Изобретение относится к машиностроению и может быть использовано при ленточ- ном шлифовании деталей типа тел вращения.
Целью изобретения является повышение качества шлифования.
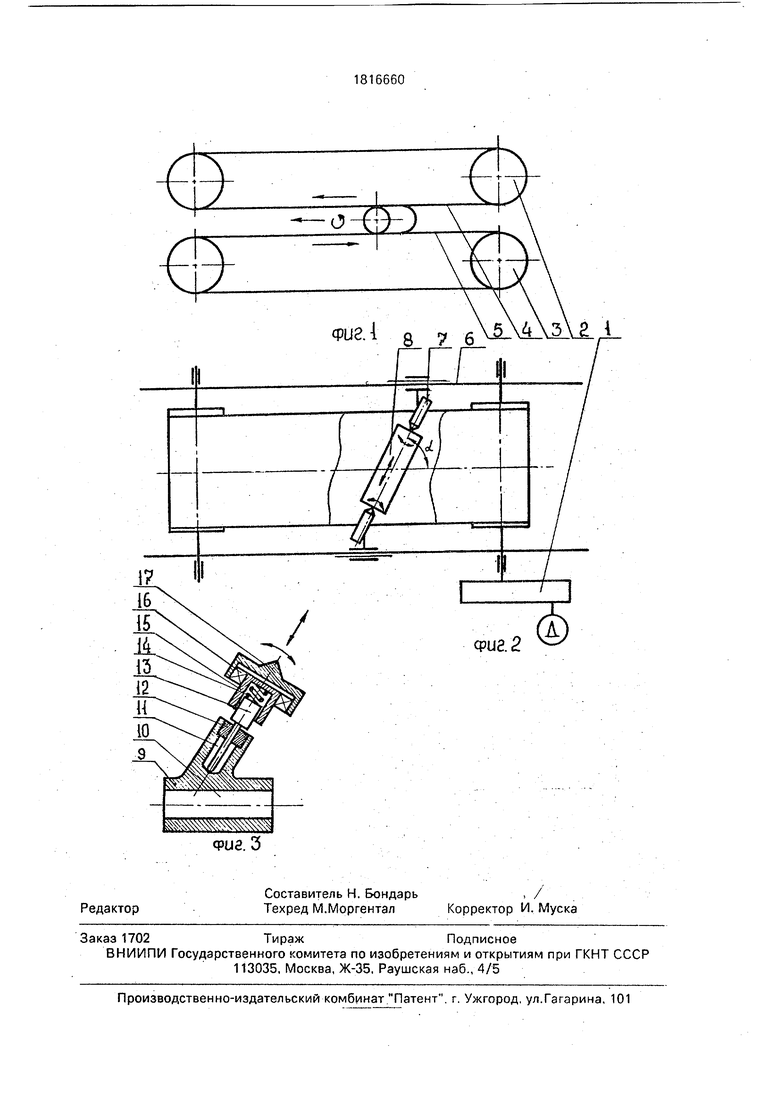
На фиг.1 дана схема устройства для реализации способа; на фиг.2 - то же, вид сверху; на фиг.З - узел фиксации обрабатываемых изделий в держателе.
Способ ленточного шлифования может быть реализован с помощью устройства, содержащего привод 1, верхний лентопротяжный механизм 2, нижний лентопротяжный механизм 3, которые приводят в движение верхнюю 4 и нижнюю 5 абразивные ленты, направляющие 6, держатели 7 обрабатываемых деталей 8,
Держатели 7 в свою очередь содержат корпус 9, имеющий втулку 10, отверстие которой соответствует размерам и форме сечения направляющей, и стакан 11, в котором в упругом элементе 12 установлен хвостовик .13, несущий подпружиненную упругим эпементом 14 гильзу 15, на которой в подшипниках 16 установлен узел фиксации 17 в виде вращающегося центра или зажима, поводка и т.п.
Предложенный способ ленточного шлифования реализуется с помощью предложенного устройства следующим образом. От привода 1 вращательное движение передается барабанами верхнего 2 и нижнего Злен- топротяжных механизмов. Приводные барабаны вращаются в одном направлении, чем обеспечивается разнонаправленность
00
Os
Оч О
движения рабочих ветвей абразивных лент 4 и 5.
В узлах фиксации держателей закрепляют подлежащие обработке детали 8. При попадании в рабочую зону происходит контактирование их цилиндрических поверхностей с абразивными лентами 4 и 5.
Ось вращения детали и направление поступательного перемещения образуют угол а, Величина угла « обеспечивается конструктивно - угол установки заготовки равен а. В итоге наложения с ледов от верхней и нижней абразивных лент на обрабатываемой поверхности общая совокупность следов образуется в виде разнонаправленных винтовых линий типа многозаходных левой и правой резьб,
При вращательно-поступательном перемещении обрабатываемых деталей, установленных под углом а. к направлению движения, под действием неравномерных по ширине ленты сил резания, упругие элементы 12, деформируясь, обеспечивают угловые колебания оси вращения обрабатываемого изделия к направлению движения, т.е. колебания угла. В свою очередь, под действием тех же неравномерных сил упругие элементы 14, деформируясь, вызывают осевые колебания системы 14- 15-16-17-8.
В итоге угловые колебания и осевые колебания обеспечивают угловую и осевую осцилляции обрабатываемого изделия, что приводит к наложению следов обработки. Этим повышается качество обработки поверхностного слоя изделия.
Примеры реализации способа.
1. Операция шлифования. Диаметр обрабатываемого изделия 56 мм, материал - сталь 45, величина угловой осцилляции - до 2...2,5°, величина осевой осцилляции 1,5...2 мм.
2. Операция полирования. Диаметр обрабатываемого изделия 56 мм, материал - сталь 45, величина угловой осцилляции - до 1...1,5°, величина осевой осцилляции 0,5...1 мм.
3. Операция полирования. Диаметр обрабатываемого изделия 56 мм, матер иал - сталь 40ХНЗА, величина угловой осцилляции - до 1,5.,.2°, величина осевой осцилля- ции - 1...1.5 мм.
Формула изобретения
1. Способ ленточного шлифования, при котором обрабатываемую деталь размещают между двумя ветвями абразивных лент,
оппозитно расположенных лентопротяжных механизмов, каждой из ветвей лент сообщают перемещение в противоположных направлениях, а изделию - вращение и поступательное перемещение вдоль ветвей
лент, отличающийся тем, что, с целью повышения качества шлифования, детали, дополнительно сообщают осцилляционные осевые колебания и угловые колебания в плоскости расположения ветвей абразивных лент,
2. Устройство для ленточного шлифования, выполненное в виде установленных друг над другом лентопротяжных механизмов с расположенными в параллел ьных плрскостях. осями их натяжных и направляющих рб ли ков, от л и ч а ю щ е е- с я тем, что, с целью повышения качества шлифования, устройство снабжено установленными по обе стороны от роликов и па р аллельно одна другой направляющими и размещенным на каждой из них держателем обрабатываемой детали, выполненным в виде корпуса, в упругой опоре которого на хвостовике размещен с возможностью вращения узел фиксации, подпружиненный относительно хвостовика.
3. Устройство по п.2, отличаю щ е е- с я тем, что узел фиксации выполнен в виде вращающегося центра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1990 |
|
SU1796418A1 |
| Способ ленточного шлифования | 1989 |
|
SU1759608A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Ленточно-шлифовальный станок | 1988 |
|
SU1558643A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Устройство для ленточного шлифования | 1989 |
|
SU1673403A1 |
| Устройство для управления осцилляцией абразивной ленты | 1977 |
|
SU707778A1 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Способ ленточного шлифования внутренних сферических поверхностей изделий и устройство для его реализации | 1989 |
|
SU1743817A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
Использование: для ленточного шлифования деталей типа тел вращения. Существо изобретения: обрабатываемую деталь размещают между двумя ветвями абразивных лент оппозитно расположенных лентопротяжных механизмов. Каждой из лент сообщают перемещение в противоположных направлениях, а изделию - вращение и поступательное перемещение вдоль рабочих ветвей лент. Деталям, подлежащим обработке, дополнительно сообщают осцилляционные осевые колебания и угловые колебания в плоскости расположения ветвей абразивных лент. Устройство для ленточного шлифования выполнено в виде установленных друг над другом лентопротяжных механизмов с расположенными в параллельных плоскостях осями из натяжных и направляющих роликов. Устройство снабжено установленными по обе стороны от роликов и параллельно друг другу направляющими и размещенным на каждой из них держателем обрабатываемой детали, выполненным . в виде корпуса, в упругой опоре которого на хвостовике размещен с возможностью вращения узел фиксации, подпружиненный относительно хвостовика. Узел фиксации может быть выполнен в виде вращающегося центра, зажима, поводка и т.п. 2 с. и 1 з,п. ф-лы, 3 ил. ел с
| Устройство для ленточного шлифования | 1989 |
|
SU1673403A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
