S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для горячего прессования | 1978 |
|
SU691297A1 |
| Прессформа для горячего прессования | 1983 |
|
SU1136943A1 |
| Прессформа для горячего прессования | 1977 |
|
SU634948A1 |
| Лопасть воздушного винта многоконтурной конструкции | 2021 |
|
RU2767574C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ МНОГОСЛОЙНОЙ ТРУБКИ ДЛЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2020 |
|
RU2762000C1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОНЫЫЙ МЕДНО-ГРАФИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2088682C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО ТЕПЛОИЗОЛЯЦИОННОГО УГЛЕРОДНОГО МАТЕРИАЛА И КОНСТРУКЦИОННЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ | 1992 |
|
RU2093494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2539352C1 |
| Способ изготовления керамики на основе карбида кремния, армированного волокнами карбида кремния | 2018 |
|
RU2718682C2 |
Изобретение относится к области получения изделий из поликристаллических неорганических материалов и может быть использовано в технологических процессах прессования при высоких температурах и давлениях. Целью изобретения является увеличение срока службы пресс-формы за счет улучшения прочностных характеристик. Пресс-форма 1 состоит из внутренней части 2 и оболочки 3 в виде обмотки из напряженных углеродных волокон, пространство между которыми насыщено пироуглеродом, причем внутренняя часть 2 выполнена в виде пустотелого вкладыша из высокоплотного графита. Рекомендуемое соотношение толщин внутренней части 2 и оболочки 3 составляет (1:4)-(1:6). 1 ил.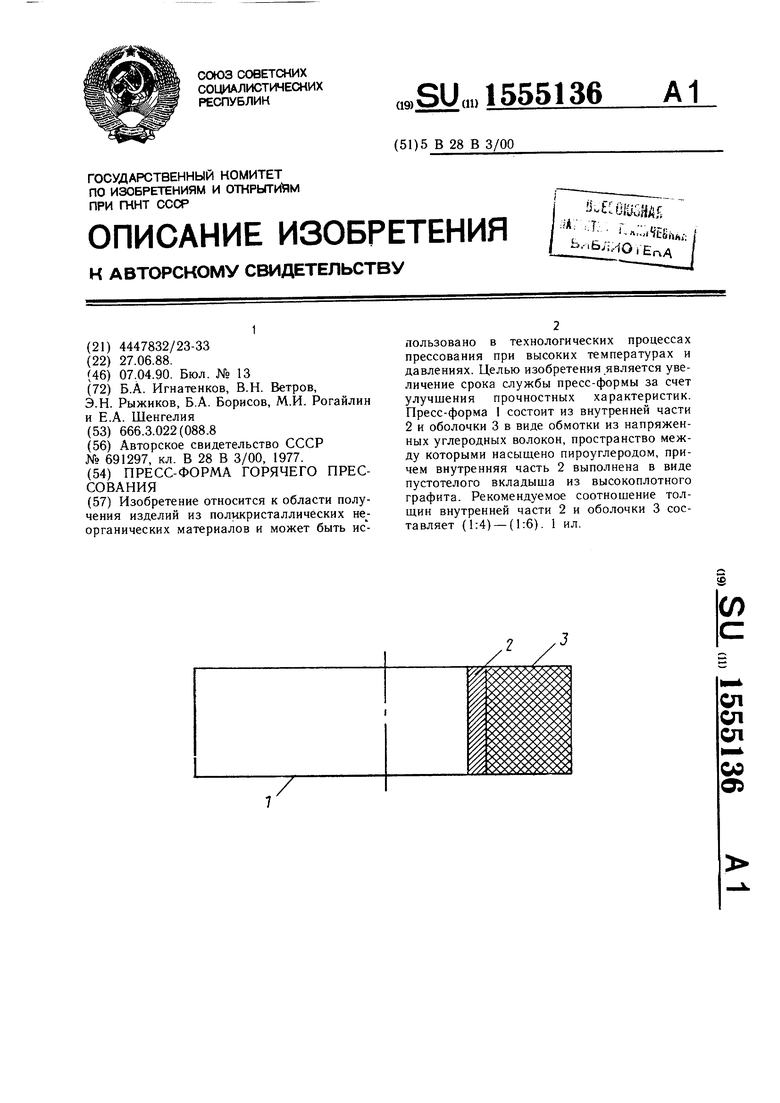
7
.г л
/L /
ел ел ел
со
С&
Изобретение относится к прессованию изделий из порошковых материалов при высоких температурах и давлениях и может быть использовано в промышленности строительных материалов, металлургии и др.
Целью изобретения является увеличение срока службы пресс-формы за счет улучшения прочностных характеристик.
На чертеже изображена пресс-форма в разрезе.
Пресс-форма 1 содержит внутреннюю часть 2 и оболочку 3 в виде обмотки из напряженных углеродных волокон, пространство между которыми насыщено пироуглеродом. Соотношение толщин стенок внутренней части 2 и оболочки 3 составляет 1:4-1:6. Внутренняя часть 2 пресс-формы 1 выполнена в виде пустотелого вкладыша из высокоплотного графита. Внутренняя часть 2 посажена в оболочку 3 с гарантированнным натягом.
Пресс-форма работает следующим образом.
Изготовленную из высокоплотного графита внутреннюю часть 2 сажают по плотной посадке в оболочку 3. В случае изготовления внутренней части 2 пресс-формы из высокоплотного графита с пределом прочности на сжатие не менее 80 МПа в виде пустотелого вкладыша происходит равномерное распределение нагрузки по внутренней поверхности оболочки 3 при приложении давления или выдержке под давлением. Плотная посадка внутренней части 2 в виде пустотелого цилиндра в оболочку 3 обеспечивает жесткое фиксирование и напряженно-упругое состояние внутренней части 2 при нагреве, что позволяет при указанном соотношении толщин внутренней части и оболочки реализовать высокие прочностные свойства оболочки 3.
Напряженно-упругое состояние в материале возникает из-за разности коэффициентов термического расширения графита внутренней части 2 и оболочки 3, причем с повышением температуры увеличиваются упругие напряжения сжатия графиту, что повышает сопротивление к боковым растяги- вающим напряжениям при горячем прессовании.
Границы отношений толщин внутренней части, выполненной из графита, и оболочки
0 из предварительно напряженного углеродного волокна, насыщенного пироуглеродом, позволяют в максимальной степени реализовать высокие прочностные свойства пресс- формы в области высоких температур 1900- 2100° С.
Минимальная толщина внутренней части определяется пределом прочности графита и коррозией материала за время технологического процесса. Максимальная толщина внутренней части определяется эффектив0 ностью использования прочностных свойств
оболочки и создания упруго-напряженного
состояния материала внутренней части 2.
При своевременной замене внутренней
части 2 пресс-форму 1 продолжают эксплуа тировать с прежней оболочкой 3.
Формула изобретения
0
Пресс-форма горячего прессования, содержащая внутреннюю часть и оболочку в виде обмотки из напряженных углеродных волокон, пространство между которыми насыщено пироуглеродом, отличающаяся тем, что, с целью увеличения срока службы пресс-формы за счет улучшения прочностных характеристик, внутренняя часть ее выполнена в виде пустотелого вкладыша из высокоплотного графита, посаженного в оболочку с гарантированным натягом, причем соотношение толщин стенок внутренней части и оболочки составляет 1:4-1:6.
| Прессформа для горячего прессования | 1978 |
|
SU691297A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
