Фиг.1
Изобретение относится к измеритель ной технике и может быть использова- но в машиностроении для активного контроля диаметров при шлифовании и точении.
Цель изобретения - повышение точ- ности измерения.
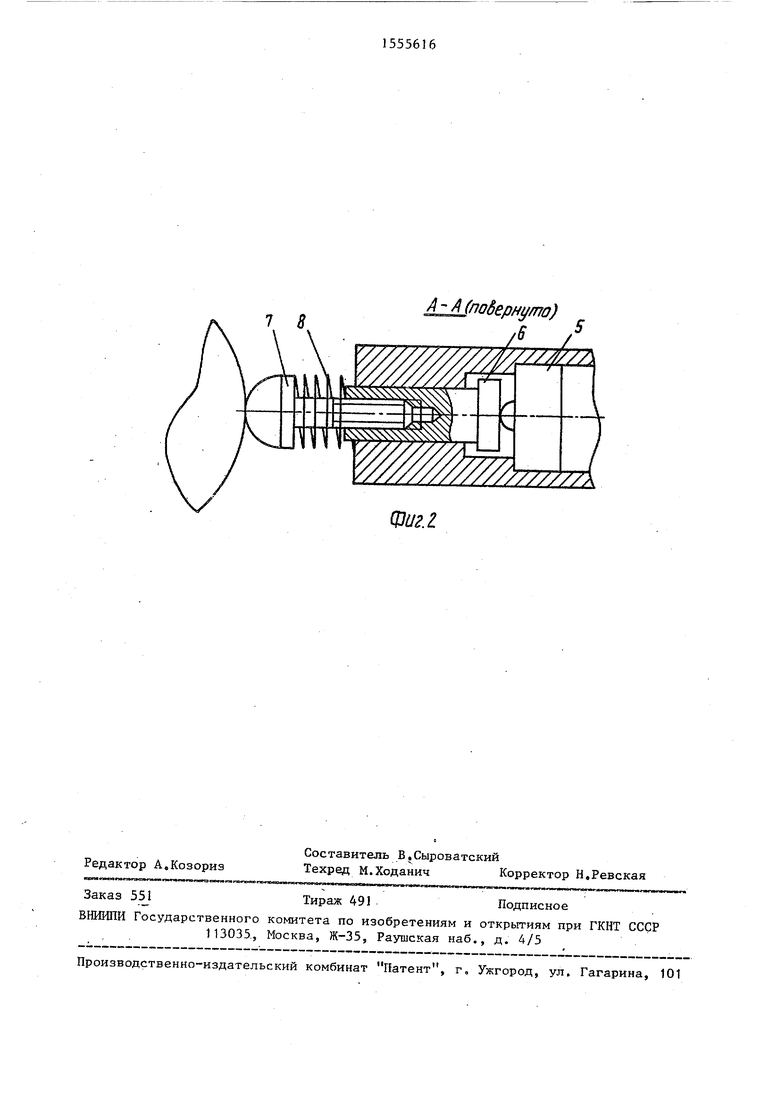
На фиг,1 представлено устройствоj общий вид; на фиг«2 - разрез А-А на фиг. 1.
Устройство для измерения наружных диаметров деталей содержит кор- пус 1, размещенные в нем преобразователь 2 линейных перемещений с измери- тельным штоком 3, подпружиненным пружиной 4, второй преобразователь 5 линейных перемещений, базовый упор 6 с наконечником 7, подпружиненный пружиной 8, и электронный блок 9, электрически связанный с преобразователями 2 и 5. Ось упора 6 расположена под острым углом к оси измерительного штока 3,
Устройство работает следующим образом.
Устройство закрепляется напоперечном суппорте станка так, чтобы ось штока 3 и ось упора 6 располагались в плоскости, перпендикулярной оси измеряемой детали 10, а ось штока 3 и ось детали 10 лежали в одной плоскости. Устройство предварительно настраивают по эталонной детали путем регулирования наконечника 7 в упоре 6, а положение точек касания штока 3 и наконечника 7 упора 6 на поверхности эталонной детали известного диаметра фиксируется электронным блоком 9.
При измерении устройство перемещают в направлении измеряемой детали 10. При касании штока 3 поверхности детали преобразователь 2 выдает сигнал в электронный блок 9 о начале измерения. I
Далее шток 3 утапливается в корпус 1 , а упор 6 своим наконечником 7 касается поверхности детали 10 и
также утапливается в корпус 1 до касания преобразователя 5, который выдает в электронный блок 9 сигнал об окончании измерения и остановке устройства Смещение точек касания што-
ка и наконечника на упоре с поверхностью измеряемой детали означает увеличение или уменьшение радиуса детали относительно эталонной детали. По разности показаний электронного
блока 9 судят о диаметре измеряемой детали При отводе устройства от детали 10 шток 3 и упор 6 возвращаются в исходное положение соответственно пружинами 4 и 8,
0
Выполнение устройства в виде двух расположенных под острым углом один к другому одноточечных щупов, имеющих каждый только одну точку касания на
5 поверхности детали данного диаметра, обеспечивает повышение точности.измерения.
Формула изобретения
Устройство для измерения наружных диаметров деталей, содержащее корпус и размещенные в нем преобразователь
линейных перемещений с измерительным штоком и базовый упор, отличающееся тем, что, с целью повышения точности измерения, оно снабжено размещенным в корпусе вторым преобразователем линейных перемещений, при этом базовый упор установлен с возможностью взаимодействия с вторым преобразователем, а его ось расположена под острым, углом к оси
измерительного штока.
A AInofapHi/mo)
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Измерительное устройство для контроля размеров внутренних поверхностей деталей | 1987 |
|
SU1495093A1 |
| Устройство для измерения линейных размеров | 1987 |
|
SU1539507A1 |
| ШЕСТИОСЕВАЯ КООРДИНАТНО-ИЗМЕРИТЕЛЬНАЯ МАШИНА И СПОСОБ КАЛИБРОВКИ ИЗМЕРИТЕЛЬНОГО НАКОНЕЧНИКА ДЛЯ НЕЕ | 2007 |
|
RU2345884C1 |
| Устройство для измерения диаметра отверстия | 1990 |
|
SU1763861A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 1998 |
|
RU2190828C2 |
| Устройство для измерения параметров внутренних сфер | 1989 |
|
SU1698620A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| Устройство для измерения диаметра сферы | 1990 |
|
SU1776974A1 |
| Способ измерения формы деталей, изогнутых из листового металлопроката, и устройство для его осуществления | 2018 |
|
RU2685793C1 |
| Устройство для измерения параметров конических отверстий | 1990 |
|
SU1796860A1 |
Изобретение относится к измерительной технике. Цель изобретения - повышение точности измерения. Устройство содержит корпус 1, преобразователь 2 линейных перемещений с измерительным штоком 3, второй преобразователь 5, с которым взаимодействует упор 6 с наконечником 7, и электронный блок 9. Ось упора 6 расположена под острым углом к оси штока 3. При измерении устройство перемещают в направлении измеряемой детали 10 и при касании штока 3 поверхности детали преобразователь 3 выдает в электронный блок 9 сигнал о начале измерения, а при касании наконечника 7 поверхности детали 10 и последующем касании упора 6 преобразователя 5 последний выдает в электронный блок 9 сигнал об окончании измерения. О величине смещения точек касания штока 3 и наконечника 7 на поверхности измеряемой детали относительно эталонной детали судят о диаметре детали. 2 ил.
| Активный контроль в машиностроении | |||
| Справочник под ред | |||
| Е.И.Ледя, М.: Машиностроение, 1978, с.133, рис | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
