Изобретение относится к области пайки, а точнее к способам пайки погружением в расплавленный припой, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение эффективности удаления окислов с поверхности припоя.
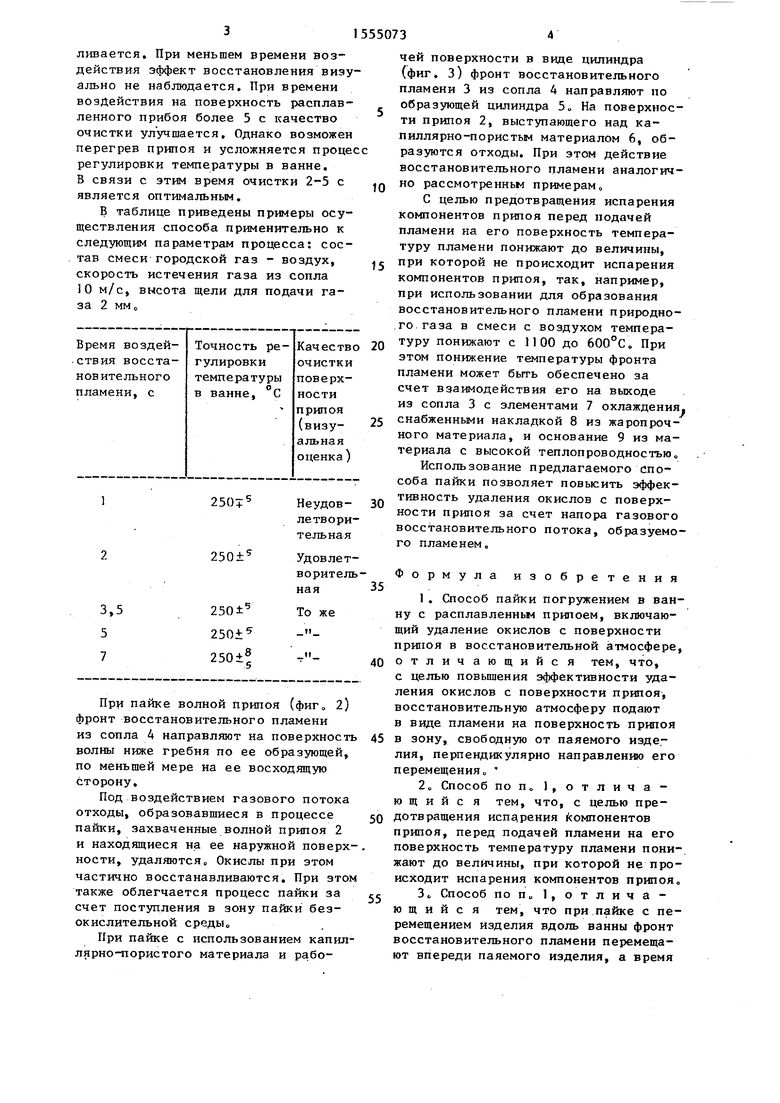
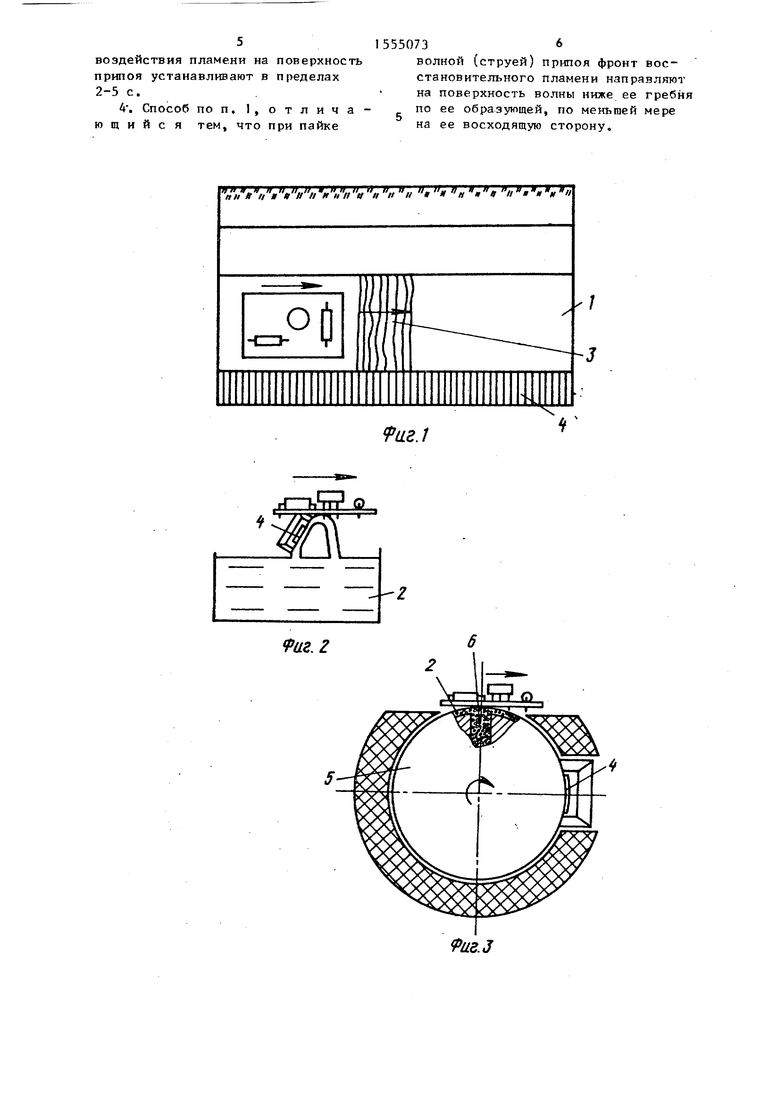
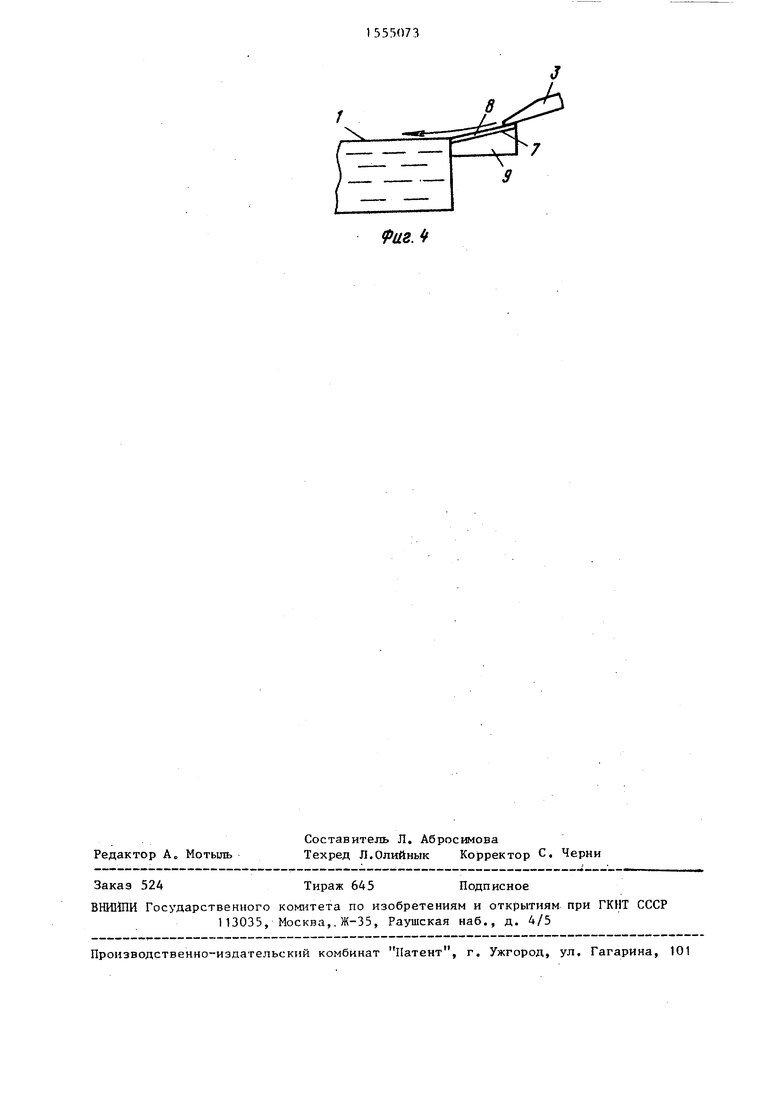
На фиг. 1 приведена схема реализации способа при пайке с перемещением изделия вдоль ванны; на фиг, 2 - то же, при пайке волной припоя; на фиг, 3 то же, при пайке с капиллярно-пористым материалом; на фиг. 4 - элемент охлаждения пламени.
Способ осуществляют следующим образом
При пайке (фиг„ 1) паяемый блок транспортируют над ванной 1, приводят в соприкосновение с расплавленным припоем 2 и выводят из зоны ванны 1„ При этом в зоне, свободной от паяемого блока в плоскости, примыкающей
к поверхности припоя 2, перпендикулярно направлению перемещения блока на поверхность расплавленного припоя 2 воздействуют восстановительным пламенем 3„ Фронт восстановительного пламени 3 могут перемещать впереди блока Время воздействия восстановительного пламени на поверхность припоя находится в пределах 2-5 с,
Для получения фронта восстановительного пламени 3 через сопла 4 нагнетают горючий газ и воспламеняют его. При этом поток восстановительного пламени частично удаляют с поверхности припоя 2 отходы - окислы и другие продукты, образовавшиеся в процессе пайки. Под воздействием газового потока они смещаются к боковой стенке ванны 1 и по наклонной стенке попадают в сборник отходов.
Кроме того, за время 2-5 с поверхностный слой окислов под действием восстановительного пламени восстанав(Л
с
СП
ел ел
о
к|
СО
ливается. При меньшем времени воздействия эффект восстановления визуально не наблюдается. При времени воздействия на поверхность расплавленного прибоя более 5 с качество очистки улучшается. Однако возможен перегрев припоя и усложняется процес регулировки температуры в ванне. В связи с этим время очистки 2-5 с является оптимальным.
В таблице приведены примеры осуществления способа применительно к следующим параметрам процесса: состав смеси городской газ - воздух, скорость истечения газа из сопла 10 м/с, высота щели для подачи газа 2 ммс
При пайке волной припоя (фиг, 2) фронт восстановительного пламени из сопла 4 направляют на поверхность волны ниже гребня по ее образующей, по меньшей мере на ее восходящую сторону.
Под воздействием газового потока отходы, образовавшиеся в процессе пайки, захваченные волной припоя 2 и находящиеся на ее наружной поверхности, удаляются. Окислы при этом частично восстанавливаются. При этом также облегчается процесс пайки за счет поступления в зону пайки беэ- окислительной среды
При пайке с использованием капиллярно-пористого материала и рабо
5
0
5
чей поверхности в виде цилиндра (фиг. 3) фронт восстановительного пламени 3 из сопла А направляют по образующей цилиндра 5„ На поверхности припоя 2, выступающего над капиллярно-пористым материалом 6, образуются отходы. При этом действие восстановительного пламени аналогично рассмотренным примерам
С целью предотвращения испарения компонентов припоя перед подачей пламени на его поверхность температуру пламени понижают до величины, при которой не происходит испарения компонентов припоя, так, например, при использовании для образования восстановительного пламени природного газа в смеси с воздухом температуру понижают с 1100 до 600°С„ При этом понижение температуры фронта пламени может быть обеспечено за счет взаимодействия его на выходе из сопла 3 с элементами 7 охлаждения, снабженными накладкой 8 из жаропрочного материала, и основание 9 из материала с высокой теплопроводностью
Использование предлагаемого способа пайки позволяет повысить эффективность удаления окислов с поверхности припоя за счет напора газового восстановительного потока, образуемого пламенем.
Формула изобретения
1. Способ пайки погружением в ванну с расплавленным припоем, включающий удаление окислов с поверхности припоя в восстановительной атмосфере, отличающийся тем, что, с целью повышения эффективности удаления окислов с поверхности припоя, восстановительную атмосферу подают в виде пламени на поверхность припоя в зону, свободную от паяемого изделия, перпендикулярно направлению его перемещения
2„ Способ по п„1, отличающий с я тем, что, с целью предотвращения испарения компонентов припоя, перед подачей пламени на его поверхность температуру пламени понижают до величины, при которой не происходит испарения компонентов припоя.
3 Способ по п„ 1, отличающий с я тем, что при пайке с перемещением изделия вдоль ванны фронт восстановительного пламени перемещают впереди паяемого изделия, а время
515550736
воздействия пламени на поверхностьволной (струей) припоя фронт восстановительного пламени направляют на поверхность волны ниже ее гребня 4. Способ поп. 1,отлича- ,. по ее образующей, по меньгаей мере ю щ и и с я тем, что при пайкена ее восходящую сторону.
припоя устанавливают в пределах 2-5 с.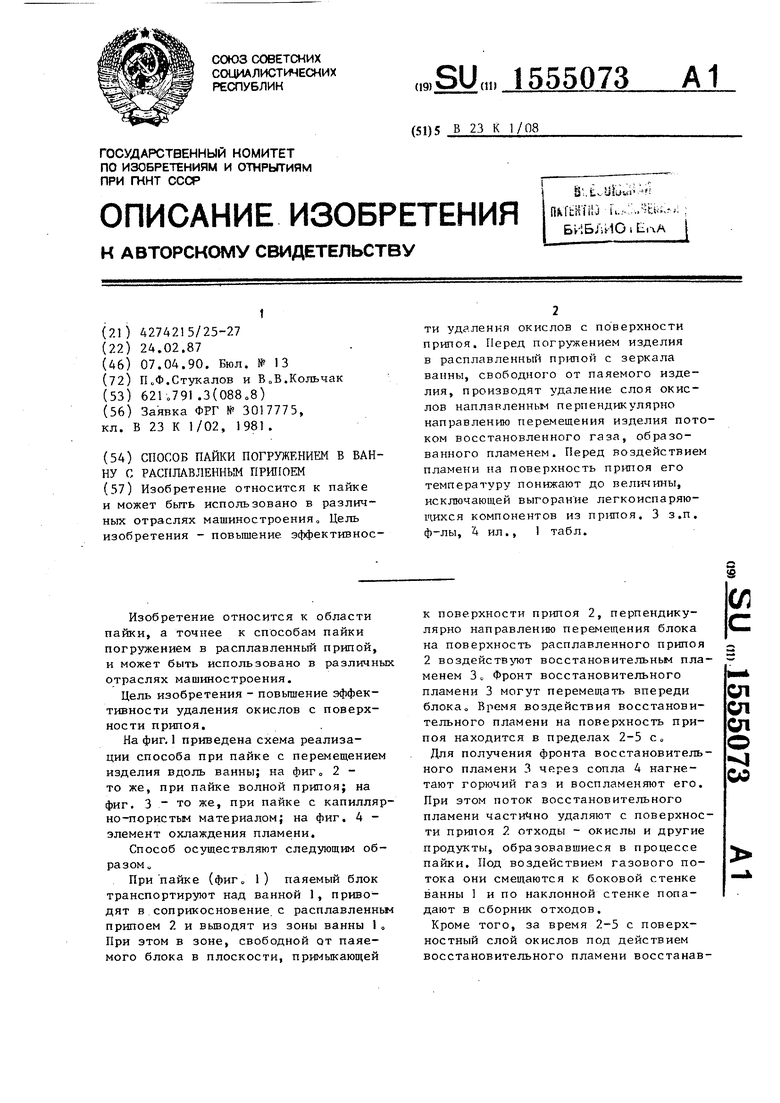
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки волной припоя | 1987 |
|
SU1449266A1 |
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| Устройство для пайки деталей | 1982 |
|
SU1087280A1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НАПЛАВКОЙ ПРИПОЯ НА ПОВЕРХНОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ | 2004 |
|
RU2260503C1 |
| Устройство для лужения и пайки погружением в расплавленный припой | 1977 |
|
SU671041A1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
| Устройство для селективного лужения и пайки | 1982 |
|
SU1053990A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285593C1 |
Изобретение относится к пайке и может быть использовано в различных отраслях машиностроения. Цель изобретения - повышение эффективности удаления окислов с поверхности припоя. Перед погружением изделия в расплавленный припой с зеркала ванны, свободного от паяемого изделия, производят удаление слоя окислов направленным перпендикулярно направлению перемещения изделия потоком восстановительного газа, образованного пламенем. Перед воздействием пламени на поверхность припоя его температуру понижают до величины, исключающей выгорание легкоиспаряющихся компонентов из припоя. 3 з.п. ф-лы, 1 табл., 4 ил.
А-ьЕт3 Q
:
О
Фиг. Z
аг.1
V
Фи.г.3
9
Фиг.Ъ
| Заявка ФРГ № 3017775, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
