Изобретение относится к технологии машиностроения, в частности к способам отделочно-упрочняющей обработки заготовок из сталей и сплавов поверхностным пластическим деформированием в холодном состоянии со статико-импульсным нагруженном инструмента - накатника.
Известен способ, осуществляемый на специальном станке мод. Ст-1071, изгот. ЗИЛ [1] для поверхностного пластического деформирования, упрочнения и калибрования зубчатых колес, в котором три накатника, выполненные в виде закаленных эталонных зубчатых колес, расположены под углом 120° один к другому, с определенным статическим усилием прижимаются к сырой заготовке обрабатываемого зубчатого колеса и обкатываются с ней. Одно эталонное зубчатое колесо является ведущим и имеет принудительное вращение. Заготовка получает вращение от ведущего эталонного колеса, а два других эталонных колеса - от заготовки [2].
Известный способ отличается недостаточной эффективностью процесса обработки, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности, ограниченными возможностями регулирования шероховатости поверхности, а также ограниченными технологическими возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей за счет совмещения обработки поверхностным пластическим деформированием со статико-импульсным нагруженном обрабатываемой поверхности и новых конструкций инструментов, позволяющих управлять глубиной упрочненного слоя и микрорельефом поверхности, а также повышать качество обрабатываемой поверхности и производительность обработки.
Поставленная задача решается предлагаемым способом статико-импульсного обкатывания, включающим сообщение возвратно-вращательного движения заготовке зубчатого колеса, находящегося между тремя эталонными закаленными зубчатыми колесами-накатниками, расположенными под углом 120° один к другому и охватывающими заготовку, один из которых является ведущим и имеет индивидуальный привод принудительного вращения, и движение радиальной подачи, направленной на сближение заготовки с накатниками под определенным статическим усилием РСТ прижатия, развиваемым гидравлическим генератором импульсов, воздействующим на другой накатник, причем дополнительно к этому накатнику прикладывают PИМ импульсную нагрузку от гидравлического генератора импульсов, при этом наружная рабочая поверхность зубьев одного накатника выполнена из стальной проволоки круглого сечения, отрезки которой установлены вдоль зуба и закреплены на торцах зубьев накатника, кроме того, торцы зубьев выполнены в виде планок и спрофилированы по форме зуба, а наружная рабочая поверхность зубьев другого накатника выполнена из стальной проволоки круглого сечения, которая изогнута и спрофилирована по форме зубьев, набрана в пакет, который закреплен на ступице таким образом, что прутки проволоки расположены поперек направления зуба.
Особенности способа поясняются чертежами.
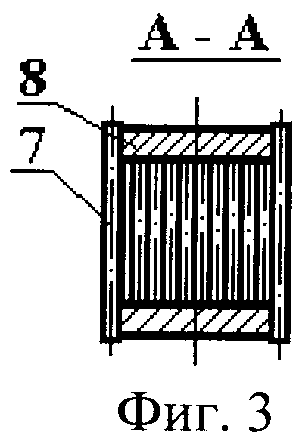
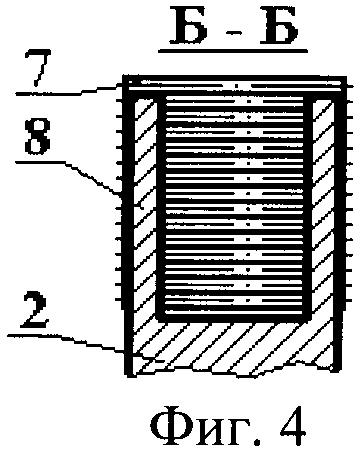
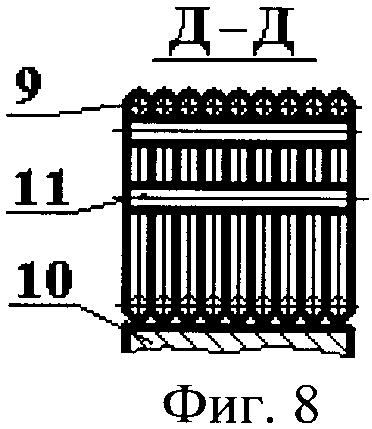
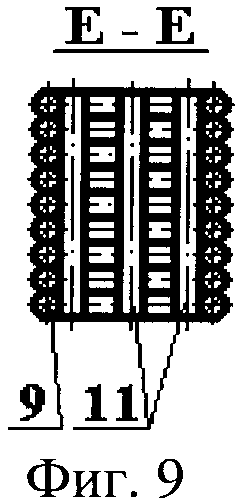
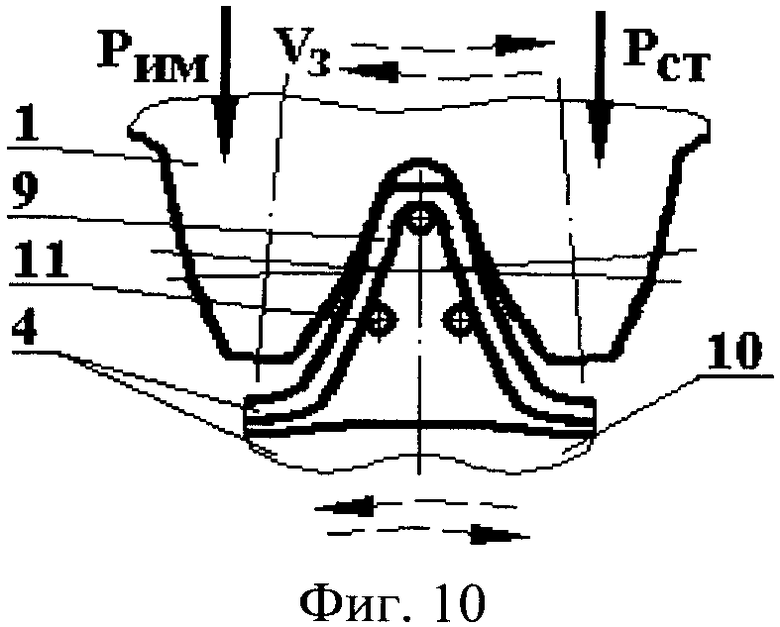
На фиг.1 представлена схема обкатывания по предлагаемому способу поверхностного пластического деформирования со статико-импульсным нагружением рабочей зубчатой поверхности заготовки - зубчатого колеса; на фиг.2 - зуб эталонного зубчатого колеса-накатника, изготовленного из прутков проволоки, расположенных вдоль зуба; на фиг.3 - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - вид по В на фиг.2; на фиг.6 - зуб эталонного зубчатого колеса-накатника, изготовленного из прутков проволоки, расположенных поперек зуба; на фиг.7 - вид по Г на фиг.6; на фиг.8 - сечение Д-Д на фиг.6; на фиг.9 - сечение Е-Е на фиг.6; на фиг.10 - схема зубчатого зацепления заготовки с зубчатым накатником, изготовленным из прутков проволоки, расположенных поперек зуба.
Предлагаемый способ предназначен для поверхностного пластического деформирования (ППД), упрочнения и калибрования рабочей поверхности зубчатых колес 1 с использованием постоянной статической РСТ и периодической импульсной нагрузки Рим на обкатывающие инструменты-накатники в виде закаленных эталонных зубчатых колес 2, 3 и 4 в количестве не менее трех штук.
Устройство, реализующее предлагаемый способ, для ППД содержит три накатника, выполненные в виде закаленных эталонных зубчатых колес 2, 3 и 4, расположенных под углом 120° один к другому и охватывающих заготовку 1 обрабатываемого зубчатого колеса. Зубья накатников по конструкции отличаются друг от друга.
Одно эталонное зубчатое колесо-накатник, например поз.3 (см. фиг.1), имеет индивидуальный привод вращения (не показан) и является ведущим для принудительного вращения заготовки 1 и других эталонных колес-накатников 2 и 4. Этот накатник 3 имеет зубья с гладкой рабочей закаленной зубчатой поверхностью, как в традиционных конструкциях [1, 2].
Другое эталонное колесо-накатник 2 снабжено устройством 5 для статического прижатия с усилием РСТ к заготовке 1 обрабатываемого зубчатого колеса и периодического импульсного нагружения РИМ с помощью гидравлического генератора импульсов [ГГИ] 6 [3-5].
Наружная рабочая поверхность зубьев эталонного колеса-накатника 2 выполнена из стальной проволоки круглого сечения, отрезки 7 которой установлены вдоль зуба и закреплены на торцах зубьев эталонного колеса, при этом торцы выполнены в виде планок 8, спрофилированных по форме зуба с учетом диаметра отрезков 7 проволоки (см. фиг.2-5).
Наружная рабочая поверхность зубьев эталонного колеса-накатника 4 выполнена из стальной проволоки круглого сечения, прутки 9 которой изогнуты и спрофилированы по форме зуба, набраны в пакет, который закреплен на ступице 10 таким образом, что прутки 9 проволоки расположены поперек направления зуба (см. фиг.6-9). Поперечные прутки 9 в пакете скреплены с помощью точечной сварки продольными прутками 11 проволоки с целью ужесточения конструкции зубьев. Пакет из прутков 9 надевается на гладкую ступицу 10 колеса-накатника 4 и крепится на ней, например, с помощью точечной сварки.
Зубчатое колесо-накатник 2 крепится к волноводу 12, который установлен в гидроцилиндре 6 ГГИ [3-5] и контактирует с бойком 13.
В качестве механизма статического и импульсного нагружения эталонных колес-накатников 2, 3 и 4 применяется гидравлический генератор импульсов (ГГИ), позволяющий плавно изменять величину и частоту пульсации нагрузки в зависимости от требуемой глубины наклепа и необходимого качества поверхности. Величина статической силы РСТ деформирования выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала заготовки зубчатого колеса 1.
Импульсное нагружение РИМ осуществляется посредством удара бойка 13 по торцу волновода 12, на котором закреплено эталонное колесо-накатник 2.
Предлагаемый способ предусматривает возможность обкатывать зубчатые поверхности в двух режимах: в режиме постоянного нагружения РСТ деформирующих колес-накатников, когда не работает гидроударник, и в режиме ударно-импульсного РИМ обкатывания.
Режим ударно-импульсного обкатывания расширяет технологические возможности способа и позволяет оптимизировать подбор параметров упрочняющей обработки зубчатой поверхности.
Работа по предлагаемому способу заключается в следующем.
Способ предназначен для финишной обработки поверхностным пластическим деформированием-обкатыванием зубчатых колес. Заготовку зубчатого колеса устанавливают на эталонные колеса-накатники 3 и 4 и поджимают колесом-накатником 2. Заготовка обрабатываемого колеса получает вращательное движение VЗ от колеса-накатника 3, которое принудительно вращается от индивидуального привода (не показан). Скорость вращения заготовки производится в одном и другом направлении и задают в зависимости от требуемого качества, производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...40 м/мин.
В процессе обработки зубчатой поверхности заготовки колеса деформирующими зубчатыми накатниками, вращающимися в процессе обкатывания от ведущего колеса-накатника 3, обеспечивается постоянный гарантированный контакт накатников с обрабатываемой зубчатой поверхностью за счет нажимного колеса-накатника 2, которое передает усилия РСТ и РИМ от ГГИ. При этом деформирующие колеса - накатники 2 и 4 самоустанавливаются за счет прогибания боковых сторон зубьев и принимают форму зуба заготовки, увеличивая площадь контакта (см. фиг.10).
Сущность процесса заключается в том, что зубья колес-накатников 2 и 4 с деформирующими элементами на боковых сторонах, выполненные из прутков проволоки, изготовлены так, что толщина зуба по делительному диаметру SD больше толщины зуба по делительному диаметру обкатываемой заготовки колеса на двойную величину натяга, принимаемой 0,1...1,0 мм.
Предлагаемый способ, реализуемый устройством с колесами-накатниками, имеющими гладкую рабочую поверхность зубьев, поз.3, упругую рабочую поверхность зубьев, изготовленную из прутков проволоки, расположенных поперек зуба, поз.4, и упругую рабочую поверхность зубьев, изготовленную из прутков проволоки, расположенных вдоль зуба, поз.2, позволяют эффективно обкатывать зубчатые поверхности, совмещая предварительный, получистовой и чистовой переходы. За счет этого сокращается машинное время обработки, увеличивается производительность, достигается более высокое качество обработки.
Ширина зубчатого венца накатников перекрывает ширину венца обрабатываемых колес; зуб накатников для компенсации бокового зазора сделан толще. По мере износа колес-накатников их несколько раз перешлифовывают.
Прутки 7 накатника 2 в качестве деформирующих элементов при обкатывании оставляют следы сглаживания шероховатостей поверхности и упрочнение поверхностного слоя металла параллельные направлению зуба. Прутки 9 накатника 4 в качестве деформирующих элементов при обкатывании оставляют следы сглаживания шероховатостей и упрочнение поверхностного слоя металла поперек направления зуба. В процессе обкатывания накатником 3 с гладкой рабочей зубчатой поверхностью происходит калибрование, сглаживание шероховатостей и упрочнение поверхностного слоя металла по всему профилю зуба.
Работа по предлагаемому способу заключается в следующем.
В отличие от шевингования окончательное обкатывание профиля зубьев осуществляется без снятия стружки путем пластического деформирования металла в холодном состоянии. В процессе обработки обкатыванием заготовки с предварительно обработанными зубьями оси вращения трех накатников располагают параллельно оси заготовки. Вращающийся от заготовки накатник 2 перемещается к заготовке и при достижении беззазорного зацепления начинает процесс прикатки под определенным усилием. Расстояние между осями накатника и детали постепенно уменьшается до получения требуемого размера зубьев заготовки колеса. Во время прикатывания на зубьях обрабатываемого колеса и накатника имеет место взаимное скольжение, которое вызывает на сторонах зубьев колеса сдвиг металла.
Деформирующие прутки на 2 и 4 накатниках под действием статической нагрузки РСТ производят выглаживающее действие, а под действием мгновенной импульсной нагрузки РИМ пластически деформируют обрабатываемую поверхность.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1...0,4 мкм при исходном значении Ra=0,8...3,2 мкм. Твердость поверхности увеличивается на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигают на поверхности 350...750 мПа.
Достоинствами предлагаемого способа являются: уменьшение погрешности предшествующей обработки; многоэлементность устройства позволяет отказаться от многопроходности обработки, за счет чего достигается более высокое качество обработки за минимальное количество проходов; образование определенной макро- и микрогеометрической формы обработанной поверхности, уменьшение параметра шероховатости - сглаживание поверхности, изменение структуры материала за счет поверхностного наклепа и создание определенного напряженного состояния - все это благоприятно действует на износостойкость.
Периодическую импульсную нагрузку Рим осуществляют с помощью ГГИ, волновод которого воздействует на накатник 2. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс поверхностного пластического деформирования и упрочняет поверхностный слой обрабатываемой поверхности. Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Пример. Обкатывали по предлагаемому способу цилиндрические зубчатые колеса (z=24: mn=2,5 мм; β=39 31') на обкатном устройстве с тремя накатниками (конструкции их см. выше) с использованием ГГИ [3-5]. Колеса-нактники были изготовлены из стали Р6М5 и закалены до твердости HRC 60...63; зубья шлифовали. Обкатывание производили по приведенным в таблице 1 режимам.
По сравнению с шевингованием обкатывание по предлагаемому способу позволило увеличить производительность в 4-5 раз, уменьшить параметр шероховатости поверхности на профилях зубьев до Ra=0,32 мкм, снизить уровень звукового давления на 2-3 дБ, повысить стабильность размеров зубчатого зацепления и качество. Стойкость накатников составляет ˜25000 деталей, время обкатки колеса - 15 с. Зубья прикатанных колес во время термической обработки вследствие более однородной структуры поверхностных слоев деформировались меньше, чем шевингованные. Точность зубчатых колес перед обкатыванием должна быть выше, а припуск на сторону зуба меньше, чем перед шевингованием, наполовину.
Для повышения шероховатости поверхности зубьев и для предотвращения задиров применяют охлаждающую жидкость, состоящую из 4 частей керосина и одной части машинного масла.
В процессе обкатывания происходит сглаживание шероховатостей - следов обработки зуба заготовки резанием и упрочнение поверхностного слоя металла по всему профилю зуба. При этом твердозакаленные, тщательно отделанные с высокой точностью зубья эталонных колес-накатников калибруют зубья заготовки по профилю и размерам. Исправление профиля и размеров зуба заготовки осуществляется в небольших пределах, главным образом за счет смятия шероховатостей исходной поверхности и выравнивания микропрофиля. Поэтому в большинстве случаев специальный припуск на калибрование не оставляется. Так, изменение толщины зуба стального колеса с модулем m=2 мм, предварительно нарезанного червячной фрезой с шероховатостью поверхности Ra=2,5...5 мкм, находится в пределах 0,02...0,03 мм
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред В.М.Кована. - 2-е изд. перераб. и доп. - М.: Машгиз (ГНТИМЛ), 1963, с.409-410, фиг.302.
2. Шнейдер Ю.Г. Холодная бесштамповая обработка точных деталей давлением - М.: МАШГИЗ, 1960, с.236-238.
3. Патент РФ 2098259, МКИ6 В24В 39/00. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статико-импульсной обработки поверхностным пластическим деформированием. №96110476/02, 23.05.96; 10.12.97. Бюл. №34.
4. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
5. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2347639C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |
| НАКАТНИК ДЛЯ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430805C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329135C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2324586C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКОИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325265C1 |




Изобретение относится к технологии машиностроения, а именно к способам статико-импульсного обкатывания зубчатых колес. Используют устройство, содержащее три накатника, выполненные в виде закаленных эталонных зубчатых колес, расположенных под углом 120° один к другому. Одно эталонное зубчатое колесо имеет индивидуальный привод вращения и является ведущим для принудительного вращения заготовки. Осуществляют воздействие на заготовку со статическим усилием прижатия и прикладывают к ней импульсную нагрузку от гидравлического генератора импульсов, воздействующего на другое зубчатое колесо-накатник. Наружная рабочая поверхность зубьев одного эталонного колеса выполнена из стальной проволоки круглого сечения, отрезки которой установлены вдоль зуба и закреплены на торцах зубьев эталонного колеса. Наружная рабочая поверхность зубьев другого эталонного колеса выполнена из стальной проволоки круглого сечения, которая изогнута и спрофилирована по форме зубьев и набрана в пакет, который закреплен на ступице таким образом, что прутки проволоки расположены поперек направления зуба. В результате чего увеличивается производительность, уменьшается параметр шероховатости поверхности на профилях зубьев, снижается уровень звукового давления при обработке и повышается качество. 10 ил. 1 табл.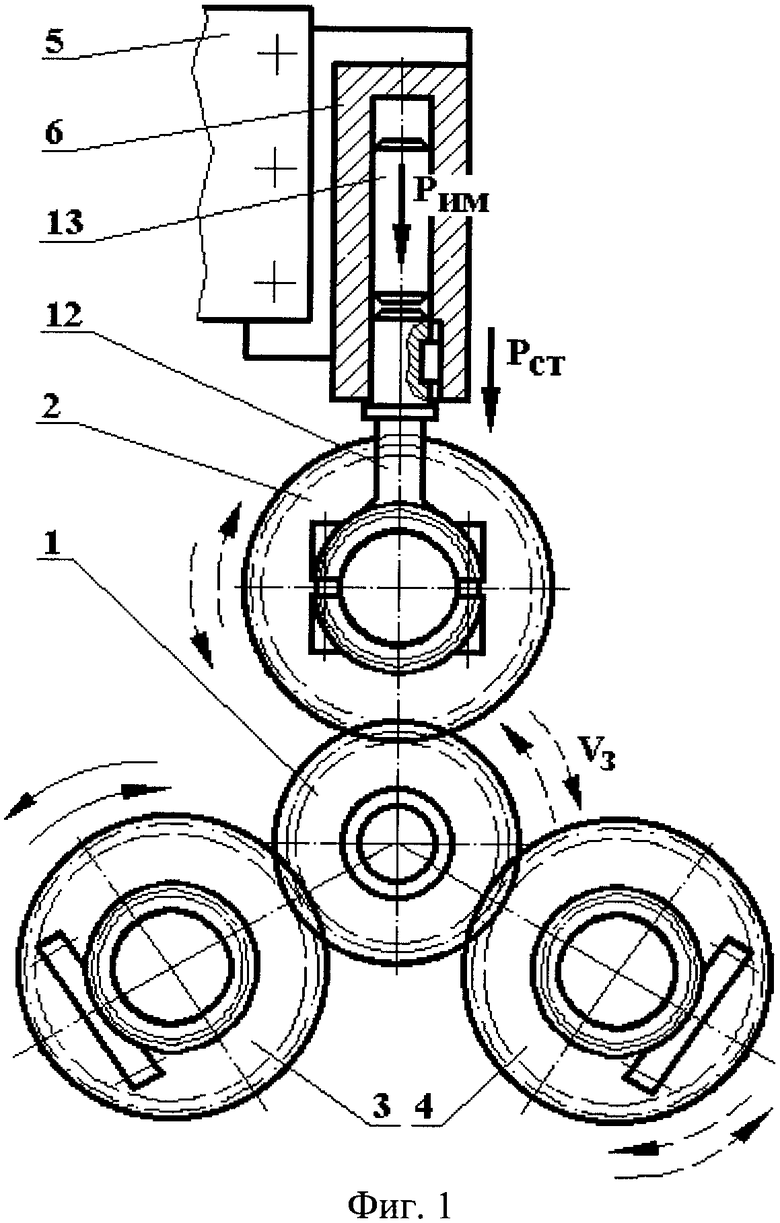
Способ статико-импульсного обкатывания, включающий сообщение возвратно-вращательного движения заготовке зубчатого колеса, находящегося между тремя эталонными закаленными зубчатыми колесами-накатниками, расположенными под углом 120° один к другому и охватывающими заготовку обрабатываемого зубчатого колеса, одно из которых является ведущим, принудительное вращение ведущего зубчатого колеса-накатника от индивидуального привода и осуществление движения радиальной подачи для сближения заготовки с накатниками и воздействия на нее с определенным статическим усилием прижатия РСТ от гидравлического генератора импульсов, воздействующего на другое зубчатое колесо-накатник, отличающийся тем, что к зубчатому колесу-накатнику, на которое воздействует гидравлический генератор импульсов, с помощью последнего дополнительно прикладывают импульсную нагрузку РИМ; при этом наружная рабочая поверхность зубьев одного зубчатого колеса-накатника выполнена из стальной проволоки круглого сечения, отрезки которой установлены вдоль зуба и закреплены на торцах зубьев накатника, причем торцы зубьев выполнены в виде планок и спрофилированы по форме зуба, а наружная рабочая поверхность зубьев другого зубчатого колеса-накатника выполнена из стальной проволоки круглого сечения, которая изогнута и спрофилирована по форме зубьев, набрана в пакет, который закреплен на ступице, таким образом, что прутки проволоки расположены поперек направления зуба.
| СПОСОБ ИМПУЛЬСНОГО НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2002 |
|
RU2216424C1 |
| СПОСОБ И УСТРОЙСТВО НАКАТЫВАНИЯ С ПОДВИЖНОЙ ОПОРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2284242C2 |
| Способ накатывания зубчатых колес | 1983 |
|
SU1199392A1 |
| Способ накатки цилиндрического зубчатого профиля | 1985 |
|
SU1489909A1 |
| US 3084572 A, 09.04.1963. | |||

