1
(21)4414113/25-08
(22)25.04.88
(46) 23.04.90. Бюл. № 15
(71)Институт сверхтвердых материалов АН УССРt
(72)Е.А.Шкуреико, В.И.Карбань, Г.И.Рудник и Г.В.Крестьянке
(53)621.93.026.3 (088.8)
(56)Патент США № 2784536, кл. 51 - 188, опублик. 1955.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОЙ БЕСКОНЕЧНОЙ ЛЕНТОЧНОЙ ПИЛЫ
(57)Изобретение относится к машиностроению и может быть использовано для изготовления алмазно-абразивного инструмента, а именно алмазных бесконечных ленточных пил для резки полупроводниковых и специальных оптических материалов. Целью изобретения является повышение стойкости режущего слоя инструмента за счет снижения величины максимальных напряжений и равномерного их распределения по длине ленты. Ленту 1 скручивают по спирали Архимеда на приспособлении 2 кассетного типа. Изоляцию мест, не подлежащих покрытию, осуществляют резиной или полистиролом 3. Затем кассету помещают в гальваническую ванну 4, а на незащищенные места корпуса ленты, подлежащие покрытию, насыпают алмаз- HbJi порошок 5. Ванну заполняют электролитом и устанавливают кольцевой анод 6. После этого производят технологический процесс покрытия ленты. 2 ил.
ся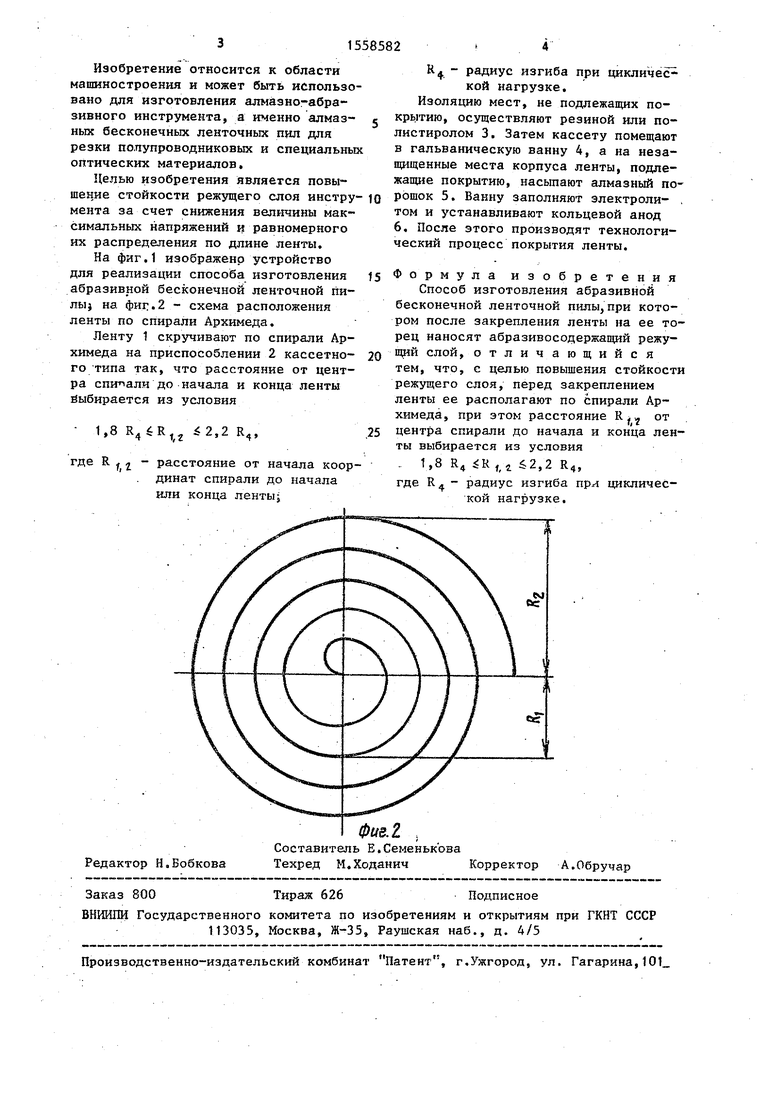
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического нанесения композиционных покрытий | 1986 |
|
SU1421811A1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНО-АБРАЗИВНОЙ ПРОВОЛОКИ | 2012 |
|
RU2545956C2 |
| СПОСОБ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2431564C1 |
| СТОЙКИЙ ОСЦИЛЛИРУЮЩИЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2279967C1 |
| Бесконечная алмазно-абразивная пила | 1980 |
|
SU963842A2 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Бесконечная алмазно-абразивная пила | 1981 |
|
SU1024250A2 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ | 2005 |
|
RU2284258C1 |
Изобретение относится к машиностроению и может быть использовано для изготовления алмазно-абразивного инструмента, а именно алмазных бесконечных ленточных пил для резки полупроводниковых и специальных оптических материалов. Целью изобретения является повышение стойкости режущего слоя инструмента за счет снижения величины максимальных напряжений и равномерного их распределения по длине ленты. Ленту 1 кручивают по спирали Архимеда на приспособлении 2 кассетного типа. Изоляцию мест, не подлежащих покрытию, осуществляют резиной или полистиролом 3. Затем кассету помещают в гальваническую ванну 4, а на незащищенные места корпуса ленты, подлежащие покрытию, насыпают алмазный порошок 5. Ванну заполняют электролитом и устанавливают кольцевой анод 6. После этого производят технологический процесс покрытия ленты. 2 ил.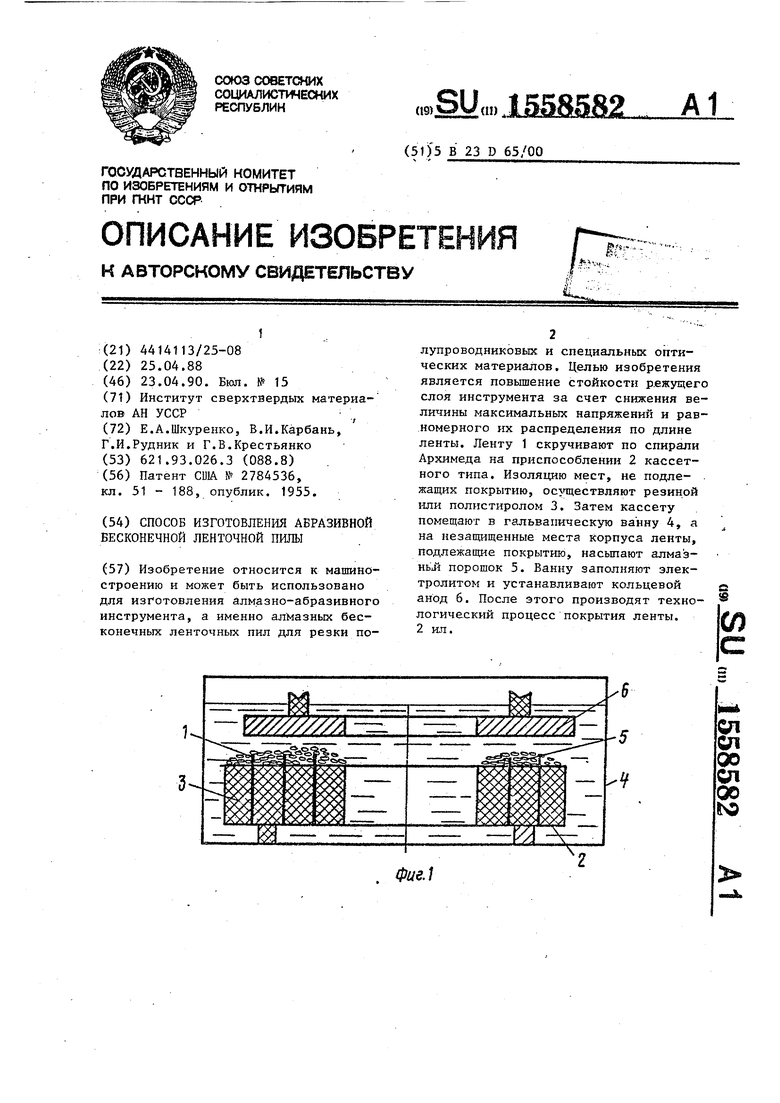
ШУ/7///Л -
у////////л-
А -5 Ч
СП
ел
00
ел
00
ю
v
фиг.}
Изобретение относится к области машиностроения и может быть использовано для изготовления алмазно-абразивного инструмента, а именно алмаз- ных бесконечных ленточных пил для резки полупроводниковых и специальны оптических материалов.
Целью изобретения является повышение стойкости режущего слоя инстру мента за счет снижения величины максимальных напряжений и равномерного их распределения по длине ленты.
На фиг,1 изображено устройство для реализации сяособа изготовления абразивной бесконечной ленточной пилы j на фиг.2 - схема расположения ленты по спирали Архимеда.
Ленту 1 скручивают по спирали Архимеда на приспособлении 2 кассетно- го типа так, что расстояние от центра спичалч до начала и конца ленты выбирается из условия
1,8 R4ЈRt/2 2,2 1Ц,
где R f j - расстояние от начала координат спирали до начала или конца ленты;
Редактор Н.Бобкова
Фив.1
Составитель Е.Семенькова
Техред М.ХоданичКорректор
5
0
5
&4 Радиус изгиба при циклической нагрузке.
Изоляцию мест, не подлежащих покрытию, осуществляют резиной или полистиролом 3. Затем кассету помещают в гальваническую ванну 4, а на незащищенные места корпуса ленты, подлежащие покрытию, насыпают алмазный порошок 5. Ванну заполняют электролитом и устанавливают кольцевой анод 6, После этого производят технологический процесс покрытия ленты.
Формула изобретения
Способ изготовления абразивной бесконечной ленточной пилы, при котором после закрепления ленты на ее торец наносят абразивосодержащий режущий слой, отличающийся тем, что, с целью повышения стойкости режущего слоя, перед закреплением ленты ее располагают по спирали Архимеда, при этом расстояние RJ от центра спирали до начала и конца ленты выбирается из условия 1,8 R4 R f/4 Ј2,2 R4, где R радиус изгиба при циклической нагрузке.
А.Обручар
