tf
(Л
4
О
to
4
использования в качестве защитной среды части отсасываемых сварочных дымов. Лопатки 25 и 26, вращаясь вместе с соплами 3 и 4, засасывают сварочные аэрозоли в полость сопла 4, Часть сварочного аэрозоля через отверстия 17 поступает в канал мундшту- ,ка 1 для подачи защитного газа и вместе с защитным газом подается в зону сварки для защиты сварочной ванны. Регулируя углы наклона лопаток 25 и 26 и скорость вращения сопел 3 и 4,
регулируют интенсивность отсоса сварочных аэрозолей. Вращакнциеся лопатки 25 и 26 разбивают брызги расплавленного металла. Это препятствует засорению полости сопла 4. Лопатки 27 при вращении с соплом 4 создают направленный к поверхности свариваемого изделия 32 кольцевой воздушный поток 33, который служит заградительным барьером для выхода сварочных аэрозолей из зоны отсоса. 5 з.п. ф-лы. 5 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для дуговой сварки в защитных газах | 1987 |
|
SU1488154A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Горелка для дуговой сварки в защитных газах | 1987 |
|
SU1461599A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1342645A1 |
| Горелка для электродуговой сварки | 1987 |
|
SU1444110A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |

Изобретение относится к дуговой сварке плавящимся электродом в защитных газах и может быть использовано в различных отраслях промышленности при автоматической и полуавтоматичес- кой сварке.
Целью изобретения является сокращение времени на техническое обслуживание горелки путем сншсения степени забрызгивания полости сопла для отсо- са сварочных аэрозолей, повьшенне эффективности отсоса сварочных аэрозолей и экономия защитного газа путем использования в качестве защитной среды части отсасываемых сварочных : дымово
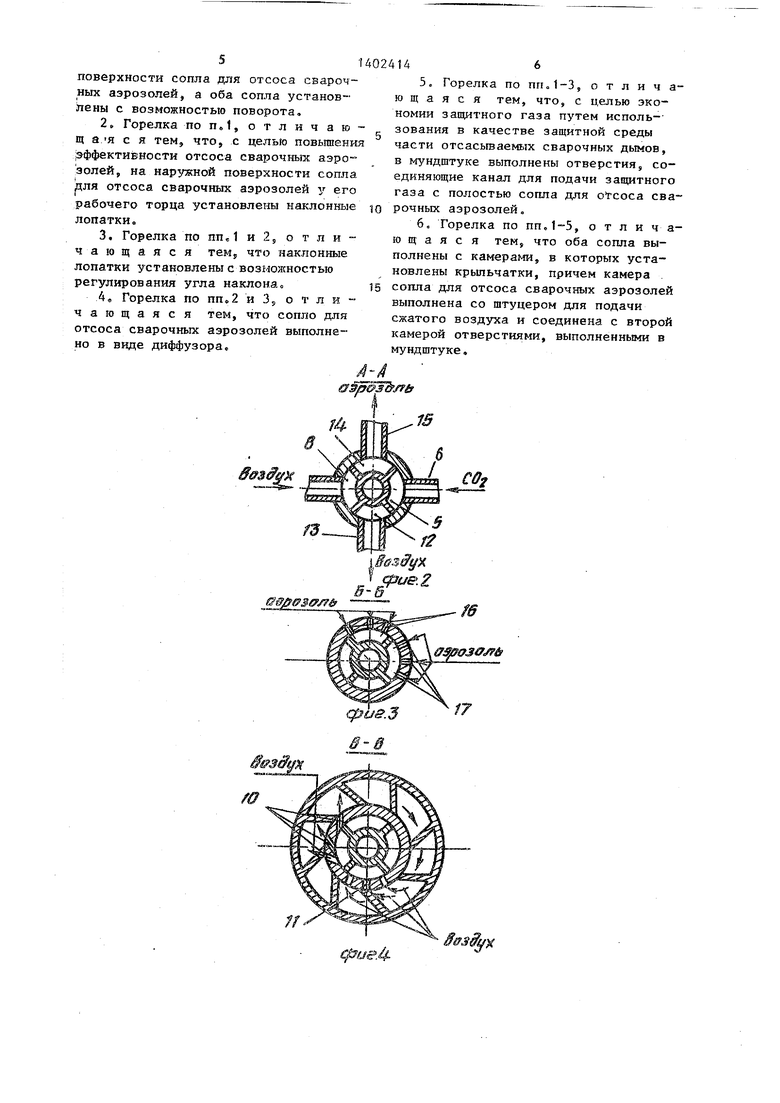
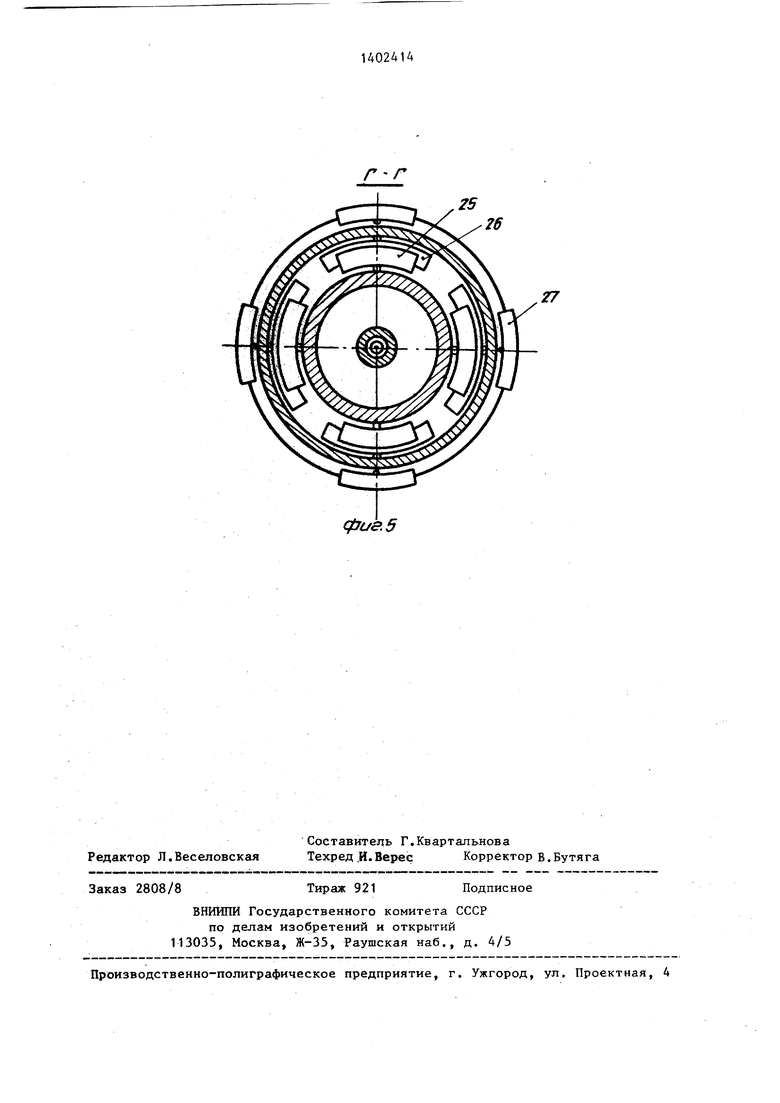
На фиг.1 показана горелка, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на 4Mri1i на фиг.4 - разрез В-В на фиг.1-, на фиг.5 - разрез Г-Г на :фиг.1,
; Горелка состоит из мундштука 1 с установленньпда на нем подшипниками 2 скольжения, на которых закреплены сопло 3 и сопло 4 отсоса с возможностью их вращения относительно мундштука 1 .
В корпусе мундштука 1 вьтолнены четыре продольных канала: канал 5 совместно со штуцером 6 и отверстиями 7 в нижней части мундштука 1 жит для подачи защитного газа в зону сварки, через канал 8, соединительную трубку 9 и отверстия 10 сжатый воздух подается для вращения сопла 3 после чего воздух через отверстия 11 канал 12 и выходной штуцер 13 выходит в систему вентиляции; канал 14 сов
5
0
0 5
5
местно со штуцером 15 и отверстиями 16 служит для удаления сварочных аэрозолей в систему вентиляции. В мундштуке 1 имеются дополнительно отверстия 17 для введения сварочных аэрозолей в полость 5 подачи защитного газа.
Приводы вращения сопла 3 и сопла 4 отсоса выполнены в виде воздушно- газовьк турбин, в качестве ротора которых используются сопла 3 и 4 с крьшьчатками 18 и 19 в их верхней части и камерами 20 и 21, образованными корпусами 22 и 23 и верхними торцами сопел 3 и 4. Крьшьчатки 18 и 19 жестко сзяэатл с соплами 3 и 4 соответственно.
В корпусе 23 имееются штуцер 24 для подвода сжатого воздуха в камеру 21 вращения крыпьчатки 19 совместно с соплом 4 отсоса.
На наружной поверхности сопла 3, а также на наружной и внутренней поверхностях сопла 4 отсоса установлены наклонные лопатки 25-27 соответственно с возможностью регулирования угла их наклона путем поворота во втулках 28-30.
Рор|елка работает следукщим образом.
Через штуцер 6, канал 5 и отверстия 7 в мундштуке 1 защитный газ подается в зону сварки.
После возбуждения дуги 31 сжатый воздух или газ подается через штуцер 24 в камеру 21 и начинает вращать крыльчатку 19 вместе с соплом 4 отсоса. Отработанный воздух или газ камеры 21 через соединительную трубку
14
9, полость 8 и отверстия 10 попадает в камеру 20 и приводит во вращение крыльчатку 18 совместно с соплом 3. Из камеры 20 отработанный воздух или газ поступает через отверстия 11 и полость 12 в мундштук 1, а также через отводящий штуцер 13 - в систему вентиляции.
Лопатки 25 и 26, вращаясь, засасы вают сварочные аэрозоли в полость сопла 4 отсоса. Часть сварочного аэрозоля через отверстия 17 поступает в канал 5 мундштука 1 и вместе с защитным газом подается в зону сварки для защиты сварочной ванны. Остальна часть сварочных аэрозолей через отверстия 16 поступает в канал 14 мундштука 1, откуда через трубку 15 отводится в систему вентиляции.
Изменяя углы наклона лопаток 25 и 26, а также скорость вращения сопел 3 и 4, можно регулировать интенсивность отсоса сварочных аэрозолей и
.процентное содержание последних в за- 25 сварочного аэрозоля, а также исклющитном газе, поступающем в зону дуги. Кроме того, вращение сопел 3 и 4 препятствует засорению полости между ними брызгами электродного металла, так как вращающиеся лопатки 26 и 27 разбивают брызги и отталкивают их в зону сварки.
Лопатки 27 при вращении совместно с соплом 4 создают направленный к свариваемой поверхности изделия 32 кольцевой воздушньй поток 33, который служит заградительным барьером для выхода сварочных аэрозолей из зоны отсоса в окружающую атмосферу. Диф- фузорная форма нижней части сопла 4 отклоняет кольцевой воздушный поток 33 по образулощей поверхности диффузора под углом, препятствующим ттодсосу воздуха в зону отсоса. Лопатки на
наружной поверхности сопла 4 установ- g и наружное сопло для отсоса сварочных аэрозолей с установленным в нем завихрителем, мзтдштук с каналом для направления плавящегося электрода и каналом для подачи защитного газа, отличающаяся тем, что, с целью сокращения времени на техническое обслуживание горелки путем снижения степени эабрызгивания полос ти сопла для отсоса сварочных аэрозолей и повышения эффективности отсо са, завихритель выполнен в виде, наклонных лопаток, установленных на нар жной поверхности сопла для подачи защитного газа и на внутренней
лены так, что производят нагнетание окружающего воздуха к поверхности свариваемого изделия, образуя воздушный кольцевой барьер, препятствующий выходу сварочного аэрозоля из зоны сварки в окружакхцую атмосферу.
Эффективность отсоса аэрозоля регулируется в зависимости от режима сварки путем изменения скоростей вращения сопел, углом наклона лопаток.
Устранение забрызгивания полости сопла 4 достигается тем, что брызги электродного металла, попадая на поверхность вращающихся лопаток, разбигазом подается
ваются на мелкие частицы, которые отталкиваются затем от них и попадают в зону сварки.
Уменьшение расхода защитного газа достигается тем, что часть сварочных дымов поступает через каналы в мундштуке из сопла 4 отсоса в канал подачи защитного газа и вместе с защитным
в зону сварки для защиты металла шва„ При этом представляется возможным сократить расход защитного газа до 30%.
Применение предложенной конструкции горелки позволяет осуществить эффективный отсос сварочного аэрозоля из зоны сварки за счет создания в зоне отсоса направленного потока аэрозоля в полость сопла отсоса и заградительного воздушного барьера, пре- пятствз кщего проникновению аэрозоля в окружающую атмосферу, снизить расход защитного газа за счет частичного использования в его составе паров
чить время на очистку полости сопла отсоса от брызг„
Технико-экономический эффект состоит в снижении расхода защитного газа, уменьшении времени работ по зачистке сопел горелки от брызг электродного металла и в увеличении их срока службы в 5-8 раз (по сравнению с прототипом), а также в улучшении санитарно-гигиенических условий труда в результате значительного снижения концентрации вредных сварочных аэрозолей в атмосфере.
Формула изобретения
ных аэрозолей с установленным в нем завихрителем, мзтдштук с каналом для направления плавящегося электрода и каналом для подачи защитного газа, отличающаяся тем, что, с целью сокращения времени на техническое обслуживание горелки путем снижения степени эабрызгивания полости сопла для отсоса сварочных аэрозолей и повышения эффективности отсоса, завихритель выполнен в виде, наклонных лопаток, установленных на нар жной поверхности сопла для подачи защитного газа и на внутренней
фиг. 5
Редактор Л.Весеяовская
Соетавитедь Г.Квартальнова
Техред И.ВересКорректор в. Бутяга
Заказ 2808/8
Тираж 921
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Г Г
25
26
Подписное
| Горелка для электродуговой сварки в среде защитных газов | 1971 |
|
SU476113A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1315192A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
