, 4j 1 & г, а
I .-- ..
77
е
Изобретение относится к гальванотехнике, 3 частности к устройствам, предназначенным для гальванического изготовления изделий с композиционным покрытием, и может быть использовано, например, при производстве алмазных ртрипсовых пил и бесконечных режущих лент. .-
Цель изобретения - повьппекие. производительности и качества изготовления длинномерных изделий.
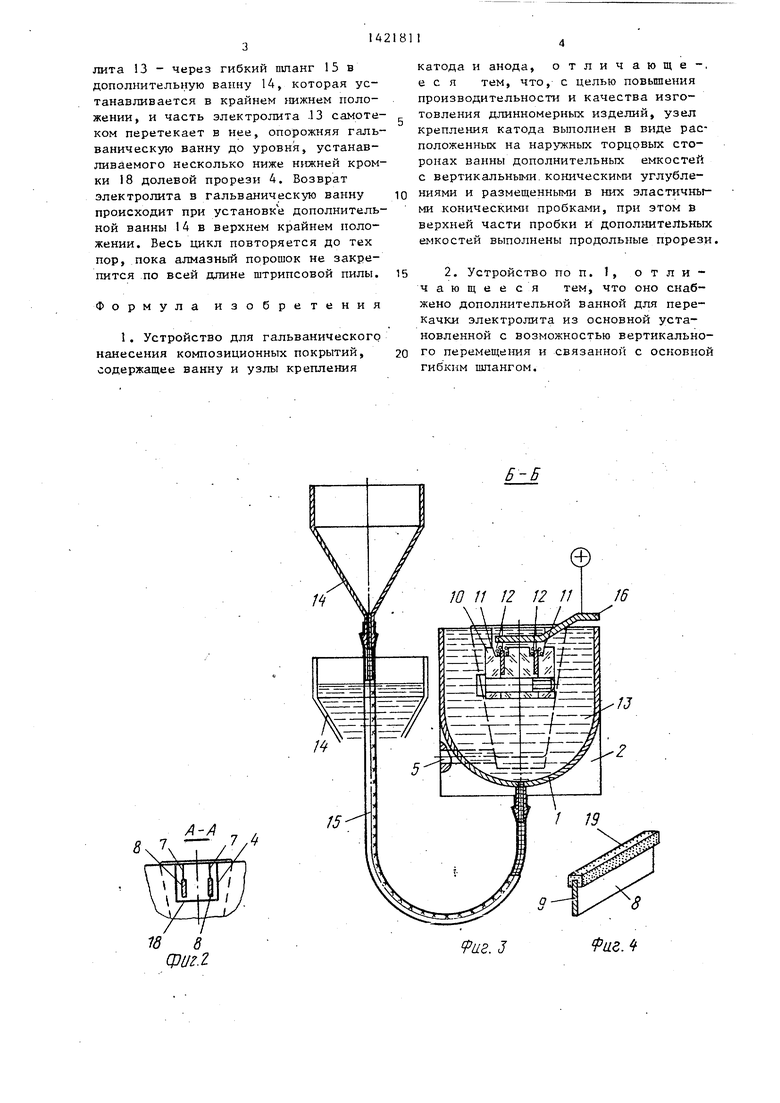
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1 поперечный, контур прорези в верхней части прилива и с пропила.ми в эластичной конической пробке; на фиг. 3 - разрез Б-Б на фиг. 1, вспомогательная ванна в рабочем положении и в положении частичной разгрузки электролита из основной гальванической ванны (последнее показано тонкими линиями); на фиг. 4- фрагмент готового изделия.
Устройство для изготовления алмазных штрипсовых пил содержит корпус гальванической ванны 1 с дополнительными емкостями 2, в которых вьтолнены конические углубления 3. В верхней части дополнительных емкостей 2 выпол нены продольные прорези- 4, а в нижней части - демонтажные отверстия 5. В ко .нических углублениях 3 размещены эла стичные конические пробки 6, в их верхней части вьтолнены продольные прорези 7, в которые устанавливаются корпуса инструментов 8, обрабатываемая часть 9 последних предварительно закрепляется в технологическом изоляционном сборном ириспособлении 10. Детали технологического приспособления 10 своими поверхностями образуют рабочие полости 1 I , в которые засыпается, алмазное сырье 12. Обрабатываемая часть 9 корпуса инструмента 8 вместе t технологическим изоляционным сборным приспособлением 10 погружены в электролит 13. Корпус гальванической ванны 1 связан со вспомогательной .ванной 4 посредством гибкого шланга 15. Погруженный в электротшт 13 подвижный анод 16 размешается в корпусе гальванической ванны 1 над рабочей частью 9 корпуса инструмента 8 (катода), к которому осуществляется подвод отрицательного потенциала от. источника тока-посредством скользяще-
го контакта I7 вне гальванической ванны.
Устройство работает следуюпсим образом.
Обрабатываемая Часть 9 корпуса инструмента В закрепляется в техноло- пгческом изоляционном сборном приспособлении 10 так. Что покрьшаемые
10 поверхности обрабатываемой части 9 размещаются в рабочих полостях 11, а непокрываемые надежно изолируются в приспособлении 10. В раскрытые продольные прорези 7 раскрепленной эла15 стичной конической пробки 6 вводятся корпуса щтрипсовых пил или ветви режущих лент, после чего эластичные конические пробки 6 забиваются в конические углубления 3 емкостей 2 так,
20 что прорези сжимаются, в результате чего корпуса инструментов В в местах закрепления герметично обжимаются, причем обжим регулируется осевым перемещением эластичных конических
25 пробок 6 в коническом углублении 3. Это дает возможность герметично за- крепля.ть корпуса инструментов достаточно широкого диапазона толщин. Далее подводится анод 16 и начинается
30 гальванический процесс осаждения только металла, в частно,сти никеля (наращивание подложки).
Следующий технологиче ский этап - закрепление алмазного порощка на режущих кромках инструмента. При отведенном аноде 1 6 в рабочие поло.сти 1 1 технологического приспособления 10 за засыпают требуемое количество алмазного сырья 12. При вновь .подведенном аноде 16 происходит процесс закрепления алмазного порощка на корпусе инструмента 8 и создание,режущей алмаз-- ной кромки 19 на части длины инструмента. В последующем производятся быстрые перезакрепления обрабатьшаемык корпусов инструментов 8 Б указанном порядке. При этом расклинивание эла-, стичных конических пробок. 6 производится или механическим путем, или подачей в демонтажные отверстия
50 5 сжатого воздуха, а съем технологического приспособления 10 - путем отворота скрепляющих болтов максимум на пол-оборота.
55 Перед каждым перезакреплением корпусов инструмента 8 производится с целью предупреждения вытека:ния электролита 13 через края ванны и продольные прорези 4, а откачка электро35
40
45
лита 13 - через гибкий пшанг 15 в дополнительную ванну 14, которая устанавливается в крайнем нижнем положении, и часть электролита .13 самотеком перетекает в нее, опорожняя гальваническую ванну до уровня, устанавливаемого несколько ниже нижней кромки 18 долевой прорези 4. Возврат электролита в гальваническую ванну происходит при установке дополнительной ванны 14 в верхнем крайнем положении. Весь цикл повторяется до тех пор, пока алмазный порошок не закрепится по всей длине штрипсовой пилы.
Формула изобретения
1. Устройство для гальванического нанесения композиционных покрытий, 20 содержащее ванну и узлы крепления
катода и анода, отличающе-, е с я тем, что, с целью повышения производительности и качества изготовления длинномерных изделий, узел крепления катода выполнен в виде расположенных на наружных торцовых сторонах ванны дополнительных емкостей с вертикальными, коническими углублениями и размещенными в них эластичными коническими пробками, при этом в верхней части пробки и допол1-штеЯьных емкостей выполнены продольные прорези.
2. Устройство по п. 1, о т л и чающееся тем, что оно снабжено дополнительной ванной для перекачки электролита из основной установленной с возможностью вертикального перемеще1адя и связанной с основной гибким шлангом.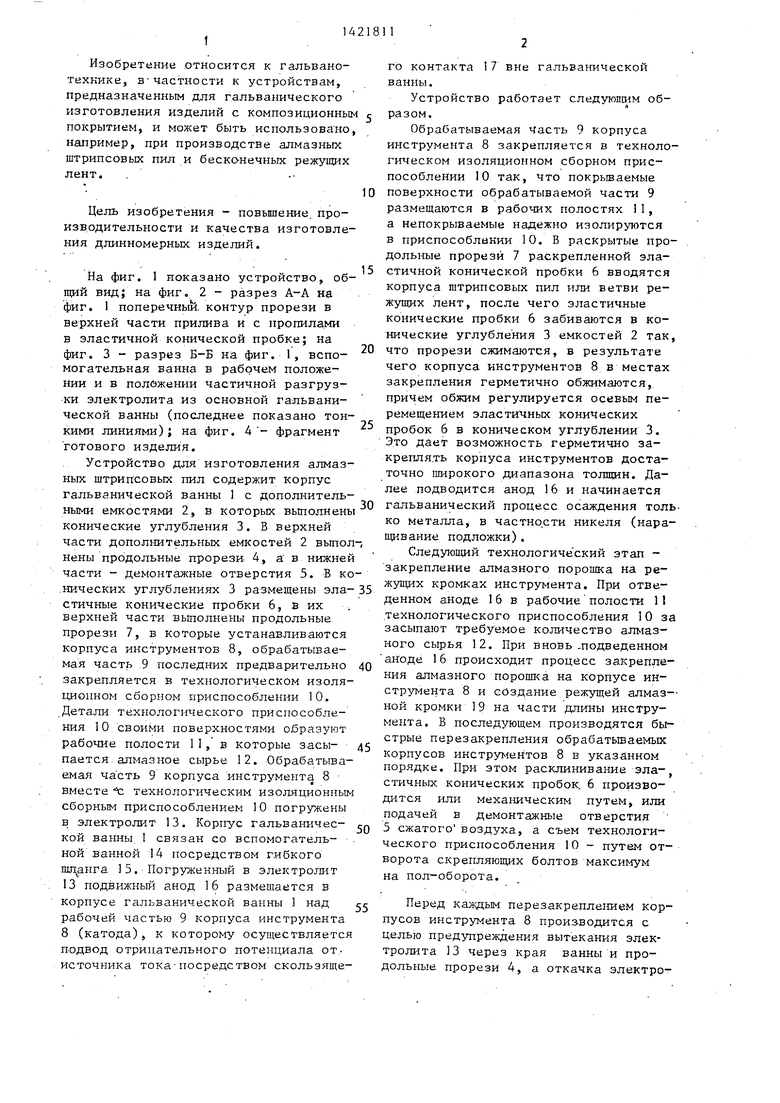
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванического нанесения композиционных покрытий | 1988 |
|
SU1601206A1 |
| Способ изготовления абразивной бесконечной ленточной пилы | 1988 |
|
SU1558582A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| СПОСОБ НАНЕСЕНИЯ ХИМИЧЕСКИХ И ЭЛЕКТРОХИМИЧЕСКИХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1997 |
|
RU2118411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1992 |
|
RU2031982C1 |
| Электролит для электрохимического осаждения композиционного медного покрытия для радиоэлектроники | 2019 |
|
RU2734213C1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
Изобретение относится к гальванотехнике, в частности к устройствам для гальванического нанесения композиционных покрытий. Цель изобретения - повышение производительности и качества изготовлеьшя длинномерных изделий. Устройство содержит ванну 1, на наружных боковых сторонах которой выполнены дополнительные емкости .2. В последних вьшолнены конические углубления 3 с продольными прорезями 4, проходящими Через емкость и стенку ванны. В коническом углублении установлены эластичные пробки 6, также имеющие продольные прорези 7. Корпус инструмента 8 металлическая лента закрепляется в приспособлении 10, изолирующем не покрьшаемые алмазом поверхности, а концевые участки ленты пропускаются через прорези-в стенке, приливе и пробке. Пробку 6 забивают в углубление так, что она плотно охватьшает ленту и перекрьта- ет прорези в емкости и стенке ванны от вытекания элбктролита. Кроме того, устройство снабжено дополнительной ванной 14, имеющей возможность вертикального перемещения для частичного слива электролита при замене металлической ленты. 1 з.п. ф-лы, 4 ил.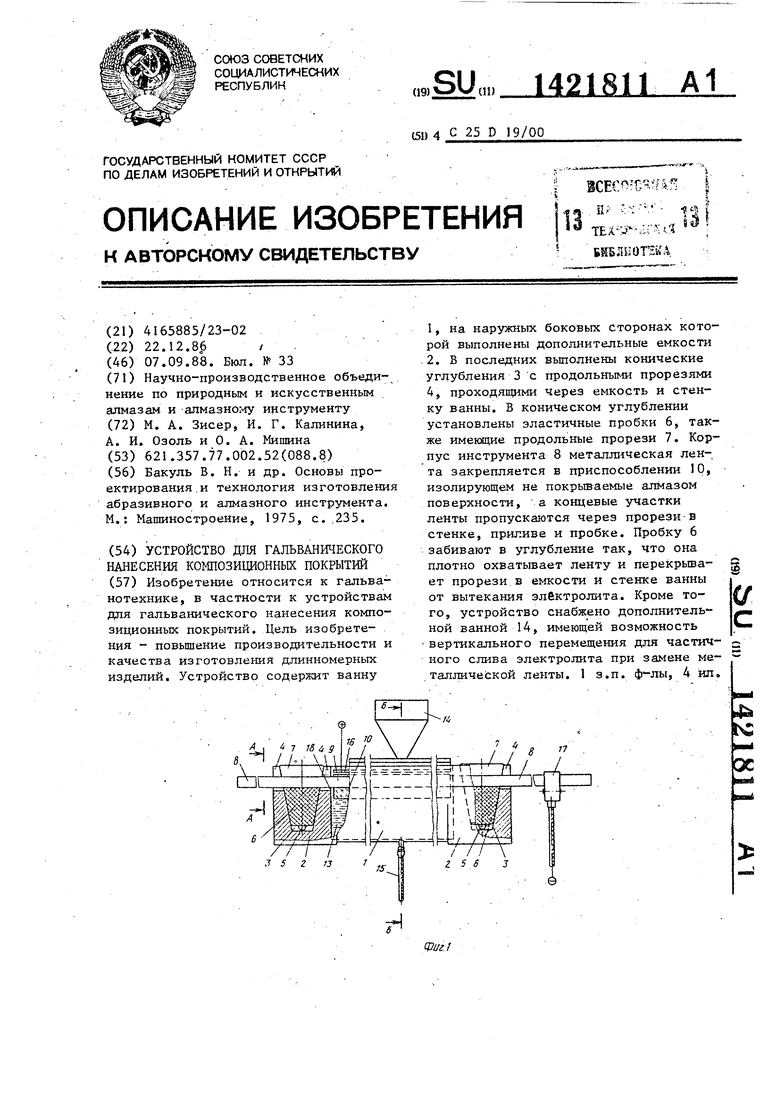
15
Б-Б
/6
8
иг. J
агЛ
| Бакуль В | |||
| Н | |||
| и др | |||
| Основы проектирования .и технология изготовления абразивного и алмазного инструмента | |||
| М.: Машиностроение, 1975, с.,235. |
