Изобретение относится к абразивной обработке и может быть использовано при ленточном шлифовании деталей, имеющих наружные сложно-профильные поверхности.
Цель изобретения - повышение производительности процесса обработки.
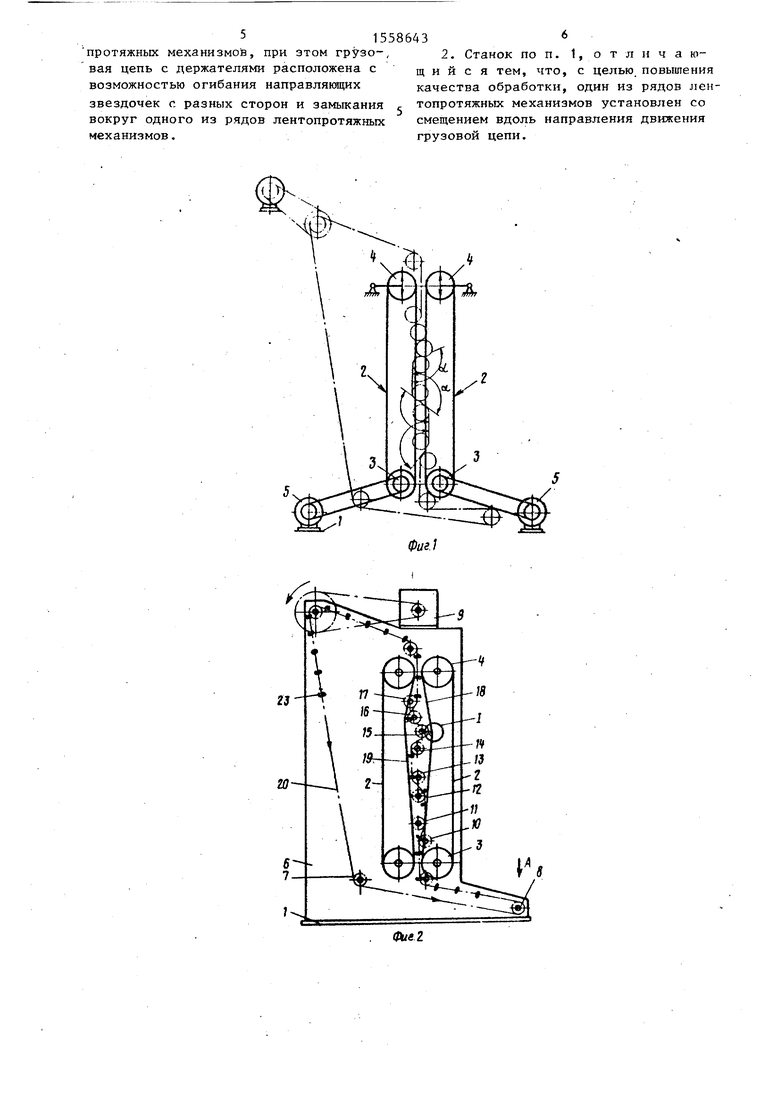
На фиг. 1 показана общая кинематическая схема ленточно-шлифовально- го станка; на фиг. 2 - схема работы станка при шлифовании противоположных сторон деталей типа гаечный ключ; на фиг. 3 - узел I на фиг. 2; на
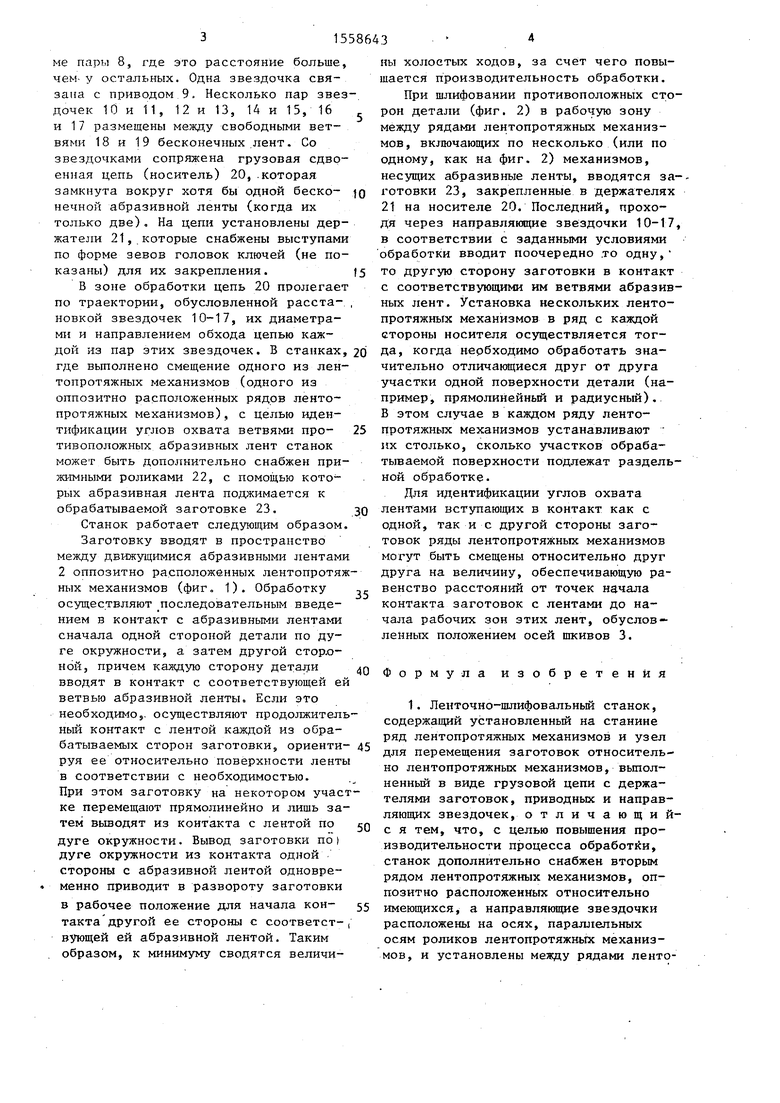
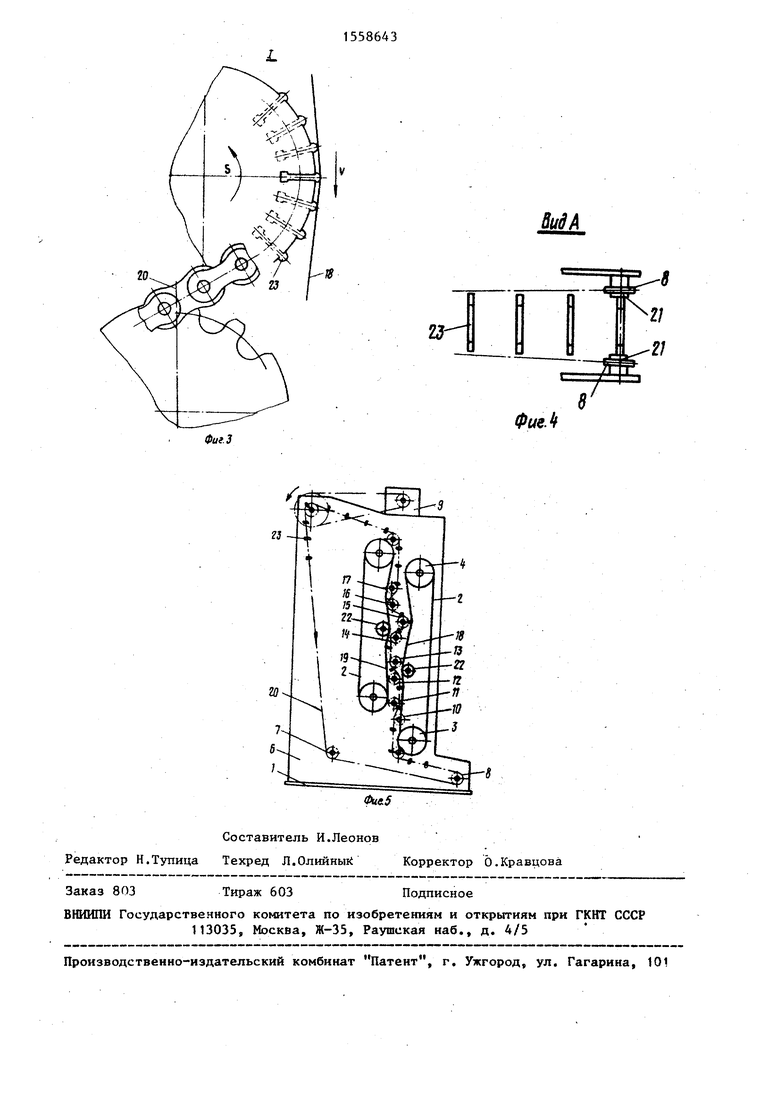
фиг. 4 - вид А на фиг. 2 (участок разведения ветвей грузовой цепи для сбрасывания обработанных деталей); на фиг. 5 - схема станка со смещенными лентопротяжными механизмами.
Станок состоит из станины 1, на которой смонтированы бесконечные абразивные ленты 2, натянутые на ведущий 3 и ведомый 4 шкивы. Ведущие шкивы 3 связаны с приводами 5. На двух стойках 6 закреплены оси 7 для пары звездочек с равным расстоянием между собой у каждой пары звездочек, кроел сп
00
о
Јь
СО
ме парт.) 8, где это расстояние больше, чем- у остальных. Одна звездочка связана с приводом 9. Несколько пар звездочек 10 и 11, 12 и 13, 14 и 15, 16 5 и 17 размещены между свободными ветвями 18 и 19 бесконечных лент. Со звездочками сопряжена грузовая сдвоенная цепь (носитель) 20,.которая замкнута вокруг хотя бы одной беско- jg нечной абразивной ленты (когда их только две), На цепи установлены держатели 21, которые снабжены выступами по форме зевов головок ключей (не показаны) для их закрепления.t5
В зоне обработки цепь 20 пролегает по траектории, обусловленной расста- , новкой звездочек 10-17, их диаметрами и направлением обхода цепью каждой из пар этих звездочек. В станках, 20 где выполнено смещение одного из лентопротяжных механизмов (одного из оппозитно расположенных рядов лентопротяжных механизмов), с целью идентификации углов охвата ветвями про- 25 тивоположных абразивных лент станок может быть дополнительно снабжен прижимными роликами 22, с помощью которых абразивная лента поджимается к обрабатываемой заготовке 23.
Станок работает следующим образом. Заготовку вводят в пространство между движущимися абразивными лентами 2 оппозитно расположенных лентопротяжных механизмов (фиг. 1). Обработку осуществляют последовательным введением в контакт с абразивными лентами сначала одной стороной детали по дуге окружности, а затем другой сторл- ной, причем каждую сторону детали вводят в контакт с соответствующей ей ветвью абразивной ленты. Если это необходимо9. осуществляют продолжительный контакт с лентой каждой из обрабатываемых сторон заготовки, ориенти- 45 руя ее относительно поверхности ленты в соответствии с необходимостью. При этом заготовку на некотором участке перемещают прямолинейно и лишь затем выводят из контакта с лентой по дуге окружности. Вывод заготовки по| дуге окружности из контакта одной стороны с абразивной лентой одновременно приводит в развороту заготовки в рабочее положение для начала контакта другой ее стороны с соответствующей ей абразивной лентой. Таким образом, к минимуму сводятся величи30
35
ны холостых ходов, за счет чего повышается производительность обработки.
При шлифовании противоположных сто рон детали (фиг. 2) в рабочую зону между рядами лентопротяжных механизмов, включающих по несколько (или по одному, как на фиг. 2) механизмов, несущих абразивные ленты, вводятся за готовки 23, закрепленные в держателях 21 на носителе 20. Последний, проходя через направляющие звездочки 10-17 в соответствии с заданными условиями обработки вводит поочередно .то одну,
то другую сторону заготовки в контакт с соответствующими им ветвями абразив ных лент. Установка нескольких лентопротяжных механизмов в ряд с каждой стороны носителя осуществляется тогда, когда нербходимо обработать значительно отличающиеся друг от друга участки одной поверхности детали (например, прямолинейный и радиусный). В этом случае в каждом ряду лентопротяжных механизмов устанавливают их столько, сколько участков обрабатываемой поверхности подлежат раздель ной обработке.
Для идентификации углов охвата лентами вступающих в контакт как с одной, так и с другой стороны заготовок ряды лентопротяжных механизмов могут быть смещены относительно друг друга на величину, обеспечивающую равенство расстояний от точек начала контакта заготовок с лентами до начала рабочих зон этих лент, обусловленных положением осей шкивов 3.
„40 Формула изобретения
1. Леиточно-шлифовальный станок, содержащий установленный на станине ряд лентопротяжных механизмов и узел для перемещения заготовок относительно лентопротяжных механизмов, выполненный в виде грузовой цепи с держателями заготовок, приводных и направляющих звездочек, отличающий с я тем, что, с целью повышения производительности процесса обработки, станок дополнительно снабжен вторым рядом лентопротяжных механизмов, оппозитно расположенных относительно имеющихся, а направляющие звездочки расположены на осях, параллельных осям роликов лентопротяжных механизмов, и установлены между рядами ленто
50
55
0 5
5 0
5
ны холостых ходов, за счет чего повышается производительность обработки.
При шлифовании противоположных сторон детали (фиг. 2) в рабочую зону между рядами лентопротяжных механизмов, включающих по несколько (или по одному, как на фиг. 2) механизмов, несущих абразивные ленты, вводятся за-, готовки 23, закрепленные в держателях 21 на носителе 20. Последний, проходя через направляющие звездочки 10-17, в соответствии с заданными условиями обработки вводит поочередно .то одну,
то другую сторону заготовки в контакт с соответствующими им ветвями абразивных лент. Установка нескольких лентопротяжных механизмов в ряд с каждой стороны носителя осуществляется тогда, когда нербходимо обработать значительно отличающиеся друг от друга участки одной поверхности детали (например, прямолинейный и радиусный). В этом случае в каждом ряду лентопротяжных механизмов устанавливают их столько, сколько участков обрабатываемой поверхности подлежат раздельной обработке.
Для идентификации углов охвата лентами вступающих в контакт как с одной, так и с другой стороны заготовок ряды лентопротяжных механизмов могут быть смещены относительно друг друга на величину, обеспечивающую равенство расстояний от точек начала контакта заготовок с лентами до начала рабочих зон этих лент, обусловленных положением осей шкивов 3.
1. Леиточно-шлифовальный станок, содержащий установленный на станине ряд лентопротяжных механизмов и узел для перемещения заготовок относительно лентопротяжных механизмов, выполненный в виде грузовой цепи с держателями заготовок, приводных и направляющих звездочек, отличающий- с я тем, что, с целью повышения производительности процесса обработки, станок дополнительно снабжен вторым рядом лентопротяжных механизмов, оппозитно расположенных относительно имеющихся, а направляющие звездочки расположены на осях, параллельных осям роликов лентопротяжных механизмов, и установлены между рядами ленто
протяжных механизмов, при этом грузо-, вая цепь с держателями расположена с возможностью огибания направляющих звездочек с разных сторон и замыкания вокруг одного из рядов лентопротяжных механизмов,
15
1558643
2. Станок по п. 1, отличающийся тем, что, с целью, повышения качества обработки, один из рядов лентопротяжных механизмов установлен со смещением вдоль направления движения грузовой цепи.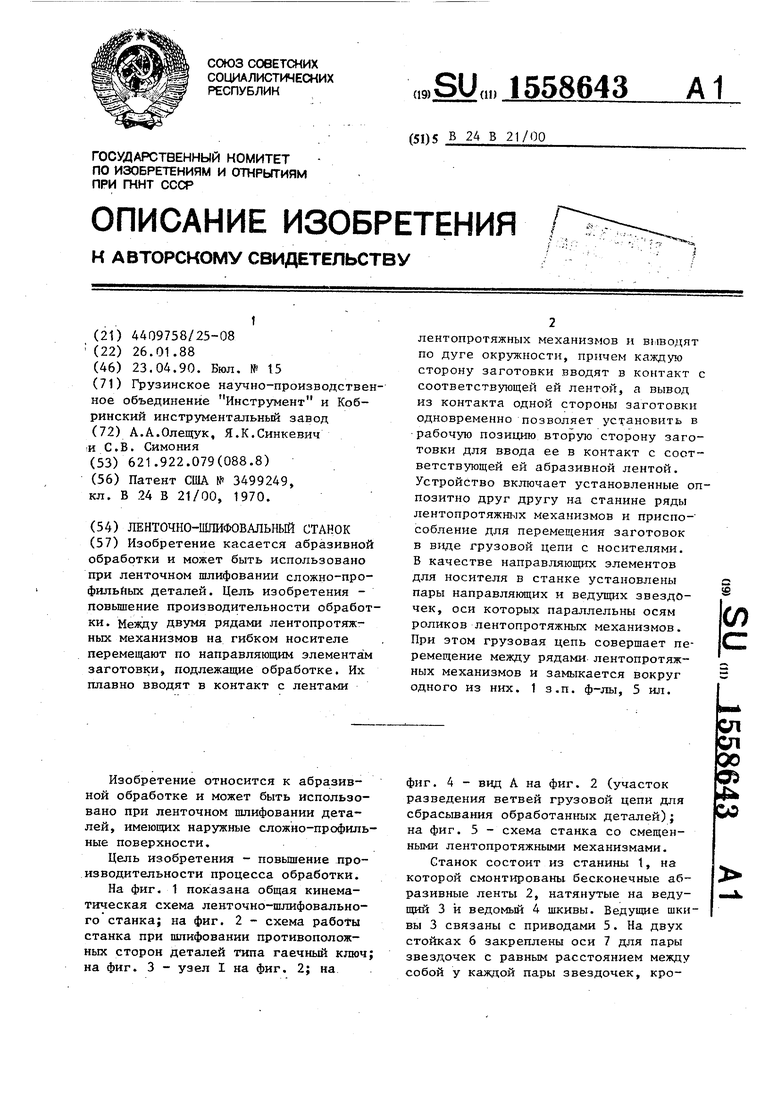
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| Способ ленточного шлифования и устройство для его осуществления | 1991 |
|
SU1816660A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| Ленточно-шлифовальный станок для обработки деревянных изделий | 1985 |
|
SU1366368A1 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1541027A1 |
| Станок для абразивной обработки | 1988 |
|
SU1611704A1 |
| СТАНОК ДЛЯ СОЗДАНИЯ ВОЛНООБРАЗНОГО ФАЦЕТА | 1999 |
|
RU2180282C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Механизированный многоярусный накопитель | 1988 |
|
SU1699866A1 |
Изобретение касается абразивной обработки и может быть использовано при ленточном шлифовании сложно-профильных деталей. Цель изобретения - повышение производительности обработки. Между двумя рядами лентопротяжных механизмов на гибком носителе перемещают по направляющим элементам заготовки, подлежащие обработке. Их плавно вводят в контакт с лентами лентопротяжных механизмов и выводят по дуге окружности, причем каждую сторону заготовки вводят в контакт с соответствующей ей лентой, а вывод из контакта одной стороны заготовки одновременно позволяет установить в рабочую позицию вторую сторону заготовки для ввода ее в контакт с соответствующей ей абразивной лентой. Устройство включает установленные оппозитно друг другу на станине ряды лентопротяжных механизмов и приспособление для перемещения заготовок в виде грузовой цепи с носителями. В качестве направляющих элементов для носителя в станке установлены пары направляющих и ведущих звездочек, оси которых параллельны осям роликов лентопротяжных механизмов. При этом грузовая цепь совершает перемещение между рядами лентопротяжных механизмов и замыкается вокруг одного из них. 1 з.п. ф-лы, 5 ил.
23
Составитель И.Леонов Редактор Н.Тупица Техред Л.Олийньп
Заказ 803
Тираж 603
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
ЫА
2J
ФигЛ
Корректор О.Кравцова
Подписное
| Патент США № 3499249, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
