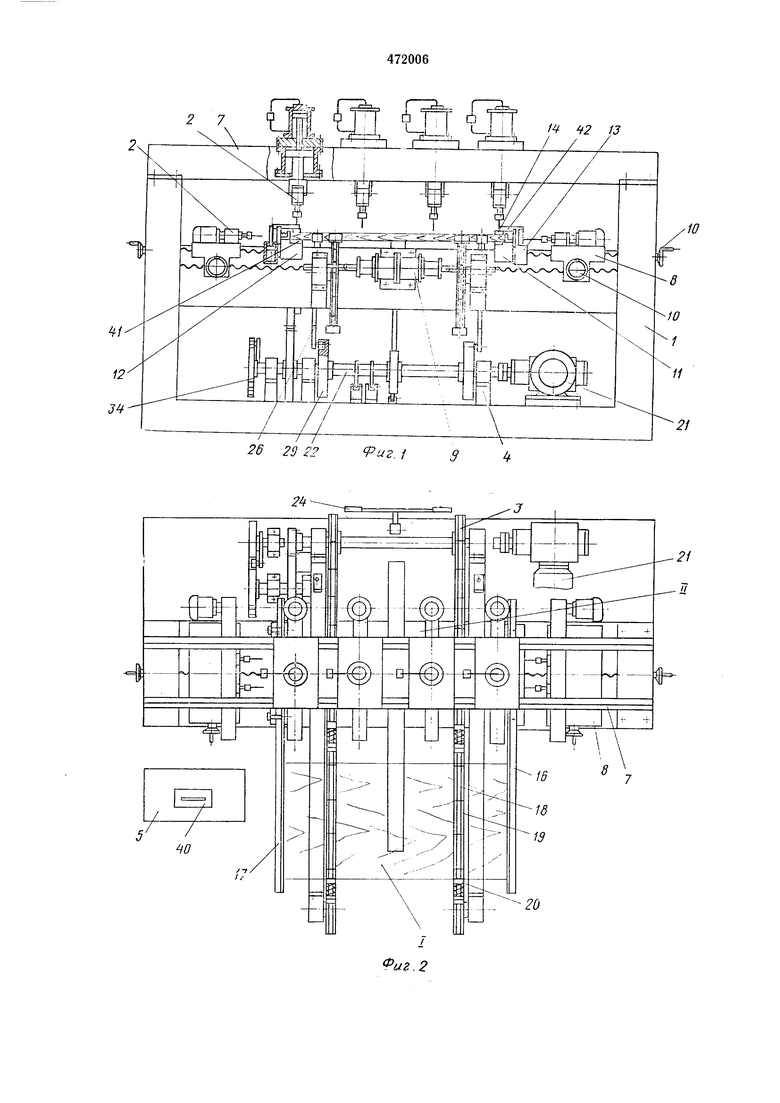
передачи 25, жестких тяг 26 со сменными базовыми упорами 27 и бесконтактных выключателей 28. На валу 22 жестко закреплены пазовые кулачки 29, кулачок 30 равнителя, секторы 31 и водило 32 с запирающим диском 33, а на валу 23 - мальтийский крест 34 и ведущая щестерня 35. Равнитель 24 установлен в шарнире 36 и постоянно прижат пружиной 37 к кулачку 30. Тяги 26 установлены в направляющих 38 и их ролики 39 входят в пазы кулачков 29.
Устройство работает следующим образом.
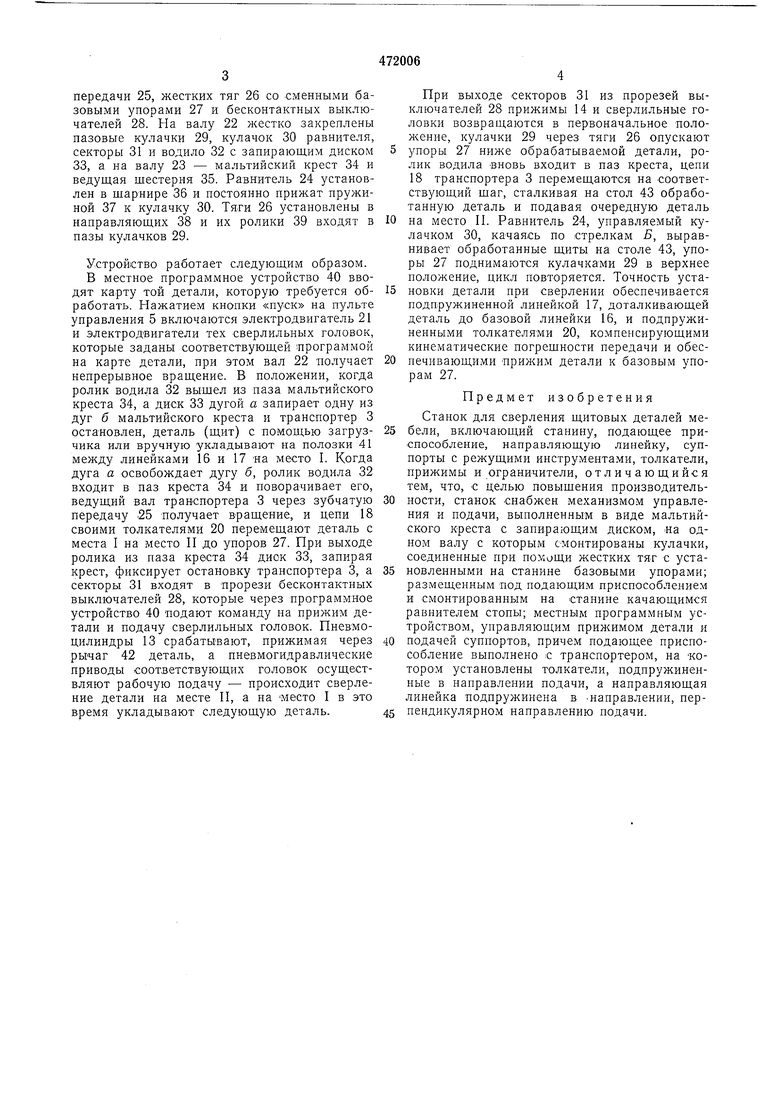
В местное программное устройство 40 вводят карту той детали, которую требуется обработать. Нажатием кнопки «пуск на пульте управления 5 включаются электродвигатель 21 и электродвигатели тех сверлильных головок, которые заданы соответствующей программой на карте детали, при этом вал 22 получает непрерывное вращение. В положении, когда ролик водила 32 вышел из паза мальтийского креста 34, а диск 33 дугой а запирает одну из дуг б мальтийского креста и транспортер 3 остановлен, деталь (щит) с помощью загрузчика или вручную укладывают на полозки 41 между линейками 16 и 17 на место I. Когда дуга а освобождает дугу б, ролик водила 32 входит в паз креста 34 и поворачивает его, ведущий вал транспортера 3 через зубчатую передачу 25 получает вращение, и цепи 18 своими толкателями 20 перемещают деталь с места I на место П до упоров 27. При выходе ролика из паза креста 34 диск 33, запирая крест, фиксирует остановку транспортера 3, а секторы 31 входят в прорези бесконтактных выключателей 28, которые через программное устройство 40 подают команду на прижим детали и подачу сверлильных головок. Пневмоцилиндры 13 срабатывают, прижимая через рычаг 42 деталь, а пневмогидравлические приводы соответствующих головок осуществляют рабочую подачу - происходит сверление детали на месте II, а на место I в это время укладывают следующую деталь.
При выходе секторов 31 из прорезей выключателей 28 прижимы 14 и сверлильные головки возвращаются в первоначальное положение, кулачки 29 через тяги 26 опускают упоры 27 ниже обрабатываемой детали, ролик водила вновь входит в паз креста, цепи 18 транспортера 3 перемещаются на соответствующий щаг, сталкивая на стол 43 обработанную деталь и подавая очередную деталь
на место II. Равнитель 24, управляемый кулачком 30, качаясь по стрелкам Б, выравнивает обработанные щиты на столе 43, упоры 27 поднимаются кулачками 29 в верхнее положение, цикл повторяется. Точность установки детали при сверлении обеспечивается подпружиненной линейкой 17, доталкивающей деталь до базовой линейки 16, и подпружиненными толкателями 20, компенсирующими кинематические погрещности передачи и обеспечивающими -прижим детали к базовым упорам 27.
Предмет изобретения
Станок для сверления щитовых деталей мебели, включающий станину, подающее приспособление, направляющую линейку, суппорты с режущими инструментами, толкатели, прижимы и ограничители, отличающийся тем, что, с целью повыщения производительности, станок снабжен механизмом управления и подачи, выполненным в виде мальтийского креста с запирающим диском, «а одном валу с которым смонтированы кулачки, соединенные при помощи жестких тяг с установленными на станине базовыми упорами; размещенным под подающим приспособлением и смонтированным на станине качающимся равнителем стопы; местным программным устройством, управляющим прижимом детали и
подачей суппортов, причем подающее приспособление выполнено с транспортером, на -котором установлены толкатели, подпружиненные в направлении подачи, а направляющая линейка подпружинена в -направлении, перпендикулярном направлению подачи. 26 2S . i3 -f 1 / 2 13 / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| Копировально-фрезерный деревообрабатывающий станок | 1985 |
|
SU1289685A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ И КЛЕПАНИЯ | 1937 |
|
SU52944A1 |
| Сверлильный станок | 1977 |
|
SU674900A1 |
| Автомат для мерной резки проволоки | 1983 |
|
SU1169783A1 |
| АВТОМАТ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОЛЬЦЕВЫХ ДЕТАЛЯХ | 1970 |
|
SU282015A1 |
иг.2
11
36
Фиг.З
33
сриг.Ч
