Изобретение относится к сварочному производству и может быть использовано для санитарно-гигиенической оценки сварочных материалов в процессе
сварки как источников образования сварочных аэрозолей (СА), а также для выбора оптимальных в гигиеническом отношении режимов сварти в пределах технологически целесообразного диапазона значений силы тока и напряжения.
Целью является повышение эффектив- ности оценки и гигиенической оптимизации режимов сварки.
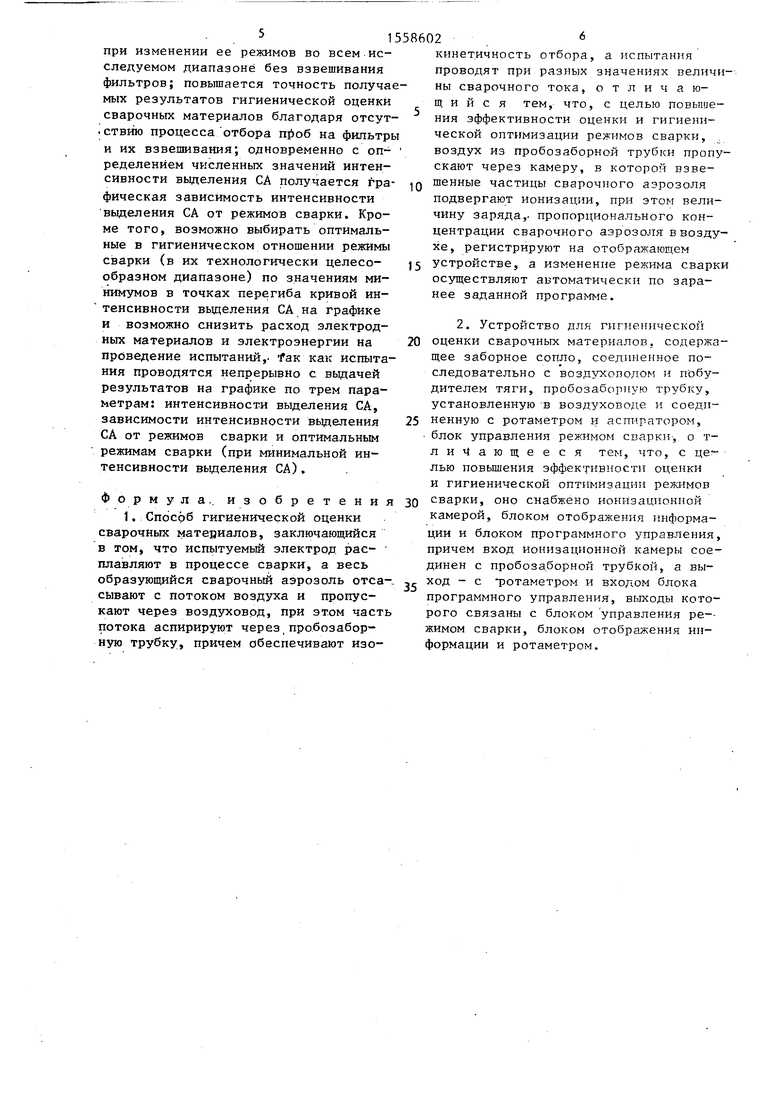
На фиг. 1 представлена блок-схема устройства для гигиенической оценки сварочных материалов; на фиг. 2 - график зависимости интенсивности выделения СА при механизированной сварке в защитной среде С0г стали Ст.З сп проволокой СВ-08Г2С $1,6 мм.
Способ осуществляется следующим образом.
Испытуемый электродный материал (покрытые электроды, электродные проволоки и др.) расплавляют в процессе сварки, при этом отсасывают весь выделяющийся СА и пропускают через воздуховод. Часть потока аспирируют через пробозаборную трубку, причем обеспечивают изокинетичность отбора. Испытания проводят при разных значе- ниях величины сварочного тока.Воздух из пробозаборной трубки пропускают через камеру в которой взвешенные в нем частицы СА подвергают ионизации Величину электрического заряда, про- порциональную концентрации СА в воздухе, регистрируют на отображающем устройстве, а изменение величины сварочного тока осуществляют автоматически по заранее заданной програм- ме.
Устройство для гигиенической оценки сварочных материалов (фиг.О состоит из сопла t, в проеме которого установлен сварочный инструмент с испытуемым электродом 2, связанный с блоком 3 управления режимом сварки Заборное сопло 1 с помощью воздуховода 4 соединено с воздуховодом 5, в котором установлена пробозаборная трубка 6 и прибор 7 для замера скорости потока воздуха. Воздуховод 5 через воздуховод 8 соединен с побуди- . телем 9 тяги.
К пробозаборной трубке 6 подсоеди нены последовательно ионизационная камера 10, ротаметр 11, аспиратор 12 Выход ионизационной камеры 10 соединен, кроме того, с входом блока 13 программного управления, выходы кото рого связаны,с блоком 14 отображения информации 14, блоком 3 управления режимами сварки и ротаметром 11.
Устройство работает следующим образом.
Одновременно с началом сварочного процесса при помощи сварочного инструмента с испытуемым электродом 2 включают побудитель 9 тяги, аспиратор 12 и согласно программе, заложенной в блоке 13 программного управления, изменяют плавно-ступенчато либо плавно режим сварки (силу сварочного тока) через блок 3 управления режимом сварки. Образующийся в процессе сварки (наплавки, резки) под заборным соплом 1 СА, благодаря разрежению, создаваемому побудителем 9, транспортируется через воздуховходы 4,5 и 8. В воздуховоде 5 создается ламинарное течение потока воздуха, скорость которого измеряется прибором 7. Ламинарное течение обеспечивается выбором соответствующего диаметра воздуховода либо расходом отсасываемого воздуха. Аспиратор 1-2 обеспечивает всасывание СА с воздухом через пробозаборную трубку 6 в ионизационную камеру 10, в которой частицы СА ионизируются, а величина их суммарного электрического заряда пропорциональна весовой концентрации СА в потоке воздуха, которая регистрируется на блоке 14 отоб- ражения информации. По значениям минимумов (минимума) на кривой концентраций СА, отображаемой в зависимости от силы сварочного тока, выбирается оптимальный в гигиеническом отношении режим сварки. Например, процесс сварки в защитной среде С04 с использованием проволоки Св-08Г2С диаметром 1,6 мм сопровождается минимальной интенсивностью выделения GA при значениях силы сварочного тока 390 А (220 мг/мин), несколько большей при силе тока 140 А (320 мг/мин), а максимальной - при силе тока 330 А (78р мг/мин).
Таким образом, значение силы тока 390 А является наиболее оптимальным в гигиеническом отношении в пределах технологически целесообразных режимов сварки.
Предлагаемое техническое решение обладает следующими преимуществами: сокращается время проведения гигиенической оценки (гигиенических испытаний) каждой марки электродного материала, так как получение искомых гигиенических характеристик осуществляется в процессе непрерывной сварки
при изменении ее режимов во всем исследуемом диапазоне без взвешивания фильтров; повышается точность получаемых результатов гигиенической оценки сварочных материалов благодаря отсут- .ствию процесса отбора проб на фильтры и их взвешивания; одновременно с оп- ределением численных значений интенсивности выделения СА получается графическая зависимость интенсивности выделения СА от режимов сварки. Кроме того, возможно выбирать оптимальные в гигиеническом отношении режимы сварки (в их технологически целесообразном диапазоне) по значениям минимумов в точках перегиба кривой интенсивности выделения СА на графике и возможно снизить расход электродных материалов и электроэнергии на проведение испытаний,- faK как испытания проводятся непрерывно с выдачей результатов на графике по трем параметрам: интенсивности выделения СА, зависимости интенсивности выделения СА от режимов сварки и оптимальным режимам сварки (при минимальной интенсивности выделения СА).
Формула изобретения
1. Способ гигиенической оценки сварочных материалов, заключающийся в том, что испытуемый электрод расплавляют в процессе сварки, а весь образующийся сварочный аэрозоль отсасывают с потоком воздуха и пропускают через воздуховод, при этом часть потока аспирируют через,пробозабор- ную трубку, причем обеспечивают изокинетичность отбора, а испытания проводят при разных значениях величины сварочного тока, отличающийся тем, что, с целью повышения эффективности оценки и гигиенической оптимизации режимов сварки, воздух из пробозаборной трубки пропускают через камеру, в которой взвешенные частицы сварочного аэрозоля подвергают ионизации, при этом величину заряда,- пропорционального концентрации сварочного аэрозоля в воздухе, регистрируют на отображающем
5 устройстве, а изменение режима сварки осуществляют автоматически по заранее заданной программе.
0
5
0
5
2. Устройство для гигиенической оценки сварочных материалов, содержащее заборное сопло, соединенное последовательно с воздуховодом и побудителем тяги, пробозаборпую трубку, установленную в воздуховоде и соединенную с ротаметром и аспиратором, блок управления режимом сварки, о т- личающееся тем, что, с лью повышения эффективности оценки и гигиенической оптимизации режимов сварки, оно снабжено ионизационной камерой, блоком отображения информации и блоком программного управления, причем вход ионизационной камеры соединен с пробозаборной трубкой, а выход - с ротаметром и входом блока программного управления, выходы которого связаны с блоком управления режимом сварки, блоком отображения информации и ротаметром.
то sm
$ю
г
son
40)
эео zoo
Фие.1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ СВАРОЧНОГО АЭРОЗОЛЯ | 2017 |
|
RU2664382C1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| АВТОМАТИЧЕСКИЙ ИЗОКИНЕТИЧЕСКИЙ ПРОБООТБОРНИК АЭРОЗОЛЕЙ | 2007 |
|
RU2349893C1 |
| Способ подавления сварочного дыма при сварке в среде защитных газов и устройство для его осуществления | 1985 |
|
SU1288009A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И АНАЛИЗА ИОНОВ АНАЛИТА | 2007 |
|
RU2346354C1 |
| Горелка для электродуговой сварки | 1976 |
|
SU653054A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1278147A1 |
| Струйный преобразователь концентрации аэрозолей | 1982 |
|
SU1022006A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ СКЛОННОСТИ ИСКОПАЕМЫХ УГЛЕЙ К САМОВОЗГОРАНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2509212C1 |
| ГЕНЕРАТОР СУХИХ АЭРОЗОЛЕЙ | 2015 |
|
RU2614706C1 |
Изобретение относится к сварочному производству, в частности к способу гигиенической оценки сварочных материалов и устройству для его осуществления. Цель изобретения - повышение эффективности оценки и гигиенической оптимизации режимов сварки. Процесс сварки испытуемым сварочным электродным материалом проводят непрерывно при изменении силы сварочного тока, при этом регистрируют интенсивность выделения сварочного аэрозоля /СА/. Оптимальные в гигиеническом отношении режимы сварки устанавливают по минимальным уровням интенсивности выделения СА. Устройство для осуществления способа содержит заборное сопло, соединенное последовательно с воздуховодом и побудителем тяги, прибор для замера скорости потока воздуха. Пробозаборная трубка установлена в воздуховоде и соединена с ротаметром и аспиратором. Блок управления режимом сварки связан со сварочным инструментом, в котором закреплен испытуемый электрод. Аспиратор обеспечивает всасывание СА с воздухом в ионизационную камеру, при этом на блоке регистрируется величина суммарного заряда, пропорционального весовой концентрации СА. Вход ионизационной камеры соединен с пробозаборной трубкой, а выход - с ротаметром и входом блока программного управления. Три выхода блока программного управления соединены с блоком управления режимом сварки, блоком отображения информации и ротаметром. По значениям минимумов на кривой концентрации, отображаемой в зависимости от сварочного тока, выбирают оптимальный в гигиеническом отношении режим сварки. 2 с.п. ф-лы, 2 ил.
| Методы оценки производственной среды промышленных предприятий | |||
| - М.: Медицина, 1980, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
