(54) ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ


| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Горелка для электродуговой сварки в защитных газах | 1978 |
|
SU766784A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Горелка для дуговой сварки в защитных газах | 1981 |
|
SU1007874A1 |
| Горелка для электродуговой сварки | 1987 |
|
SU1444110A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1342645A1 |
. I
, Изобретение относится к области сварочного производства, а именно к конструкции устройств для электродуговой сварки.
Известна горелка для электродуговой сварки, содержащая корпус, токоПОДВОДЯ1ЦИЙ наконечник и сменное газовое сопло 1 ,
Однако в такой горелке отсутствует устройство для и зменения вылета электродной проволоки.
Известна также горелка для электрдуговой сварки плавящимся электродом содержащая изолированное сопло с расположенным внутри него токоподводящим корпусом, в котором закреплено устройство для обеспечения необхоДимогь вылета электродной проволоки. 2 .
Однако отсутствие в конструкции устройства для удаления сварочного аэрозоля из зоны его образования приводит к необходимости общеобменной и местной вентиляции, эффективность которых мала, так как, улучшая общие условия на сварочном участке, они недостаточно хорошо удаляют сварочный аэрозоль из зоны дыхания сварщика. Это приводит к снижению производительности рабочих и способствует развитию профессиональных заболеваний.
Кроме того, устройство обвдеобменной и местной вентиляции требует больших материальных затрат из-за необходимости перемещения больших объемов воздуха.
Наиболее близким решением к изобретению является горелка для электродуговой сварки, содержащая корпус с укрепленными на нем внутренним и развальцованным с торца наружными соплами, образующими между собой кольцевой Зазор, а также вытяжное устройство 3 .
Указанная горелка хотя и удаляет аэрозоль из зоны сварки, но не гарантирует его-полного отсоса, что влияет на качество сварки.
Целью изобретения является повышение качества сварки путем улучшения отсоса аэрозоля из зоны сварки.
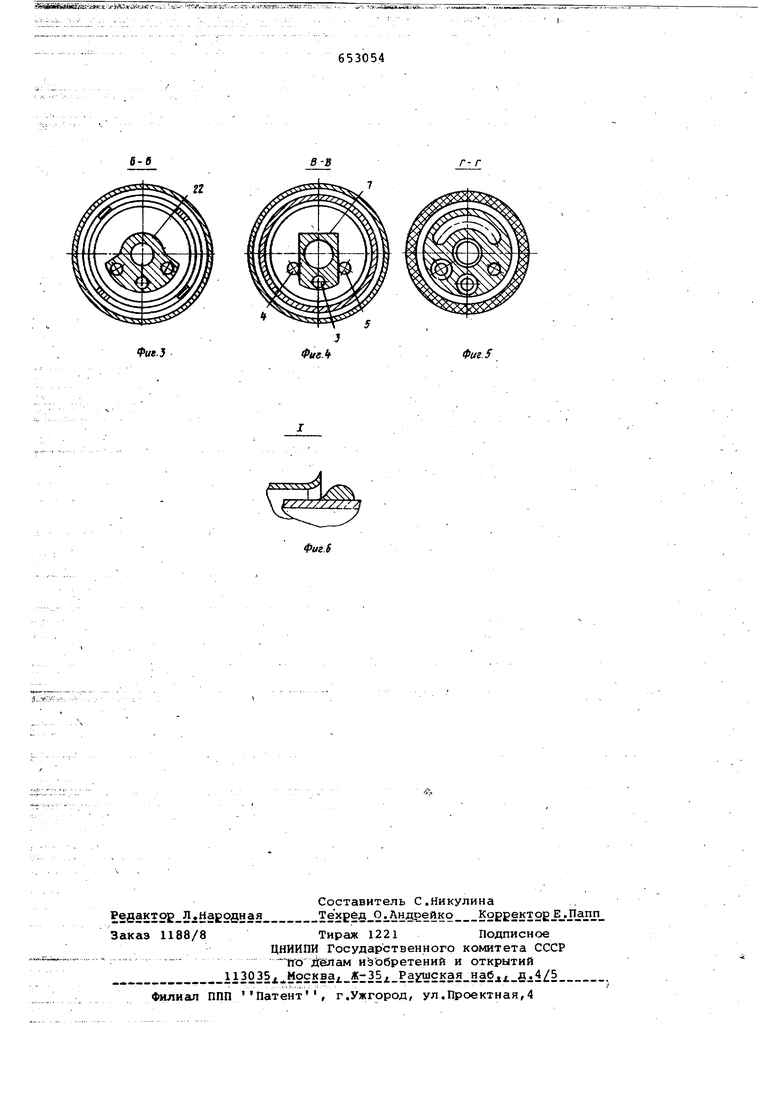
Это достигается тем, что горелка снабжена уквепленным на наружной поверхности внутреннего сопла формируюпшм поток аэрозоля кольцом, наружная noBeiJixHooTb которого образова1 а сопряжением обратных дуг, радиус одной из которых со стороны торца горелки равен учетверенной величине-ч 3кольцевого зазора между соплами,pa диус другой -0,4 диаметра наружног сопяа, а Вйсйта:,,кольца 1-Ж величинам зазора между соплa lИi, при этом развальцовка на торце наружного сопла выполнена радиусом, равным 0,4 диам ;раНаружного сопла, а внутреннее сопло выступает из йарУжного.на ., величину, равную 0,6-1,0 дигшетра. внутреннего оопла,, . fja фиг, 1 изображена горелка для электродуговой сварки, общий вид; на фиг. 2- разрез /Г-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1;; на фиг, 4 - разрез В-В на фиг. 1; ; на фиг, 5 - .разрез Г-Г на фиг. 1;-. на фиг. б - узел 1 на фиг.Г. Горелка для электродуговой сварки содержит корпус 1, в котором вы полнены канал 2 для прохождения электродной проволоки, канал 3 для подачи газа, канал 4 для подачи охлаждающей жидкости, канал 5 для слива воды, кольцевая проточка б с яысками 7 и кольцевая проточка 8. На корпусе укреплено внутреннее сопло 9, сетка 10, образующая с про точкой 8 газювую камеру, и резиновы кодьда 11. В рассверловках каналов 2-4 закреплены трубки 12. Для- обеспечения необходимого вылета э лекТродной проволоки горелка снабжена узлом 13, закрепленным на корпусе горелки ео стороны зоны сварки. . .. - . . - - На противоположной стороне корпу са укреплена вытяжная камера, выпол ненная в виде кожуха 14 из йзолЯцио ногх)материала, втулки 15 и оболочки 16, а также наружное сопло 17. Яа наружной поверхности внутреннего сопла укреплено формирующее поток аз розоля кольцо 18, наружная поэерх .HocTb. которого образована сопряже-; нием обратных дуГг радиус R одной из которых paBieH учетверенной велич не кольцевого saisopa Q- между сопЛаМи, радиус R другой - равен 0,4 ди аметра & наружного сопла, а высота кольца 1-3 величинам .зазора между . соплами. Развальцовка на торце наружногр сопЛа выполнена радиусом f равным 0,4 диаметра наружного сопла. Внутреннее сопло вйступает яЭ ааружНОго на величину равную 0,61,0 диаметра внутреннего сопла,, .. Принятые соотношения размеров определены длительными многократными экспериментамИ(, направленными на изучение качества защиты сварочной дуги и поведения струи, втягиваемой в пространство между соплами. При этом наблюдали за струей подкрашенного углекислого газа„ истекающей из внутреннего сопла 9, а также за качеством отсоса аэро-. золя при сварке. .:.Г Предложенные соотношения размеро выбраны как обеспечивающие наиболь653054Шую скорость потока и наибольшее количество отсасываемого аэрозоля. Благодаря этому обеспечивается самый длинный факел эжектируёмогр всасываемого аэрозоля, вследствие чего практически весь аэрозоль, образующийся при сварке, втягивается в пространство между соплами и уда :яетйя иэ зоны его образования . ЕСЛИ развальцовку На наружном сопле выполнять меньшим радиусом, то увеличится пло14адь зазора между соплом и кольцом. В результате этого уменьшится скорость всасываемого воздуха, укоротится факел тазОвОго потока, поэтому не весь аэрозоль будет удаляться..- -;-.; /:;.. : . При увеличении радиуса рйзвальцовки на сопле 17 уменьшается площадь зазо)а между соплом и кольцом, вследствие чего количество эжектируёмого (отсасываемого) аэрозоля снизится. Форма кольца выбрана с ;целью обеспечения ламинарного потока при входе аэрозоля в зазор между соплами. В частности, при принятой наименьшей вйсоте кольца еще исключается втягивание в метссопловое njpbcTpaHCTBO защитногр газа до выполнения им предназначенных функций защиты дуги. . , . Ограничение высоты ,колЬца принято с целью получения конуса факела наименьшего диаметра у его основггния. При дольшей высоте кольца диаметр конуса факела в основании увеличибается, следовательнр, для удаления аэрозоля необходим побудитель тяги большей мощности, что нерационально. При приближении кромки наружного сопла к KpPMke внутренне:го сопла на расЬтоянйе Менее, чем 0,6 диаметра внутреннего сопла наблюдаются ера-, вы потока защитного газа из-за чегр возникает опасность порОЬбразова;ния в швах. При увеличении расстояния меж, TOpitaiiK; соцел увеличивается длина факела, следовательно, для удаления необходимого количества ... ;аэрозоля потребуется увеличить мощность побудителя тяги,Работа устройства осуществляется еледуккцим образом.. , . . При соприкосновении электродной проволоки со свариваемым изделием возникает дуга. Через канал 3, газовую камеру и сетку 10 в зону сваркйпР,цают защитный газ Возникающий во время сварки аэрозоль отсасивают из зоны горения дуги через л крльцевой зазор, образованный внут-. ренним и наружным соплами, кольцевую проточку 19, каналы 20 и 21, камеру 22f в которой аэрозоль охлаждают, и трубку 23. :..- . . . ;. . Для удобства ремонта и замены быстроизнашивающихся деталей гореЛки наружное сопло выполнено съемным. Центррвка наружного сопла относительио внутроинего осуществляется при помощи трех или §алее точечных вмятин, симметрично выи1тампованных в иаружном сопле, либо при помощи распорок, установленных на внутренем или наружном сопле. Фиксация по|ложения внутреннего сопла осуществляется путем установки его до упора в кожух 14 выступами в сопле, полученными, например, фрезеровкой.
Данная горелка для электродуговой сварки обеспечивает высокое качество сварных Соединений, значительно улучшает гигиенические условия на сварочных участках, исключает условия для .профессиональных заболеваний рабочих, что весьма важно при работе со сварочными веществами, содержащими токсичные вещества (хром, марганец и др.). Применение горелки позволяет исключить материальные затраты на устройства общеобменной вентиляции.
Формула изобретения
Горелка для электродуговой сварки, содержащая корпус с укрепленными на нем внутренним и развальцованным с торца наружными соплами, образуюHf
«esfa
Н Ч-1
-у т
щими между собой кольцевой зазор, а также вытяжное устройство, о т л ич а ю m а я с я тем, что, с целью повьлиения качества сварки путем улучшения отсоса аэрозоля из зогш сварки, она снабжена укрепленным на наружной поверхности внутреннего сопла формирующим поток аэрозоля кольцом, наружная поверхность которого образована сопряжением обратных дуг, радиус одной из которых со стороны торца горелки равен учетверенной величине кольцевого зазора между соплами, радиус другой - 0,4 диаметра наружного сопла, а высота, кольца 1-3 величинам зазора между соплами, при этом развальцовка на торце наружного сопла выполнена радиусом, равным 0,4 диаметра наружного сопла, а внутреннее сопло выступает из наружного на величину, равную 0,6 - 1,0 диаметра внутреннего сопла
0
Источники информации, принятые во внимание при экспертизе
5
: 2. Авторское свидетельство СССР № 47611, кл. В 23 К 9/00, 1973.
/ / К
В
9 3
JV,visssA-.vLo
о
к ю ( го
г
653054
гг
