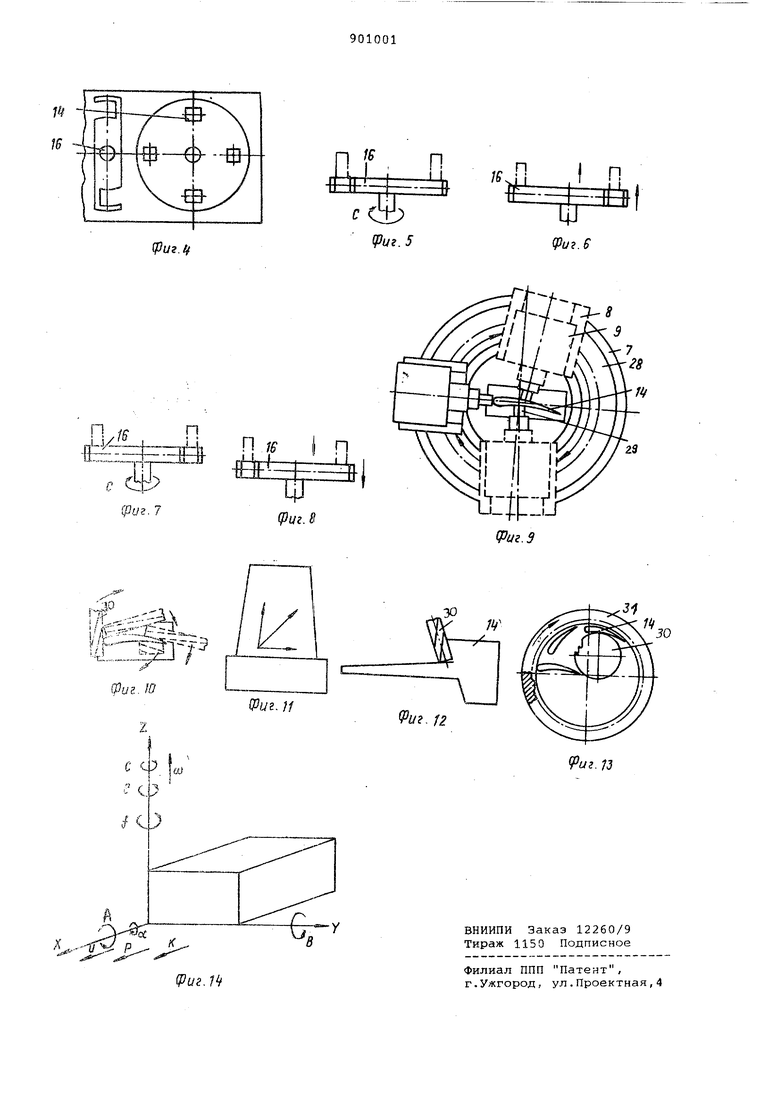
Полый суппорт снабжен размещенным в его части с возможностью поворота вокруг вертикальной Оси многопозиционным роторным магазином для инструментов, а инструментальная головка снабжена двухзахватным автооператором, установленным с возможностью.поворота вокруг горизонтальной оси, а его захваты установлены с возможностью горизонтального и вертикального перемещений. На фиг. 1 представлен станок, вид спереди; на фиг. 2 - то же, вид сверху на фиг. 3 -.вид на портал со стороны столаJ на фиг. 4 - схема двухзахватного автооператора установ ки заготовок и съема деталей; на фиг. 5 - исходное положение показанного на фиг. 4 автооператора; на фиг. 6 - положение автооператора после освобождения готовой детали и взятия очередной заготовки; на фиг. 7 положение автооператора после поворота на 90°; на фиг. 8 - положение автооператора в момент установки заготовки для проведения обработки; на фиг. 9 - последовательные мгновенные положения инструментальной головки при обработке пера торцом концевой Фрезы; на фиг. 10 - последовательные мгновенные положения инструмента при обработке пера периферией концевой фрезы; на фиг. 11 - возможные траектории обработки пера лопатки различными видами инструментов; на фиг. 1 схема обработки наклонного прикомле вого участка пера лопатки; на фиг.1 последовательные мгновенные положения инструментальной головки при обработке дисковой и охватывающей фрезами; на фиг. 14 - обозначения координатных осей станка и движений Станок для обработки перьев лопа ток турбин,имеет станину 1 и установленные на ней с возможностью про раммного возвратно-поступательного перемещения раму 2 (по оси X) короб чатой формъа Незамкнутого сечёния и стойки 3 и 4 (соответственно переMemaeNuJe по направлениям U и Р) . Стойки 3 и 4 расположены по разные с:тороны рамы 2 и несут фиксаторы {не показаны) соответственно консол ного технологического хвостовика пе ра и корневой части заготовки турбинной лопатки. В раме 2 на полуосях 5 подвешен с возможностью программного поворот в направлениях В полый.в средней части суппорт б. С ним кинематическ с возможностью программного возврат но-поступательного перемещения (направление У) связан ползун 7, несущий поворотную каретку 8 (перемещение А), с которой кинематически свя зана с возможностью программного возвратно-поступательного перемещения (перемещение Z) инструментальна (фрезерная) головка 9. Иа суппорте 6 установлен роторны магазин 10 для сменных инструментов 11, поворачиваемый на заданную пози цию по программе (управляемое перемещение f) .. Инструментальная головк 9 оборудована автооператором 12 смены инструмента 11, поворачиваелаа по программе (управляемое перемещение d) на угол 90° или 180°. Стойка оборудована роторным магазином 13 для размещения подаваег«ых на обраотку и обработанных заготовок 14 урбинных лопаток, который установен на кронштейне 15 с возможностью рограммного поворота на заданную озицию (управляемое перемещение е). а той же стойке 4 установлен автоператор 16, поворачиваемый по прогамме через 90°на 180°при каждой мене заготовки (управляемое перемеение С) . . Для обеспечения линейного програмного перемещения приводы содержат спомогательный шаговый электродвиатель 17 и редуктор 18 с ходовым интом (привод инструментальной гоовки 9) или шариковинтовой исполнительный механизм 19 (привод рамы 2). Исполнительный механизм программного привода вращения для случаев плавного поворота может быть выполнен, например, на основе червячной пары 20 с ведущим самотормозящимся червяком (привод поворота суппорта 6). Для автооператоров 12 и 16, поворачиваемых при каждой смене инструмента 11 для заготовки 14 на фиксированный угол, может быть использован исполнительный механизм с мальтийским крестом. Взаиморасположение в исходном положении поворотного суппорта 6 с приводом поворота 21 и роторным магазином 10 инструмента 11, ползуна 7, каретки 8, инструментальной головки 9 (автооператор 12 смены инструмента 11 условно не псжазан), рабочего стола 22 стойки 4, части автооператора 16 смены заготовок 14 и роторного магазина 13 заготовок 14 особенно четко видно на фиг. 2. Здесь же видно, что рама 2 и стойка 4 расположены на крайних направляющих 23 станины 1, а стойка 3 - на внутренних направляющих 24 станины 1. (Два ряда направляющих необязательны в конструкции. Однако применение внутренних направляющих позволяет снизить материалоемкость стойки 3 и проще решить вопрос размещения приводов пpoгpa 1 нoгo перемещения по направлениям X, U и Р). Автооператор 12 смены инструмента 11 имеет ротор 25 со встроенным в него программно перемещаемым по координате W ползуном-манипулятором 26 -образной формы, в концевых угольниках которого установлены перемещаемые по направлению К штоки 27, несущие захваты инструментов (не показаны) . Автооператор 16 смены заготовок 14 выполнен в виде сменного рычага с прорезями, размеры которых достаточны для прохода корневых частей заготовок 14 заданного типоразмера. На фиг. 3 четко видны ползун 7, имеющий вид полой в средней части планшайбы с круговыми направляющими 28, и установленная на этих направляющих каретка 8 с инструменталь ной головкой 9 (в исходном положении) . Станок работает следующим образом. На подготовительном этапе на основе теоретического чертежа пера и конструктивного чертежа заготовки для лопаток заданного типоразмера в соответствии с технологической картой, блок-схемой типового алгоритма управления и набором стандарт ных подпрограмм составляют программу обработки, записывают ее на машиночитаемом носителе и вводят в буюк (не показан) считывания программы (БСП) устройства программного управления станком. Роторный магазин 13 заряжают комплектом заготовок 14 турбинных лопаток заданного типоразмера, а ро торный магазин 10 - инструментами 11, вид, количество и порядок размещения которых в магизине заданы программой. Магазины 10 и 13, автооператоры 12 и все прочие части ста ка выводят в исходное (предписанное программой) положение. По команде Пуск автооператор 12 ходом верхнего (в данный момент) рычага 27 в сторону роторного магазина 10 захватывает первый из указа ных в программе инструментов 11, хо дом того же рычага 27 назад (от магазина 10) переводит его в транспор ное положение и поворотом ползунаманипулятора 26 на 180° выводом рычага 27 в положение, когда геометри ческая ось инструмента совпадает с геометрической осью инструментально головки 9, и подачей ползуна-манипу лятора 26 вверх устанавливает инстр мент 11 в шпинделе инструментальной головки 9. Затем рычаг 27 отводится в исходное положение, а ползун-мани пулятор 26 поворачивается на угол 90°, чтобы не мешать подаче заготовки 14 в зону обработки, и остается в этом положении до смены инструмен та 11. Автооператор 16 устанавливает первую заготовку 14 в исходное для обработки положение, в котором технологический хвостовик ее пера захватывается фиксатором (не показан), подаваемым ходом Вправо по коор динате и стойки 3, а корневая часть заготовки 14 - фиксатором, расположенным на столе 22 стойки 4. На предлагаемом станке обработку заготовок (преимущественно фрезерование, а в перспективе, при условии использования стойких по размеру инструментов, и шлифование) можно проводить торцом инструмента 29 (фиг. 9), поворачивая каретку 8 вместе с инструментальной головкой на круговых направляющих 28 ползуна периферией цилиндрической фрезы (фиг. 10), включал и прикомлевую часть (фиг. 12), дисковой 30 и охватывающей 31 фрезами, как это показано на фиг. 13 (по траекториям, показанным на фиг. 11), каждая из которых может быть реализована по схеме Строка Зигзаг, обеспечивающей стабильность направления фрезерования, что особенно важно при изготовлении лопаток из труднообрабатываемых материалов. Наряду с поворотом каретки 8 (перемещение А) в процессе обработки дополнительную настройку положения инструмента к текущему контуру заготовки 14 можно производить поворотом суппорта 6 (перемещение В). При необходимости смены инструмента в процессе обработки автоопе -тор 12 из положения Выстой поворачивают на 90° ходом рычага 27 Вперед (перемещение К в сторону инструментальной головки 9) при остановленном шпинделе захватывают инструмент 11, ходом ползуна-манипулятора 26 Вниз по направлению W извлекгиот использованный инструмент 11, поворачивают ползун-манипулятор 26 на 180°, ходом рычага 27 возвращают инструмент 11 на его место в магизине 10, который, поворачиваясь по программе (направление f), подает на рабочую позицию требуемый очередной инструмент 11. Его установка в шпиндель инструментальной головки 9 происходит в обратном порядке. Цикл, замены инструмента повторяется после каждого предусмотренного программой этапа обработки. При этом для замены инструмента безразлично, в каком положении находится суппорт 6. После завершения обработки каждой очередной заготовки 14 все части станка отводятся в исходное положение, а автооператор 16 заменяет заготовку. Данный процесс показан на фиг. 5-8. Этот вспомогательный цикл включает поворот рычага на 90° с захватом обработанной заготовки на столе 22 и очередной заготовки на рабочей позиции роторного магазина 13 (фиг. 5), подъем рычага на высоту, большую высоты корня лопатки (фиг. 6), поворот поднятого рычага на 180° (фиг. 7), опускание рычага и заготовок (фиг. 8), при котором очередная заготовка 14 оказывается в зоне обработки, а обработанная в свободном гнезде магазина 13. Затем рычаг автооператора поворотом на 90 выводится из зона обработки, а магазин 13 поворачивается на угол 2 (где N - число гнезд), выводя очередную обработанную заготовку в позицию выгрузки.
Применение предлагаемого станка обеспечивает возможность высокопроизводительной и точной обработки пера лопаток газовых, паровых и водяных турбин.
Формула изобретения
1. Станок с програм1 1ным управлением, включающий станину с продольными направляющими, расположенную в средней части станинЕЛ с возможностью перемещения опорную раму, расположенную в. ней с возможностью перемещения каретку с инструментальной головкой и установленные у торцов станины с возможностью перемещения по направляющим стойки с фиксаторами для заготовки, о т л и ч а юш и и с я тем, что, с целью повыше™ ния точности и расширения технологических возможностей, опорная рама имеет коробчатую форму с незамкнутым сечением и снабженг установленным с возможнсютью поворота суппортом и размещенным на нем с возможностью перемещения, перпендхикулярного направляющим станины, ползуном причем суппорт и ползун выполнены псшыми для прохода обрабатываемой
детали, а на ползуне выполнены круговые направляющие, несущие установленную с возможностью вертикального и кругового перемещения каретку с инструментальной головкой.
2. Станок по По 1, отличающийся тем, что стойка с фиксатором, расположенная со стороны инструментальной головки, снабжена роторным магазином заготовок и двухзахватным звтооператором съема-подачи заготовок, установленнЕШи с возможностью поворота вокруг вертикальных осей,
3. Станок по пп. 1 и 2, о т л ичающийся тем, что полый суппорт снабжен размещенным в его верхней части с возможностью поворота вокруг вертикальной оси многопозиционным роторным магазином для инструментов, а .инструментаг ьная головка снабжена двухзахватным автооператором, установленным с возможностью пЬворота вокруг горизонтальной оси, а его захваты установлены с возможностью горизонтального и вертикального перемещений.
Источники информации, принятые во внимание при экспертизе
1. Авторское Свидетельство СССР № 379334, кл, В 23 С 3/16, 1971,
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Устройство для управления расточ-HO-фРЕзЕРНыМ CTAHKOM | 1979 |
|
SU810393A1 |
| Устройство для автоматической смены инструментов | 1988 |
|
SU1636178A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Устройство для автоматической смены инструмента | 1977 |
|
SU733960A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Устройство автоматической смены инструмента | 1989 |
|
SU1668095A1 |
-2
