Изобретение относится к сварочной технике, в частности к технологии контактной сварки преимущественно деталей малой толщины, и может быть использовано в различных отраслях промьттенности.
Цель изобретения - повьшение точности управления термическим циклом.
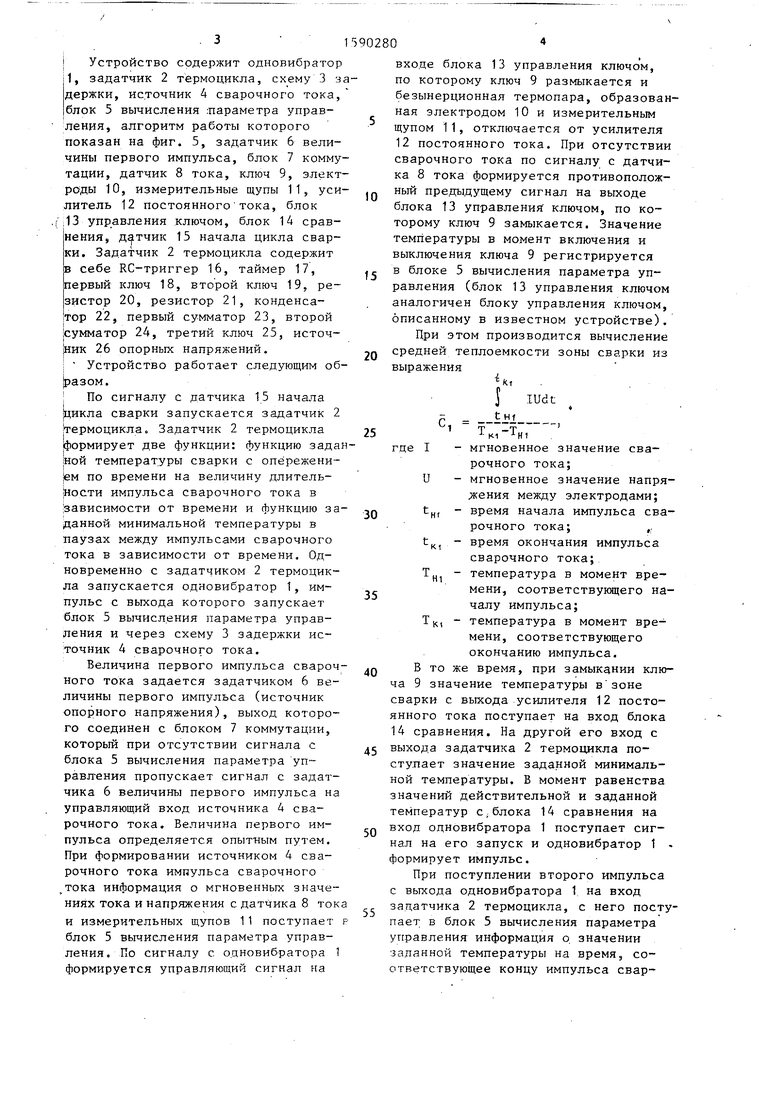
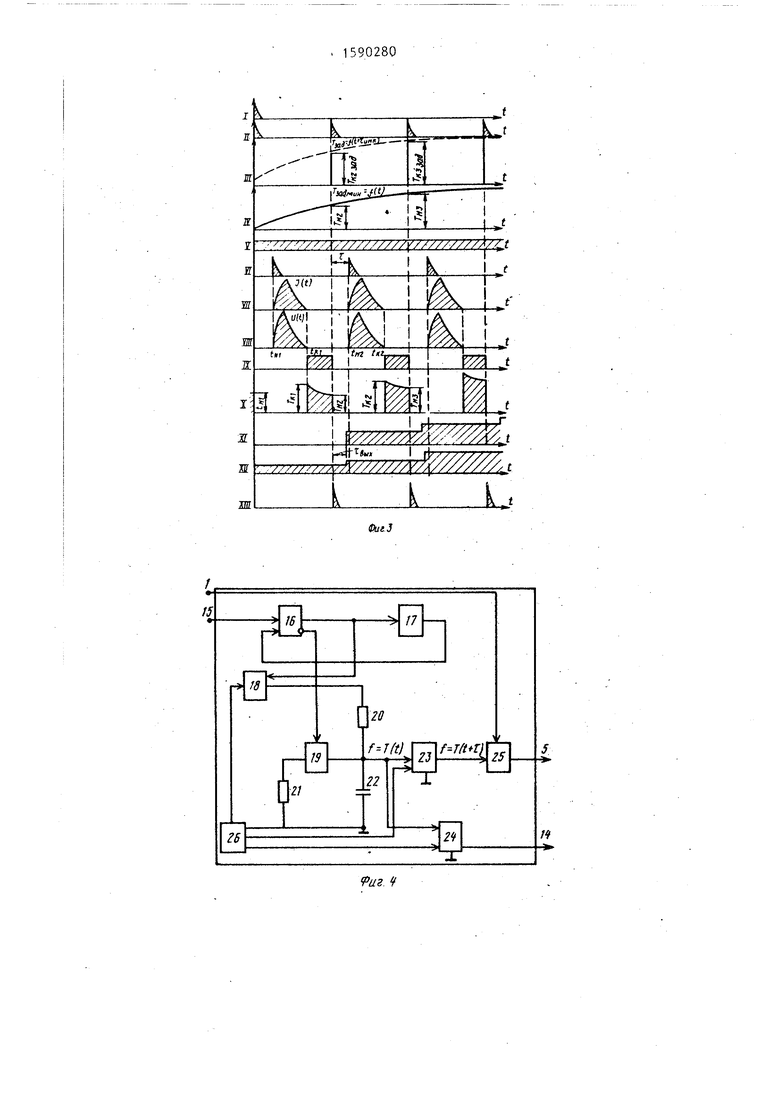
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - зависимость температуры Т и сварочного тока I в зоне сварки; на фиг. 3 - диаграммы., поясняющие работу устройства; на фиг. 4 - структурная схема задатчи- ка термоцикла; на фиг. 5 - алгоритм работы блока вычисления параметра управления.
Устройство содержит одновибратор |1, задатчик 2 термоцикла, схему 3 з держки, источник 4 сварочного тока, блок 5 вычисления параметра управления, алгоритм работы которого показан на фиг. 5, задатчик 6 величины первого импульса, блок 7 коммутации, датчик 8 тока, ключ 9, электроды 10, измерительные щупы 11, усилитель 12 постоянноготока, блок ;13 управления ключом, блок 14 сравнения, датчик 15 начала цикла сварки, Задатчик 2 термоцикла содержит в себе КС-триггер 16, таймер 17, первый ключ 18, второй ключ 19, резистор 20, резистор 21, конденса- 1тор 22, первый сумматор 23, второй |сумматор 24, третий ключ 25, источ- ик 26 опорных напряжений. I Устройство работает следующим образом.
: По сигналу с датчика 15 начала икла сварки запускается задатчик 2 |термоцикла. Задатчик 2 термоцикла формирует две функции: функцию заданной температуры сварки с опережени- м по времени на величину длитель- ости импульса сварочного тока в зависимости от времени и функцию заданной минимальной температуры в паузах между импульсами сварочного тока в зависимости от времени. Одновременно с задатчиком 2 термоцикла запускается одновибратор 1, импульс с выхода которого запускает блок 5 вычисления параметра управления и через схему 3 задержки источник 4 сварочного тока.
Величина первого импульса сварочного тока задается задатчиком 6 величины первого импульса (источник опорного напряжения), выход которого соединен с блоком 7 коммутации, который при отсутствии сигнала с блока 5 вычисления параметра уп- равл-ения пропускает сигнал с задат- чика 6 величины первого импульса на управляющий вход источника 4 сварочного тока. Величина первого импульса определяется опытным путем. При формировании источником 4 сварочного тока имнульса сварочного тока информация о мгновенных значениях тока и напряжения с датчика 8 тока и измерительных щупов 11 поступает блок 5 вычисления параметра управления. По сигналу с одновибратора 1 формируется управляющий сигнал на
90280
входе блока 13 управления ключом, по которому ключ 9 размыкается и безынерционная термопара, образованная электродом 10 и измерительным щупом 11, отключается от усилителя 12 постоянного тока. При отсутствии сварочного тока по сигналу с датчика 8 тока формируется противоположJQ ный пре.дыдущему сигнал на выходе блока 13 управления ключом, по которому ключ 9 замыкается. Значение температуры в момент включения и выключения ключа 9 регистрируется
в блоке 5 вычисления параметра управления (блок 13 управления ключом аналогичен блоку управления ключом, описанному в известном устройстве). При этом производится вычисление
2Q средней теплоемкости зоны сварки из выражения
-Kt
lUdt
г 1 т -т
К1 к 1
где I - мгновенное значение сварочного тока; и - мгновенное значение напря:жения между электродами; -н) время начала импульса сварочного тока; ,. t - время окончания импульса
сварочного тока; Т| - температура в момент времени, соответствующего началу импульса; Т), - температура в момент времени, соответствующего окончанию импульса.
В то же время, при замыкании ключа 9 значение температуры в зоне сварки с выхода усилителя 12 постоянного тока поступает на вход блока 14 сравнения. На другой его вход с выхода задатчика 2 термоцикла поступает значение заданной минимальной температуры. В момент равенства значений действительной и заданной температур с.блока 14 сравнения на вход одновибратора 1 поступает сигнал на его запуск и одновибратор 1 - формирует импульс.
При поступлении второго импульса с выхода одновибратора 1 на вход задатчика 2 термоцикла, с него поступает в блок 5 вычисления параметра управления информация о. значении заданной температуры на время, соответствующее концу импульса сварки, и регистрируется значение температуры в зоне сварки в это же время. Затем производится вычисление величины управляющего сигнала, исходя из количества тепловой энергии, которое необходимо затратить для того, чтобы разогреть зону сварки к моменту окончания импульса тока до заданной температуры из выражения
Q C / 23«4-T«.
где Т
к 4 зогд
HI
температура заданная на время, соответствующее концу второго импульса; температура в момент времени, соответствующий началу второго импульса;
С - средняя теплоемкость зо- . ны сварки, вычисленная при прохождении предыдущего импульса сва роч- ного тока.
Затем полученный сигнал через блок 7 коммутации поступает на управляющий вход источника 4 сварочного тока
Второй импульс с одновибратора 1 поступает также на вход схемы 3 задержки, а затем на вход источника 4 сварочного тока, который начинает формировать второй импульс сварочного тока. Задержка импульса с одновибратора 1 происходит на время вычисления выражения
Q . звл
),
так как запаздывания, управляющего источником сигнала, не должно быть. В случае его отсутствия через блок коммутации на. управляющий вход источника 4 сварочного тока будет поступать сигнал с задатчика 6 величины первого импульса, что,необходимо в случае отказа блока 5 вычисления параметра управления.
Учитывая, что время задержки на несколько порядков меньше постоянной времени проводимого теплового процесса, погрешность измерения температуры, связанную с этим, можно не учитывать.
При появлении второго импульса сварочного тока, как при его первом импульсе, определяется средняя теплоемкость зоны сварки и по следующему импульсу с одновибратора 1 рассчитывается величина управляющего сигнала, и так далее.
10
15
20
зал. мин -
25
Достижение в какой-то определенный момент времени в процессе сварки заданного значения температуры не означает прекращения процесса, длительность которого задана.
На фиг. 2 (вверху) показаны зависимости температуры в зоне сварки (пайки), внизу - осциллограмма сварочного тока, проходящего через соединение. Обе осцилограммы совмещены во времени. На диаграмме ЗОА функция заданной
температуры, которую нужно получить в. зоне сварки в результате автоматического управления процессом, смещенная во времени на длителё- ность сварочного тока;
-. функция минимальной заданной температуры зоны сварки. Значения температур Т, и Т соответствуют началу t „ и концу t ц, второго импульса, Т соответствует началу третьего импульса t ,,,. Т .,
по
30 соответствует заданной температуре, которая должна быть достигнута после прохождения третьего импульса.
Структурная схема задатчика 2 термоцикла- представлена на фиг. 4,
. Задатчик 2 термоцикла работает следующим образом, В исходном состоянии на прямом выходе RC-тригге- ра 16 сигнал отсутствует, первый
ключ 18 разомкнут, на инверсном вы- Q ходе КС-триггера 16 сигнал присутствует,, второй ключ 19 замкнут, конденсатор 22 разряжен через резистор 21.
При поступлении импульса с задат- 5 чика 15 начала цикла сварки на установочный в логическую единицу вход RC-триггера 16 последний устанавливается в состояние логической единицы. Запускается таймер 17. В то 0 е время-инверсный выход КС-триггера перейдет в состояние логического нуля и второй ключ 19 разомкнется, отключая резистор 21 от выхода ЕС-цепи, построенной на резисторе 20 и 5 конденсаторе 22, а сигнал с прямого выхода КС-триггера 16 замкнет первый ключ 18, замыкая тем самым первый выход источника 26 опорных напряжений с RC-цепью. Конденсатор 22
5
; начинает заряжаться. Напряжение на I конденсаторе 22 представляет собой 1 функцию, заданной температуры в зоне I сварки от времени, т.е. Т f(t;). Поступая на вход первого сумматора 23, на второй вход которого приходит сигнал с второго выхода источника 26 опорных напряжений, на выходе сумматора 23 формируется функ- :ция заданной температуры с опереже- |Нием по времени на длительность им- |пульса сварочного тока, т.е. Т
ЗОГА
- ИА1п
1 f(), где величина длительность импульса сварочного тока. В то же время напряжение на |конденсаторе 22 поступает на первый ;вход второго сумматора 25, где сум- мируется с сигналом с третьего вы- |хода источника 26 опорных напряжений. Тем самым, на выходе второго сумматора 25 формируется функция заданной минимальной температуры от |времени . f(t), которая по- |ступает на вход блока 14 сравнения. В момент прихода импульса с выхо |да одновибратора 1 замыкается трети .|ключ 24, и значение заданной темпе- {ратуры с опережением на длительност |импульса сварочного тока поступает IB это момент с выхода первого сумматора 23 через третий ключ 24 на вход блока 5 вычисления параметра управления.
По окончании цикла сварки сигналом с выхода таймера 17 сбрасывается в состояние логического нуля КС- триггер 16, при этом первый ключ 18 размыкается, второй ключ 19 замыка- ;ется, конденсатор 22 разряжается через резистор 21 и схема задатчика 2 термоцикла устанавливается в исходное состояние.
Величина резистора 20, конденсатора 22 и опорных напряжений устанавливается исходя из обеспечения соответствия выходных напряжений за датчиков 2 термоцикла требованиям функций заданных температур.
Устройство было опробовано в лабораторных условиях. Проводилась пайка предварительно облуженных припоем ПОС-61 деталей, имеющих разные конструктивные параметры (геометрию массу и исполнение). В качестве флюса использовался флюс ФКТ, предварительно нанесенный на поверхность ко т.актных площадок. Время пайки выбрано 500 мс. Длительность импульса
0
5
0
5
0
5
0
5
0
5
тока пайки 0,3 мс ( В результате проверки установлено, что максимальное отклонение температуры зоны пайки от заданной максимальной и заданной минимальной не превышает + 5%.
Применение устройства автоматического управления термическим циклом контактной сварки, учитывающего минимальную температуру в зоне сварки, позволяет стабилизировать термоцикл и тем самым улучшить повторяемость параметров соединения, выполняемых на устройстве.
.Формула изобретения
1 . Устройство автоматического управления термическим циклом контактной сварки, содержащее источник сварочного тока, датчики сварочного тока и напряжения, выходы последнего соединены с первым и вторым входами блока вычисления параметра управления, третий вход которого через усилитель постоянного тока и ключ соединен с выходом безынерционной термопары, выход задатчика величины первого импульса через блок коммутации соединен с первым входом- источника сварочного тока, второй вход которого соединен с выходом схемы задержки, первый выход задатчика термоцикла соединен с четвертым входом блока вычисления параметра управления, пятый вход которого соединен с выходом датчика тока и первым входом блока управления ключом, выход последнего соединен с управляющим входом ключа, выход блока вычисления параметра управления соединен с вторым входом блока коммутации , отличающееся тем, что, с целью повышения точности управления термическим циклом, в него введены датчик начала цикла сварки и последовательно соединенные блок сравнения и од- новибратор, При этом выход одновибратора соединен с вторым входом блока управления ключом, входом схемы задержки, первым входом задатчика термоцикла и шестым входом блока вычисления параметра управления, третий вход которого соединен с первьм входом блока сравнения, второй вход которого соединен с вторым выходом задатчика термоцйкла, второй вход последнего соединен с выходом датчика
fuz.}


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления термическим циклом контактной сварки и устройство для его осуществления | 1986 |
|
SU1412908A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1661734A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| Устройство дистанционного задания режимов сварки | 1988 |
|
SU1505706A1 |
| Устройство для программного управления сварочным станком | 1988 |
|
SU1583919A1 |
| Устройство для электрошлаковой сварки, наплавки и переплава | 1985 |
|
SU1731536A1 |


Изобретение относится к сварочной технике, в частности к технологии контактной сварки преимущественно деталей малой толщины, и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение точности управления термическим циклом. Устройство автоматического управления термическим циклом контактной сварки содержит датчик тока, электроды и измерительные щупы, образующие датчик напряжения и безынерционную термопару, соединенную через ключ с усилителем постоянного тока, блок управления ключом, задатчик термоцикла, блок коммутации, блок вычисления параметра управления, схему задержки, источник сварочного тока, задатчик величины первого импульса. Задатчик термоцикла содержит источник опорных напряжений, три ключа, интегрирующую RC-цепь, резистор, сумматор. В устройство введены датчик начала цикла сварки, одновибратор и блок сравнения. На входы последнего поступают значение температуры в зоне сварки и значение заданной минимальной температуры. Одновибратор формирует запускающий импульс для формирования импульса сварочного тока. В задатчик термоцикла введен RC-триггер, таймер и сумматор, на выходе которого формируется заданная минимальная температура. Устройство позволяет управлять термическим циклом контактной сварки как с учетом заданной максимальной так и минимальной температур. Соединения, получаемые с помощью устройства, имеют большую надежность и лучшее качество, так как их формирование происходит при оптимальном термоцикле. 1 з.п.ф-лы, 5 ил.
т
}ag -f(
fjode i j(t
Ж Ж
V//// 777V /y/////Y y// //
k Л k,
/
- /
r
г
U
f(t}
22
23 T
f«
/
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ ОДНОСТОРОННЕЙМИКРОСВАРКИ | 1972 |
|
SU432992A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ автоматического управления термическим циклом контактной сварки и устройство для его осуществления | 1986 |
|
SU1412908A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
