I
(21)4382885/25-27
(22)23.02.88
(46) 23.04.90. Бюл. N 15 (72) С.Н.Кузичев
(53)621.791.763 (088.8)
(56)Авторское свидетельство СССР У 650754, кл. В 23 К 11/24, 1977.Авторское свидетельство СССР № 988492, кл. R 23 К 11/10, 1981.
(54)УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА ТОЧЕЧНОЙ СВАРКИ
(57)Изобретение относится к машиностроению, в частности к сварочной технике при контактной микросварке, например, изделий электронной техники. Цель изобретения - достоверность контроля сварного соединения за счет контроля равномерности нагрева места сварки. Устройство состоит из источника питания, в сварочной цепи которого последовательно с электродами включен нелинейный элемент, исключающий шунтирование электродов (сварочной цепи) при измерении термоЭЦС, т.е. температуры места сварки. В паузах между импульсами сварки осуществляется включение измерительной цепи, и сигнал термоЭДС от чвух встречно включенных безынерционных термопар электрод - деталь поступает на вход усилителей постоянного тока или дифференциального усилителя. В случае их неравенства на вход узла блокировки и сигнализации поступает сигнал, величина и знак которого указывают на разность температур в месте сварки. Устройство может быть включено в состав сварочной машины для точной настройки электродов при изготовлении или эксплуатации этих машин. 1 з.п.ф-лы, 2 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества точечной сварки и устройство для его осуществления | 1981 |
|
SU988492A1 |
| Источник питания для контактной сварки с автоподстройкой режима | 1988 |
|
SU1586877A1 |
| Источник питания для контактной микросварки током повышенной частоты с автоподстройкой режима | 1978 |
|
SU774854A1 |
| Устройство автоматического управления термическим циклом контактной сварки | 1988 |
|
SU1590280A1 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Способ автоматического управления термическим циклом контактной сварки и устройство для его осуществления | 1986 |
|
SU1412908A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ШАРИКА ПРИ МИКРОСВАРКЕ | 1988 |
|
RU1580692C |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
| Термоорерыватель для контроля процесса контактной точечной сварки | 1956 |
|
SU111573A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
Изобретение относится к машиностроению, в частности к сварочной технике при контактной микросварке, например, изделий электронной техники. Цель изобретения - достоверность контроля сварного соединения за счет контроля равномерности нагрева места сварки. Устройство состоит из источника питания, в сварочной цепи которого последовательно с электродами включен нелинейный элемент, исключающий шунтирование электродов /сварочной цепи/ при измерении термоЭДС, т.е. температуры места сварки. В паузах между импульсами сварки осуществляется включение измерительной цепи и сигнал термоЭДС от двух встречно включенных безинерционных термопар электрод-деталь поступает на вход усилителей постоянного тока или дифференциального усилителя. В случае их неравенства на вход узла блокировки и сигнализации поступает сигнал, величина и знак которого указывают на разность температур в месте сварки. Устройство может быть включено в состав сварочной машины для точной настройки электродов при изготовлении или эксплуатации этих машин. 1 з.п. ф-лы, 2 ил.
Изобретение относится к сварочному производству, преимущественно к односторонней контактной микросварке изделий электронной техники.
Цель изобретения - повышение определения качества сварки за счет контроля равномерности нагрева места сварки.
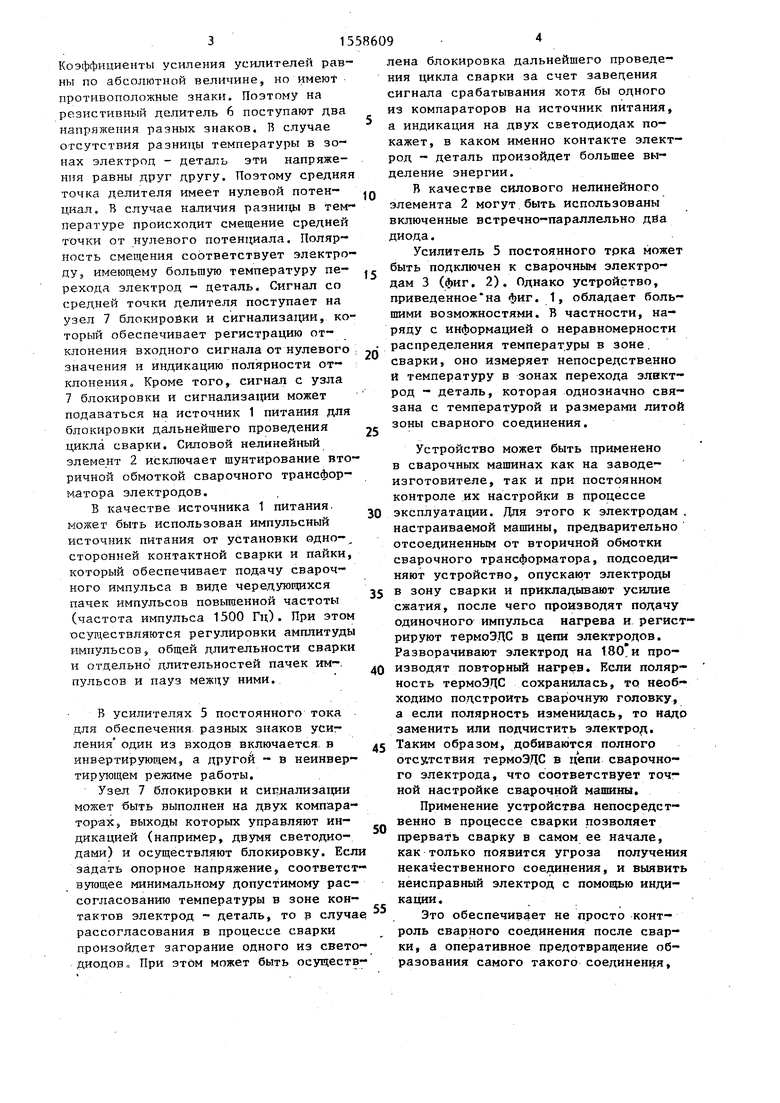
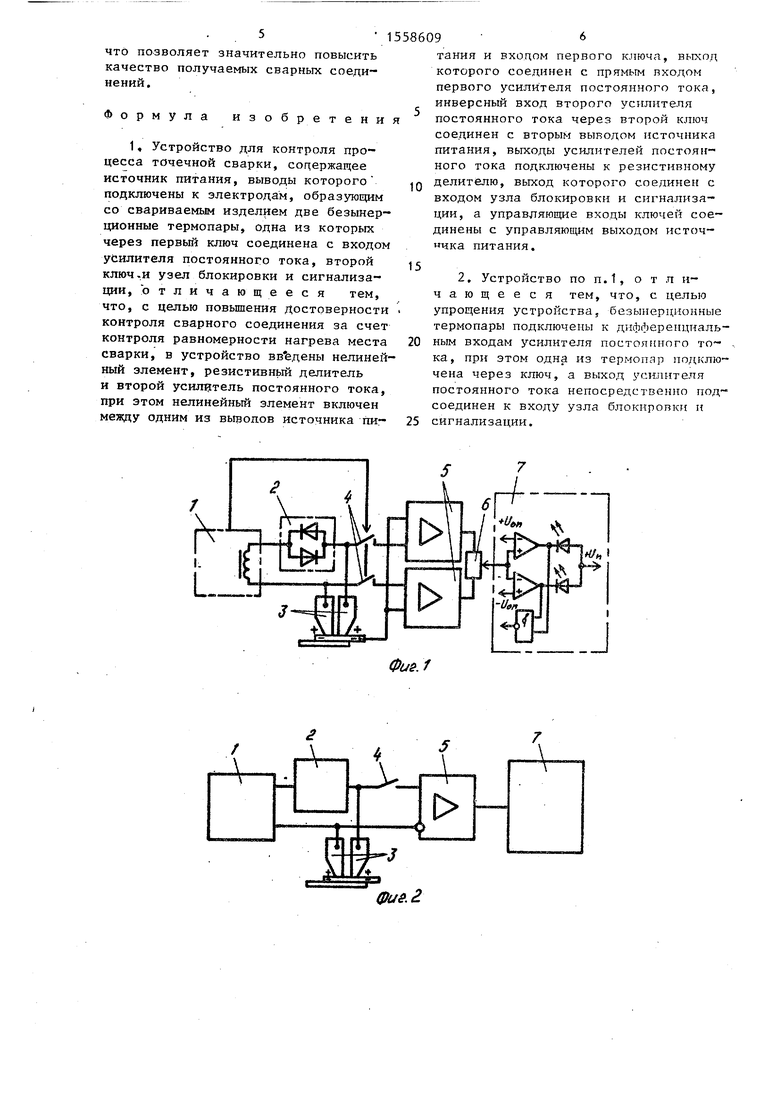
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - то же, другое исполнение.
Устройство состоит из источника 1 питания, нелинейного силового элемента 2, сварочных электродов 3, двух ключевых элементов 4 и двух усилителей 5 постоянного тока, реэистнвного делителя 6 и узла 7 блокировки и сигнализации.
Устройство работает следующим образом.
Источник 1 питания обеспечивает подачу сварочного импульса через нелинейный элемент 2 на сварочные электроды 3. По окончании импульса сварки от источника 1 питания поступает сигнал на отключение ключевых элементов 4, поэтому к входам усилителей 5 постоянного тока оказываются приложены сигналы от соответствующих термопар электрод - .
СП СП
оо ев
Коэффициенты усиления усилителей равны по абсолютной величине, но имеют противоположные знаки. Поэтому на резистивный делитель 6 поступают два напряжения разных знаков. В случае отсутствия разницы температуры в зонах электрод - деталь эти напряжения равны друг другу. Поэтому средняя точка делителя имеет нулевой потенциал, В случае наличия разницы в температуре происходит смещение средней точки от нулевого потенциала. Полярность смещения соответствует электроду, имеющему большую температуру перехода электрод - деталь. Сигнал со средней точки делителя поступает на узел 7 блокировки и сигнализации, который обеспечивает регистрацию отклонения входного сигнала от нулевого значения и индикацию полярности отклонения. Кроме того, сигнал с узла 7 блокировки и сигнализации может подаваться на источник 1 питания для блокировки дальнейшего проведения цикла сварки. Силовой нелинейный элемент 2 исключает шунтирование вторичной обмоткой сварочного трансформатора электродов.
В качестве источника 1 питания. может быть использован импульсный источник питания от установки одно-, сторонней контактной сварки и пайки, который обеспечивает подачу сварочного импульса в виде чередующихся пачек импульсов повышенной частоты (частота импульса 1500 Гц). При этом осуществляются регулировки амплитуды импульсов, общей длительности сварки и отдельно длительностей пачек импульсов и пауз между ними.
В усилителях 5 постоянного тока для обеспечения разных знаков усиления один из входов включается в инвертирующем, а другой - в неинвертирующем режиме работы.
Узел 7 блокировки и сигнализации может быть выполнен на двух компараторах, выходы которых управляют индикацией (например, двумя светодио- дами) и осуществляют блокировку. Если задать опорное напряжение, соответствующее минимальному допустимому рассогласованию температуры в зоне контактов электрод - деталь, то в случа рассогласования в процессе сварки произойдет загорание одного из свето диоцов. При этом может быть осуществ
5
0
5
0
5
0
5
0
5
лена блокировка дальнейшего проведения цикла сварки за счет заведения сигнала срабатывания хотя бы одного из компараторов на источник питания, а индикация на двух светодиодах покажет, в каком именно контакте электрод - деталь произойдет большее выделение энергии.
В качестве силового нелинейного элемента 2 могут быть использованы включенные встречно-параллельно дба диода.
Усилитель 5 постоянного трка может быть подключен к сварочным электродам 3 (фиг. 2). Однако устройство, приведенное на фиг. 1, обладает большими возможностями. В частности, наряду с информацией о неравномерности распределения температуры в зоне, сварки, оно измеряет непосредственно и температуру в зонах перехода элнкт- род - деталь, которая однозначно связана с температурой и размерами литой зоны сварного соединения.
Устройство может быть применено в сварочных машинах как на заводе- изготовителе, так и при постоянном контроле их настройки в процессе эксплуатации. Для этого к электродам , настраиваемой машины, предварительно отсоединенным от вторичной обмотки сварочного трансформатора, подсоединяют устройство, опускают электроды в зону сварки и прикладывают усилие сжатия, после чего производят подачу одиночного импульса нагрева и регистрируют термоЭДС в цепи электродов. Разворачивают электрод на производят повторный нагрев. Если полярность термоЭЦС сохранилась, то необходимо подстроить сварочную головку, а если полярность изменилась, то надо заменить или подчистить электрод. Таким образом, добиваются полного отсутствия термоЭДС в цепи сварочного электрода, что соответствует точной настройке сварочной машины.
Применение устройства непосредственно в процессе сварки позволяет прервать сварку в самом ее начале, как только появится угроза получения некачественного соединения, и выявить неисправный электрод с помощью индикации.
Это обеспечивает не просто контроль сварного соединения после сварки, а оперативное предотвращение образования самого такого соединения,
что позволяет значительно повысить качество получаемых сварных соединений.
Формула изобретени
1, Устройство для контроля процесса точечной сварки, содержащее
ИСТОЧНИК ПИТаНИЯ, ВЫВОДЫ КОТОРОГО
подключены к электродам, образующим со свариваемым изделием две безынерционные термопары, одна из которых через первый ключ соединена с входом усилителя постоянного тока, второй ключ-И узел блокировки и сигнализации, отличающееся тем, что, с целью повышения Достоверности контроля сварного соединения за счет контроля равномерности нагрева места сварки, в устройство вв едены нелинейный элемент, резистивный делитель и второй усилитель постоянного тока, при этом нелинейный элемент включен мевду одним из выволов источника пи-
тания и входом первого ключа, выход которого соединен с прямым входом первого усилителя постоянного тока, инверсный вход второго усилителя постоянного тока через второй ключ соединен с вторым выводом источника питания, выходы усилителей постоянного тока подключены к резистивному делителю, выход которого соединен с входом узла блокировки и сигнализации, а управляющие входы ключей соединены с управляющим выходом источ- чка питания.
Фие.1
