15
35
Изобретение относится к микосварке и может быть использоано з радиотехнической и электронной промышленности при изготовлении полупроводниковых приборов и интегральных микросхем, 20
Целью изобретения является повышение надежности и точности контроля качества сварных соединений.
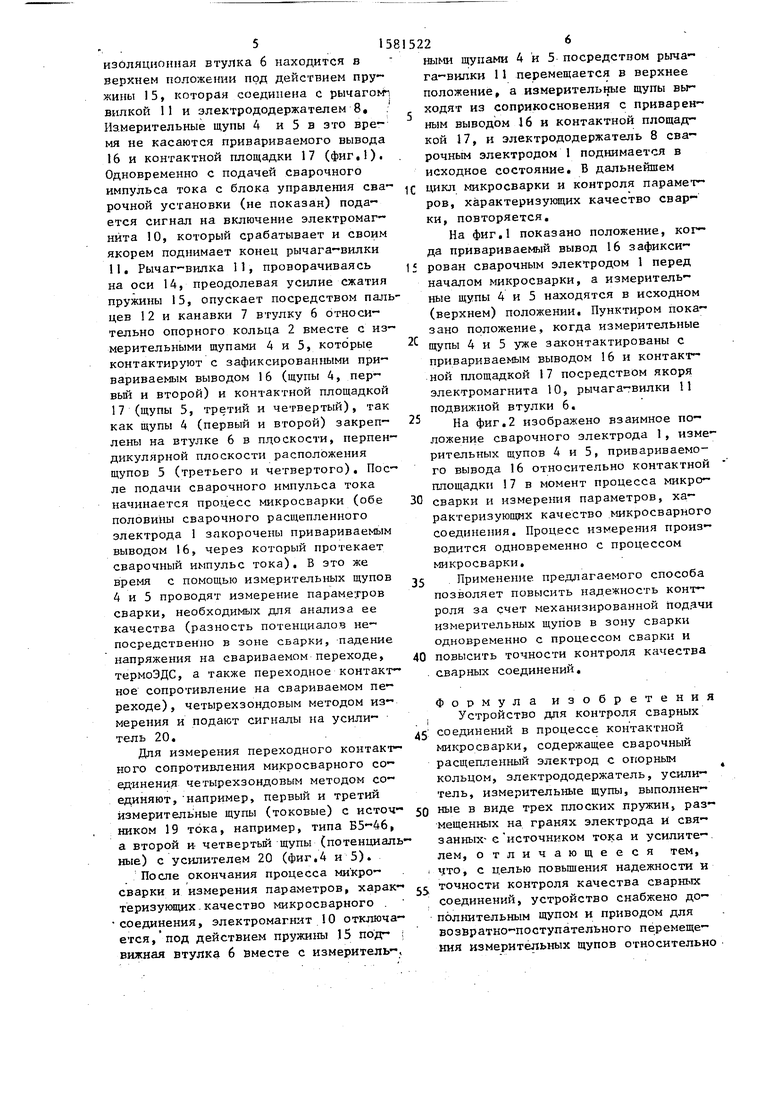
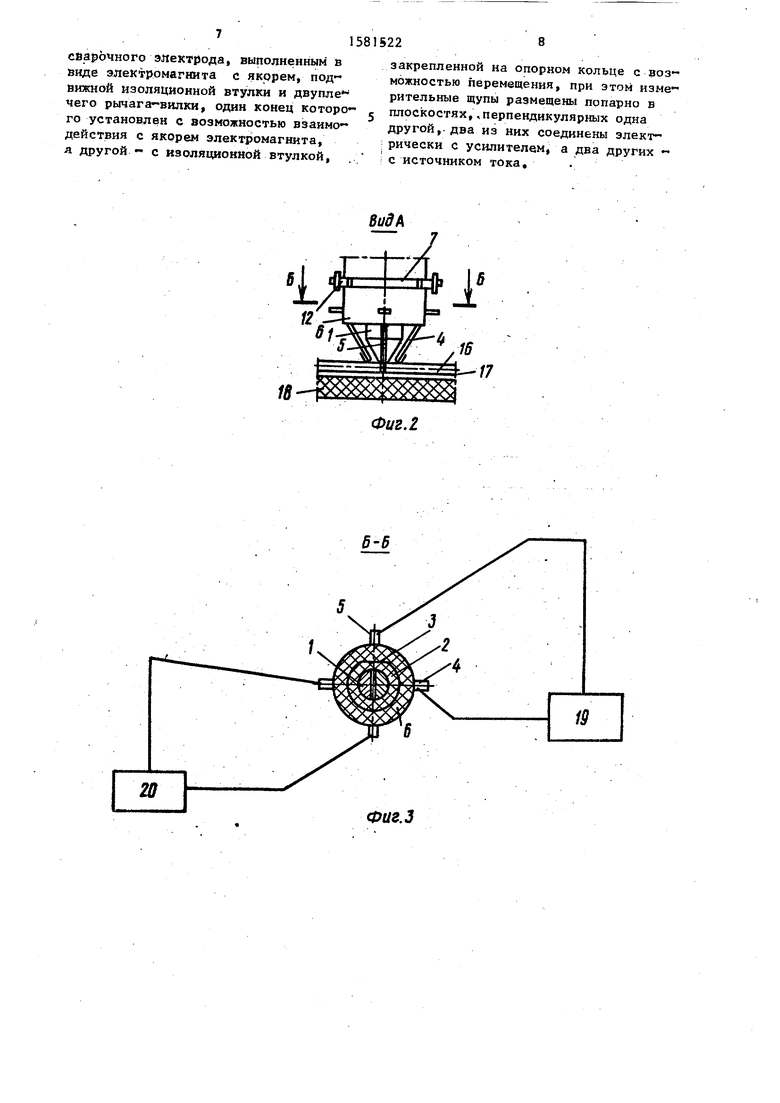
На фиг.1 показано устройство, общий вид; на фиг,2 - вид А на фиг.1; 25 на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - схема подключения измерительных щупов для четырехзондового контроля; на фиг.5 - измерительные точки, К, L, М, N для контроля режима ,Q микросварки.
Устройство для контроля микросвар- ных соединений в процессе контактной сварки содержит расщепленный сварочный электрод 1, опорное кольцо 2 сварочного электрода 1 с лыской 3, измерительные щупы первый и второй 4, третий и четвертый 5, жестко закрепленные на подвижной изоляционной втулке 6 в двух взаимно перпендику- Q лярных плоскостях (фиг,1 и 3), Втулка 6 имеет канавку 7. Устройство содержит также электрододержатель 8 с пружинными зажимами 9, электромагнит 10, рычаг-вилку 11, пальцы 12, на- 45 кладку 13, ось 14, пружину 15, привариваемый вывод (микропроволоку) 16, контактную площадку 17, к которой приваривается вывод 16, контактную площадку 17, размещенную на подлож- ке 18, например, из ситалла, источник тока 19, усилитель 20 для усиления сигналов, снятых с помощью измерительных щупов 4 (первого и второго) и 5 (третьего и четвертого) с зоны микросварки (фиг.1, 2 и 3).
Расщепленный сварочный электрод 1 служит для контактной микросварки деталей 16 (например, выводов бес
5
0
5 Q
Q 5
корпусного транзистора из микропроволоки) и контактной площадки 17. Опорное кольцо 2 с лыской 3, закрепленное неподвижно на сварочном электроде 1, служит для подвижной посадки изоляционной втулки 6 с измерительными щупами 4 и 5, установленными жестко на ней попарно в двух взаимно перпендикулярных плоскостях. Втулка 6 имеет возможность возвратно-поступательного движения относительно опорного кольца 2, лыска 3 предохраняет от вращательного движения втулки 6 на кольце 2 (фиг.1). Пружинные зажимы 9 электрододержателя 8 служат для закрепления сварочного электрода 1 (фиг.1). Электромагнит 10 служит приводом для перемещения подвижной втулки 6 относительно опорного кольца 2, Накладка 13 служит для установки оси 14, на которой подвижно устанавливается рычаг-вилка 11, взаимодействующий одним концом с якорем электромагнита 10, а вторым (подпружиненным пружиной 15) концом с канав- кой 7 втулки 6 посредством пальцев 12. Измерительные щупы 4 (первый и второй), контактирующие с привариваемым приводом 16, и измерительные щупы 5 (третий и четвертый), контактирующие с контактной .площадкой 17, служат для измерения параметров контактной микросварки, в том числе переходного сопротивления микросварно- го соединения четырехзондовым методом (фиг.1-4).
Устройство для контроля сварных соединений в процессе контактной микросварки работает следующим образом.
Перед началом микросварки опускают электрододержатель 8 со сварочным электродом 1, последний своей рабочей поверхностью прижимает привариваемый вывод 16 к контактной площадке 17 (фиг,1), В это время подвижная
изоляционная втулка 6 находится в верхнем положении под действием пру- жины 15, которая соединена с рычагом 1 вилкой 11 и электрододержателем 8, Измерительные щупы 4 и 5 в это время не касаются привариваемого вывода
16и контактной площадки 17 (фиг,1). Одновременно с подачей сварочного импульса тока с блока управления сварочной установки (не показан) подается сигнал на включение электромагнита 10, который срабатывает и своим якорем поднимает конец рычага-вилки
11. Рычаг-вилка 11, проворачиваясь на оси 14, преодолевая усилие сжатия пружины 15, опускает посредством пальцев 12 и канавки 7 втулку 6 относительно опорного кольца 2 вместе с измерительными щупами 4 и 5, которые контактируют с зафиксированными привариваемым выводом 16 (щупы 4, первый и второй) и контактной площадкой
17(щупы 5, третий и четвертый), так как щупы 4 (первый и второй) закреплены на втулке 6 в плоскости, перпендикулярной плоскости расположения щупов 5 (третьего и четвертого). После подачи сварочного импульса тока начинается процесс микросварки (обе половины сварочного расщепленного электрода 1 закорочены привариваемым выводом 16, через который протекает сварочный импульс тока). В это же время с помощью измерительных щупов 4 и 5 проводят измерение параметров сварки, необходимых для анализа ее качества (разность потенциалов непосредственно в зоне сварки, падение напряжения на свариваемом переходе, термоЭДС, а также переходное контактное сопротивление на свариваемом переходе) , четырехзондовым методом измерения и подают сигналы на усилитель 20.
Для измерения переходного контактного сопротивления микросварного соединения четырехзондовым методом соединяют, например, первый и третий измерительные щупы (токовые) с источником 19 тока, например, типа Б5-46, а второй и четвертый щупы (потенциальные) с усилителем 20 (фиг.4 и 5).
После окончания процесса ми кро- сварки и измерения параметров, характеризующих качество микросварного соединения, электромагнит 10 отключается, под действием пружины 15 подвижная втулка 6 вместе с измеритель-,
15226
ными щупами 4 и 5 посредством рычага-вилки 11 перемещается в верхнее положение, а измерительные щупы выходят из соприкосновения с приваренным выводом 16 и контактной площадкой 17, и электрододержатель 8 сварочным электродом 1 поднимается в исходное состояние. В дальнейшем 1C цикл микросварки и контроля параметров, характеризующих качество сварки, повторяется.
На фиг.1 показано положение, когда привариваемый вывод 16 зафиксирован сварочным электродом 1 перед
15
С
5
0
5
0
началом микросварки, а измерительные щупы 4 и 5 находятся в исходном (верхнем) положении. Пунктиром показано положение, когда измерительные щупы 4 и 5 уже законтактированы с привариваемым выводом 16 и контактной площадкой 17 посредством якоря электромагнита 10, рычага-вилки 11 подвижной втулки 6.
На фиг.2 изображено взаимное положение сварочного электрода 1, измерительных щупов 4 и 5, привариваемого вывода 16 относительно контактной площадки 17 в момент процесса микросварки и измерения параметров, характеризующих качество микросварного соединения. Процесс измерения производится одновременно с процессом ми кроеварки.
Применение предлагаемого способа позволяет повысить надежность контроля за счет механизированной под.ачи измерительных щупов в зону сварки одновременно с процессом сварки и повысить точности контроля качества сварных соединений.
Формула изобретения Устройство для контроля сварных
соединений в процессе контактной микросварки, содержащее сварочный расщепленный электрод с опорным кольцом, электрододержатель, усилитель, измерительные щупы, выполненные в виде трех плоских пружин, размещенных на гранях электрода и связанных- с источником тока и усилителем, отличающееся тем, что, с иелью повышения надежности и
точности контроля качества сварных соединений, устройство снабжено дополнительным щупом и приводом для возвратно-поступательного перемещения измерительных щупов относительно
71
сварочного электрода, выполненным в виде электромагнита с якорем, подвижной изоляционной втулки и двупле - чего рычага-вилки, один конец которого установлен с возможностью взаимодействия с якорем электромагнита, я другой с изоляционной втулкой,
8
закрепленной на опорном кольце с возможностью перемещения, при этом измерительные щупы размещены попарно в плоскостях,,перпендикулярных одна другой,-два из них соединены электрически с усилителем, а два других - с источником тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Установка для ультразвуковой микросварки | 1987 |
|
SU1524979A1 |
| Сварочный расщепленный электрод для односторонней контактной сварки | 1986 |
|
SU1389966A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
| Сварочный расщепленный электрод для контактной сварки | 1987 |
|
SU1407727A1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
Изобретение относится к микросварке и может быть использовано в радиотехнической и электронной промышленности при изготовлении полупроводниковых приборов и интегральных микросхем. Цель изобретения - повышение надежности и точности контроля качества сварных соединений. Опускают электродержатель 8. Сварочный электрод 1 прижимает вывод 16 к контактной площадке 17. Одновременно с подачей сварочного импульса тока с блока управления сварочной установки подают сигнал на включение электромагнита 10, который своим якорем поднимает конец рычага-вилки 11. Рычаг-вилка 11, поворачиваясь на оси 14 и преодолевая усилия сжатия пружины 15, опускает посредством пальцев 12 и канавки 7 втулку 6 относительно опорного кольца 2 вместе с измерительными щупами 4,5. Одновременно с процессом микросварки происходит измерение параметров сварки с помощью измерительных щупов. 5 ил.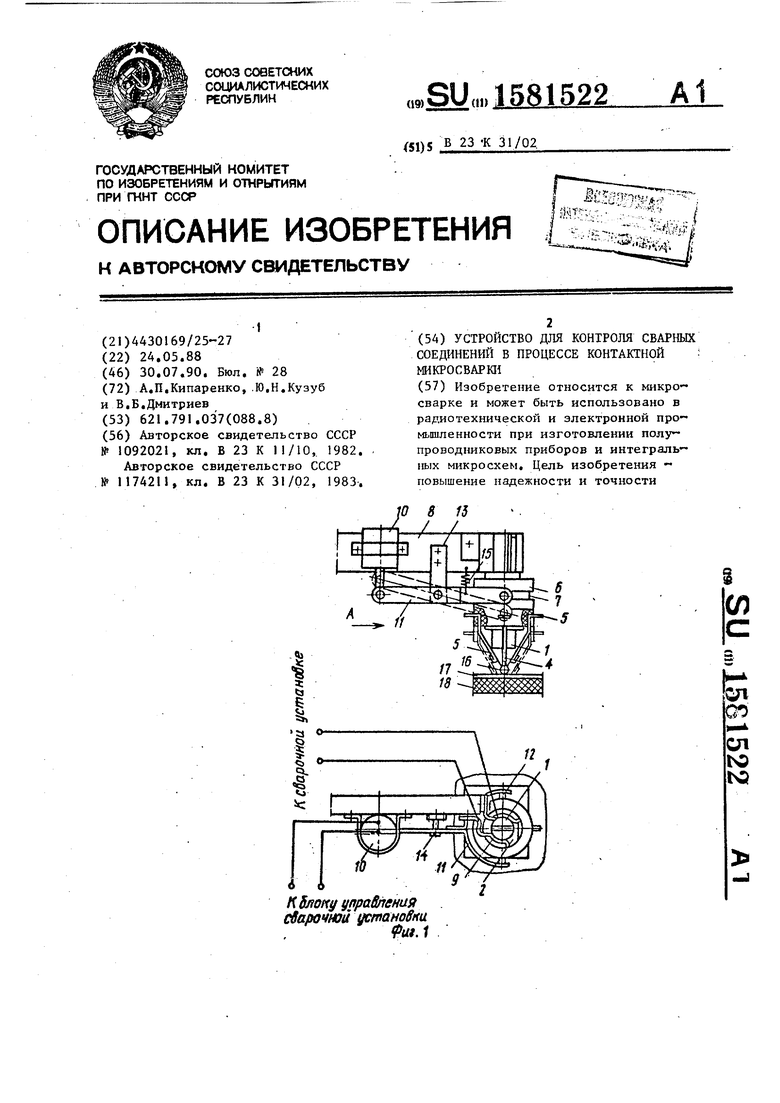
Фиг. l
6-5
Фиг.З
Измерительные точки
для контро/и режима сборки
Фиг. 5
Редактор Л.Веселовская
Составитель А.Анохов
Техред Л.Олийнык Корректор О.Ципле
Заказ 2056
Тираж 634
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ C(JCP 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101
ФигЛ
Контактно площадка
Подписное
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
