Изобретение относится к сварочной технике, а именно к устройствам для нейтрализации сварочных аэрозолей при сварке.
Целью изобретения является повышение эффективности подавления сварочного дыма,
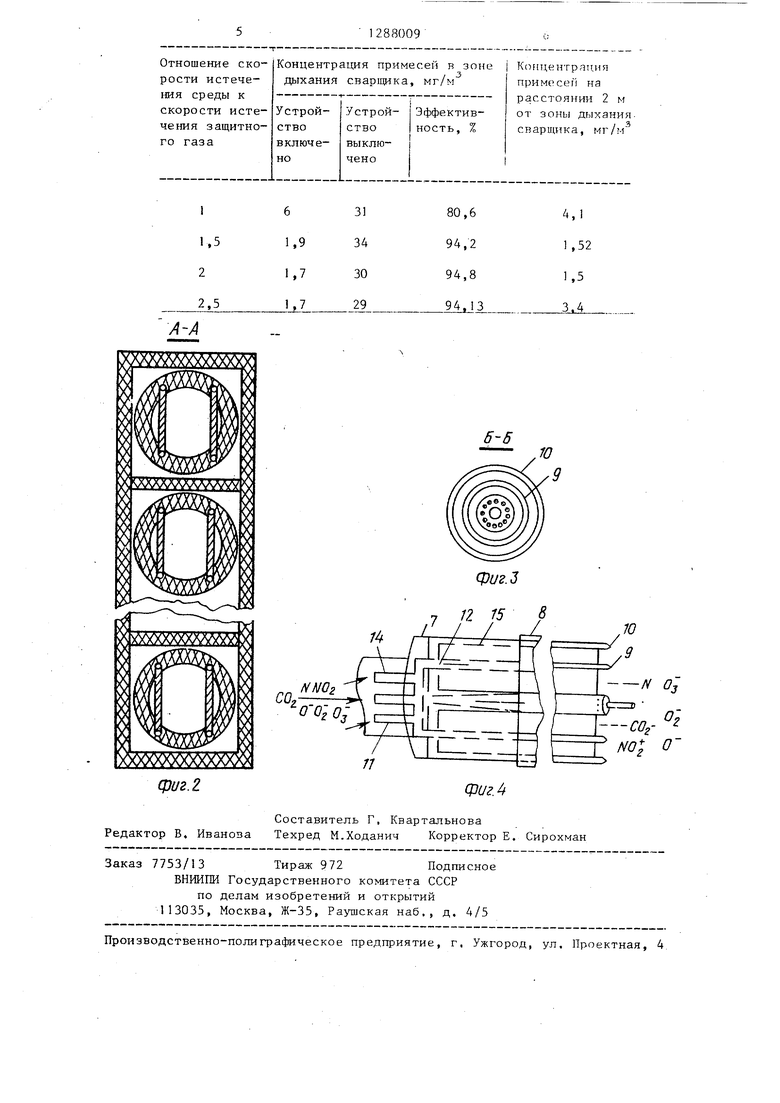
На г, 1 представлена схема для осуществления способа; на фиг, 2 - разрез А-А на фиг, 1; на фиг, 3 разрез Б-Б на фиг, I; на фиг, 4 - рукоятка с насадкой, продольный разрез.
Способ подавления сварочного дыма при сварке в среде защитных газов состоит в том, что для подавления сварочного дыма используют воздух, который подают под давлением, в 1,5-2 раза превышающим давление защитного газа, используемого для защиты сварочной ванны. Перед подачей воздуха в зону сварки его предварительно ионизируют и разделяют на два потока: нейтральный поток и поток, состоящий из заряженных частиц. Эти потоки формируют концентричными кольцевыми, охватывающими сварочную горелку, причем снаружи располагают поток из заряженных частиц, а внутри - нейтральный поток.
Устройство для подавления дыма при сварке содержит источник 1 сжатго воздуха связанный с воздуховодом 2 с камерой 3 ионизации, выполненной в виде нескольких диэлектрических трубок 4, внутри которых размещены электроды 5 и 6, расположенную коаксиально на сварочной горелке 7 насадку 8 с двумя кольцевым концентричными щелями 9 и 10, Трубк 4 объединены в гибкий рукав 11, связанный со щелью 9 посредством кольцевого канала 12, выполненного в рукоятке горелки 7, Отводящие патрубк 13 установлены соосно на выходе из трубок 4 и объединены в гибкий рукав 14, связанный с щелью 10 посредством канала 15, Канал 15 выполнен в рукоятке горелки 7 коаксиально каналу 12, Внутри трубок 4 у их концов расположены металлические вставки 16 (электроды), подсоединенные к источнику питания (не показан). Площадь выходных щелей 9 и 10 в ,5-2 раза меньше внутренних сечений гибких рукавов П и 14, Электроды 5 подключены к источнику высокого напряжения.
5
0
5
При подаче высокого напряжет1я на электроды 5 возникает барьерный разряд, и сечение трубок 4 перекрывается холодной плазмой. Предвари- тельно осушенн з1й и очищенный от примесей сжатый воздух lOT источника 1 поступает по воздуховоду 2 в камеру
3ионизации и, протекая по диэлектрическим трубкам 4, полностью
ионизируется с образованием О, 0, ОJ, далее, попадая на участок, где расположена металлическая вставка 16, отрицательно заряженные ионы воздуха притягиваются к ней, разделяясь при этом на поток заряженных частиц, поступающий в пристенную часть трубок 4, а затем в диэлектрические патрубки и далее по гибкому рукаву 11 и каналу 15 выходит из щели 10, а нейтральный поток, образующийся в осевой части трубок
4и поступаюпщй затем в отводящие патрубки 13 по дополнительному гибкому рукаву 14 поступает в кольцевую щель 9 насадки 8 и конусообразным зонтом охватывает подаваемый
в место сварки углекислый (защитный) газ, исключая смещение (сдувание) углекислого газа, и кроме того, предотвращая взаимодействие потока заряженных частиц О, 0, 0 с защитным газом. Зонт из нейтрального потока прижимает сварочный дым к свариваемой конструкции и перемещает его в зону действия потока заряженных частиц. Конусообразный зонт из потока заряженных частиц охватывает инертный поток. Распространению сварочного дь1ма препятствует избыточное давление используемого воздуха, в 1,5-2 раза превышающее давление защитного газа. При давлении воздуха, превышающем давление за- Щ1тного газа меньше, чем в 1,5 раза, сварочные дымы недостаточно надежно прижимаются к конструкции, а при превышении давления защитного газа более, чем в 2 раза, происходит унос частиц сварочных дымов. Это подтверждается экспериментальными данными, сведенными в таблицу.
Как видно из таблицы при скорости истечения среды совпадающей со скоростью истечения защитного газа, не обеспечивается прижатие сварочной азровзвеси к свариваемой конструкции и эффективность подавления гтоимесей достигает лишь 807,, При
0
5
0
5
0
5
3
скорости истечения среды выше 2,5 м эффективность осаждения вредных примесей не понижается, но повышается концентрация вредных выделений в радиусе до 2 м от зоны дыхания сварщика, так как уменьшается время взаимодействия частиц аэрозоля со свариваемой поверхностью. Концентрация пыли на рабочем месте снижается в 10 раз и достигает уровня ДЦК в диапазоне скоростей истечения среды к скорости истечения защитного газа от 1,5 до 2,0.
Пример, На электроды 5 и 6 подают переменное высокое напряжение (10 кВ) с частотой 50 Гц, а на электроды 16 - постоянное напряжение. В межэлектродном промежутке появляется устойчивый барьерный разряд. Сжатый воздух, предварительно осушенный в вихревом влагомасло- отделителе до значения относительной влажности 10-15%, подают в зону барьерного разряда, где он превращается в холодную плазму с концентрацией ионов в 1 см до 10-10. При этом ионизируются лишь молекулы и атомы кислорода водяного пара и других кислородосодержащих молекул, а молекулы азота остаются нейтральными.
Данные ионы кислорода и гидрок- сильных групп, попадая в зону действия электрода 16, отклоняются к последнему (так как она имеет хорошую проводимость) и поступают в рукав 11, а нейтральная среда (азот) вытесняется в центральную часть камер 3 ионизации и поступает в отводящие патрубки 13.
Затем среда с заряженными ионами И1ХОДЯ из кольцевой щели 10, создает внешний конусообразный зонт над местом сварки, а нейтральная среда, выходя из кольцевой щели 9, образует внутренний зонт.
Скорость истечения защитного газа 1 м/с, а скорость истечения сред изменяют в диапазоне 1 - 3 м/с При этом обеспечивается подача воздуха под давлением, превышающим давление защитного газа в 1-2,5 раза. Отбор проб для определения концентрации вредных примесей осуще88009 4
ствляют аспиратором через алонжии, затем весовым методом определяют количество вредных примесей в 1 м аспирируемого воздуха. 5Предлагаеьлш способ и устройство обеспечивают интенсивную нейтрализацию сварочных дымов, подавление и осаждение их на свариваемую конструкцию, при этом значительно улучша- /0 ются санитарно-гигиенические условия труда сварщика, а также и помещения, где осуществляется сварка. Эффективность предлагаемого способа и устройства для его реализации /5 повьш1ается на 62%, концентрация пыли на рабочем месте снижается в 10 раз,
Формула изобретения
201. Способ подавления сварочного
дыма при сварке в среде защитных газов, при котором в направлении к свариваемому изделию направляют кольцевые потоки воздуха, охватыва25
ющие сварочную горелку, отличающийся тем, что, с целью повьшения эффективности подавления сварочного дыма, воздух подают под давлением, в 1 ,5-2 раза превьш1аюшим
давление защитного газа, и перед направлением в зону сварки предварительно ионизируют и разделяют на поток, состоящий из заряженных частиц, и нейтральный поток, при этом
снаружи направляют поток из заряженных частиц, а внутри - нейтральный поток.
2. Устройство для подавления сварочного дыма при сварке в среде защитных газов, содержащее насадку, соединенную с источником сжатого воздуха, отличающееся тем, что оно снабжено камерой ионизации, выполненной в виде нескольких диэлектрических трубок, в которых расположены электроды и соосные трубкам отводящие патрубки, насадка выполнена с двумя кольцевыми концентричными щелями, наружная из
которых соединена с отводящими патубками, а внутренняя - с выходными тверстиями трубок, входные отверстия которых соединены с источником сжатого воздуха.
4,1 1,52 1,5 3.4
5-6
фиг.З
7 / Г / /
/Ж:±
// о -.
-со,
Р w;
фиг.2
Составитель Г, Квартальнова Редактор В. Иванова Техред М.Ходанич Корректор Е. Сирохман
Заказ 7753/13Тираж 972Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4,
ери г. 4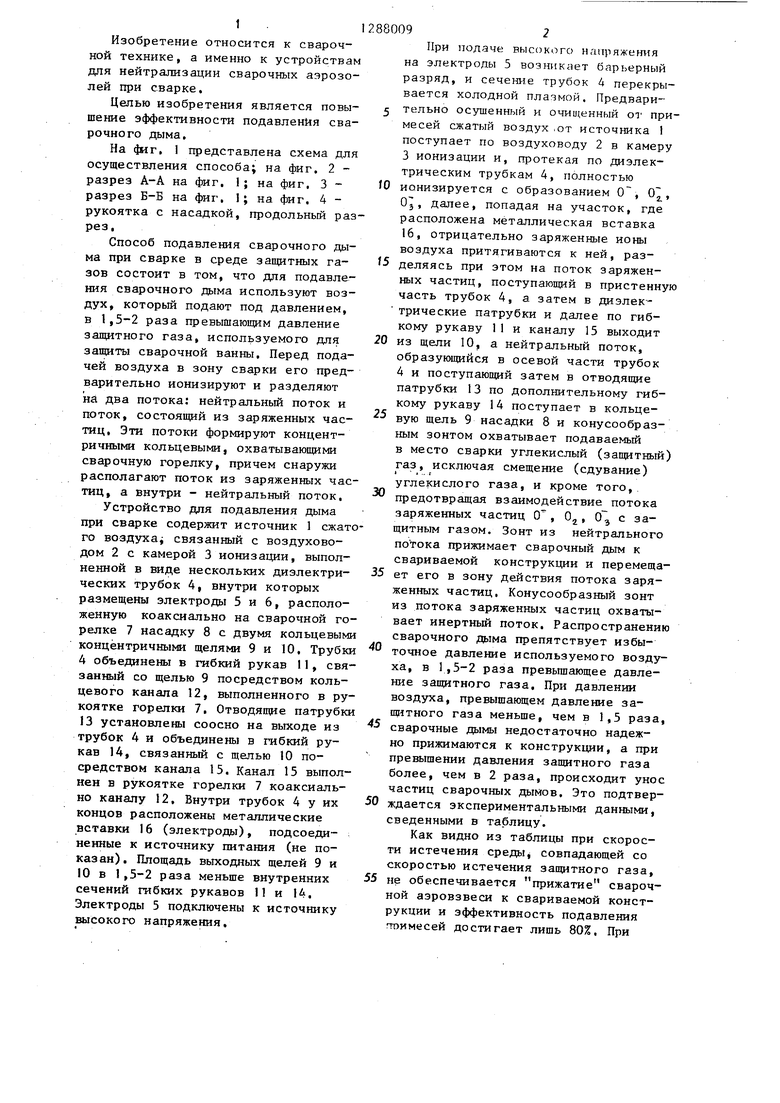

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1386402A1 |
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для дуговой сварки в защитных газах | 1986 |
|
SU1402414A1 |
| Горелка для дуговой сварки в среде защитных газов | 1980 |
|
SU998045A1 |
| Устройство для ориентации сварочной горелки | 1990 |
|
SU1756058A1 |
| Горелка для дуговой сварки в защитных газах | 1979 |
|
SU979052A1 |
| Горелка для дуговой сварки в защитной среде с отсосом вредных выделений из зоны сварки | 1977 |
|
SU1041247A2 |
| Отсасывающее сопло к горелкам для электродуговой сварки | 1982 |
|
SU1062960A1 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1180202A1 |
| Горелка для сварки плавящимся электродом в среде защитных газов | 1981 |
|
SU977123A1 |
Изобретение относится к сварочной технике, к устройствам для нейтрализации сварочных аэрозолей. Цель изобретения - повышение эффективно ±111 I ffffffeliff( сти подавления сварочного дыма. Для подавления сварочного дыма используют воздух, который подают под давлением,в 1,5-2 раза превышающим давление защитного газа. Перед подачей воздуха в зону сварки его предварительно ионизируют и разделяют на два потока: нейтральный поток и поток заряженных частиц. Эти потоки формируют концентричными кольцевыми, охватывающими сварочную горелку, причем снаружи располагают поток из заряженных частиц, а внутри - нейтральный поток. Б устройство входит насадка с двумя кольцевыми щелями 9 и 10, соединенная через камеру 3 ионизации с источником сжатого воздуха. Насадка устанавливается на горелке 7. 2 с.п. ф-лы, 4 ил, 1 табл. фиг.1
| Неполноповоротный лопастной серводвигатель | 1961 |
|
SU146156A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
