fuel
Изобретение относится к области металлообработки и может быть использовано в расточных головках при чистовой обработке.
Целью изобретения является повышение точности поднастройки микробора путем автоматической компенсации зазоров в резьбовых и торцовых сопряжениях микробора и фиксации взаимодействующих элементов от смещения при нагрузке.
На фиг. 1 показан предлагаемый микро- бор, разрез; на фиг. 2 - узел I на фиг. 1.
Микробор состоит из корпуса 1, в котором смонтирован резцедержатель 2 с резцовой вставкой 3 и винтом 4 фиксации. Микрометрический винт 5 для перемещения резцедержателя 2 относительно корпуса 1 выполнен заодно с лимбом 6, который имеет внутренний 7 и наружный 8 торцы. Между внутренним торцом 7 и торцом 9 корпуса 1 смонтированы клиновые вставки 10 с кольцевой пружиной 11. В микрометричес- ком винте 5 выполнено сквозное отверстие 12 с коническим участком 13. В отверстии 12 смонтирован подпружиненный конус 14. На верхнем конце отверстия 12 смонтированы стопорное кольцо 15 и шайба 16. Между подпружиненным конусом 14 и шай- бой 16 смонтирована пружина 17. Нижний конец резьбовой части микрометрического винта 5 выполнен в виде цанги с прорезями 18. На торце корпуса 1 смонтировано прижимное кольцо 19.
Конический участок 13 в микрометри- ческом винте 5 может быть выполнен с обратной конусностью и пружиной растяжения. Клиновые вставки 10 и внутренний торец 7 лимба могут быть выполнены с обратной конусностью и кольцевой разжимной пружиной.
0
5
Микробор работает следующим образом.
Клиновые вставки 10 под действием усилия кольцевой пружины 11 стремятся к центральной оси микрометрического винта 5 и благодаря наличию клиновых поверхностей на внутреннем торце 7 и клиновых вставках 10 выбирают зазор между внутренним торцом 7 и торцом 9 корпуса 1, стремятся поднять лимб вверх, при этом наружный торец 8 лимба 6 упирается в прижимное кольцо 19. Благодаря этому компенсируются зазоры между торцом 9 корпуса 1 и подпружиненным конусом 14 в беззазорном сопряжении с коническим участком 13 под действием рабочих нагрузок; углы наклонов клиновых вставок 10, внутреннего торца 7 лимба 6, конического участка 13 и подпружиненного конуса 14 выполнены невыходящими за углы самоторможения.
Формула изобретения
Микробор, содержащий установленные в корпусе резцедержатель и микрометрический винт с лимбом, предназначенный для перемещения резцедержателя, отличающийся тем, что, с целью повышения точности под- настройки, микробор снабжен клиновыми вставками, установленными между торцами корпуса и лимба и подпружиненными в радиальном направлении, микрометрический винт выполнен в виде цанги с внутренним коническим отверстием, установленной с возможностью взаимодействия с введенным подпружиненным конусом, а на корпусе установлено с возможностью взаимодействия с наружной поверхностью лимба прижимное кольцо.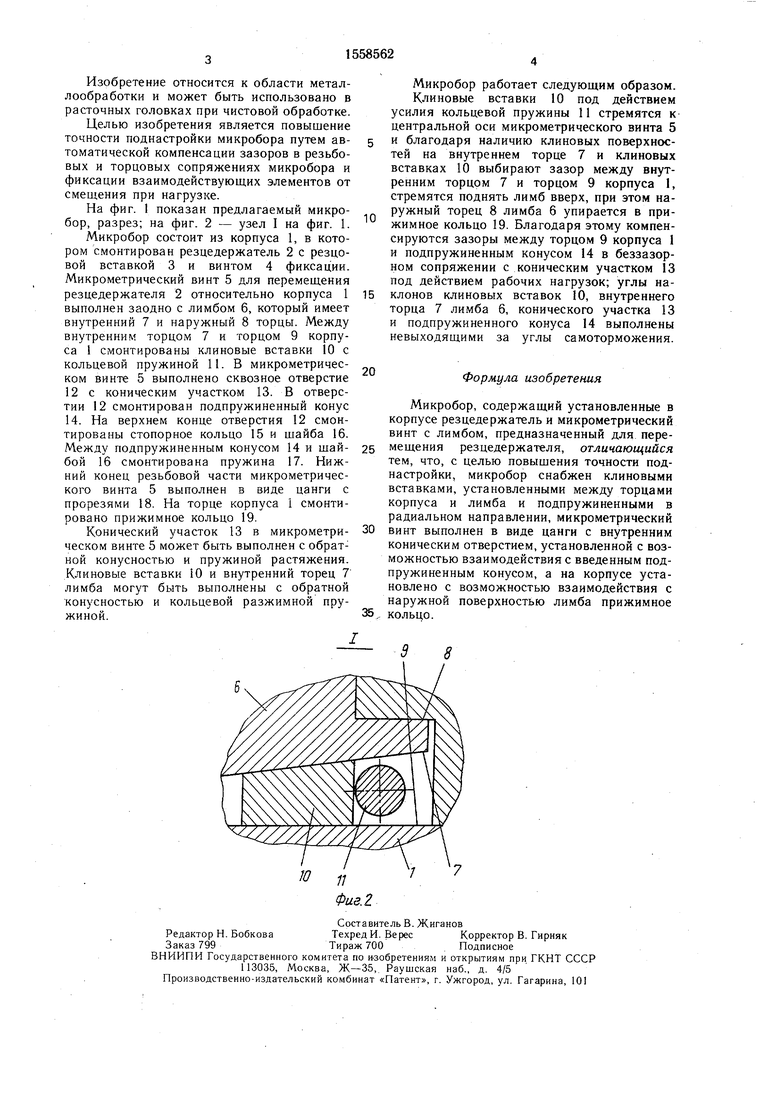
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН РАСТОЧНОЙ | 2003 |
|
RU2238177C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2009 |
|
RU2399462C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2198072C2 |
| РАСТОЧНАЯ ГОЛОВКА | 1993 |
|
RU2042477C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2004 |
|
RU2270077C1 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2203779C2 |
Изобретение относится к металлообработке и может быть использовано в расточных головках при чистовой обработке. Целью изобретения является повышение точности поднастройки микробора путем автоматической компенсации зазоров в резьбе и торцовых сопряжениях микробора и фиксации взаимодействующих элементов от смещения при нагрузке. При любых перемещениях винта или износе элементов микробора клиновые вставки 10 под действием кольцевой пружины 11 выбирают зазор между внутренним торцом 7 лимба 6 и торцом 9 корпуса. Подпружиненный клин 14 под действием усилий пружины 17 воздействует на коническое отверстие 13 с прорезями 18 и компенсирует зазор в резьбовом соединении. 2 ил.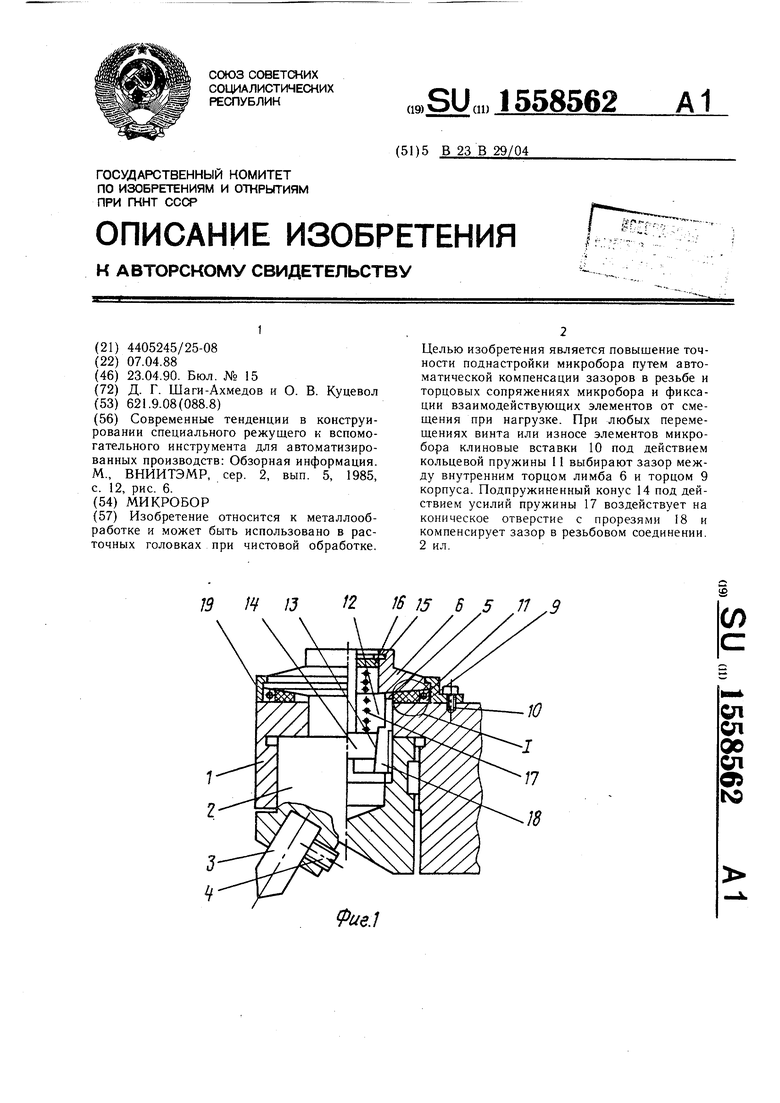
Ю 77 Фие.2
Составитель В. Жиганов
Редактор Н. БобковаТехред И. ВересКорректор В. Гирняк
Заказ 799Тираж 700Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
| Современные тенденции в конструировании специального режущего к вспомогательного инструмента для автоматизированных производств: Обзорная информация | |||
| М., ВНИИТЭМР, сер | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
