Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревообрабатывающей промышленности.
Цель изобретения - повышение производительности и расширение технологических возможностей за счет увеличения числа схем раскроя пиломатериалов без переналадки f
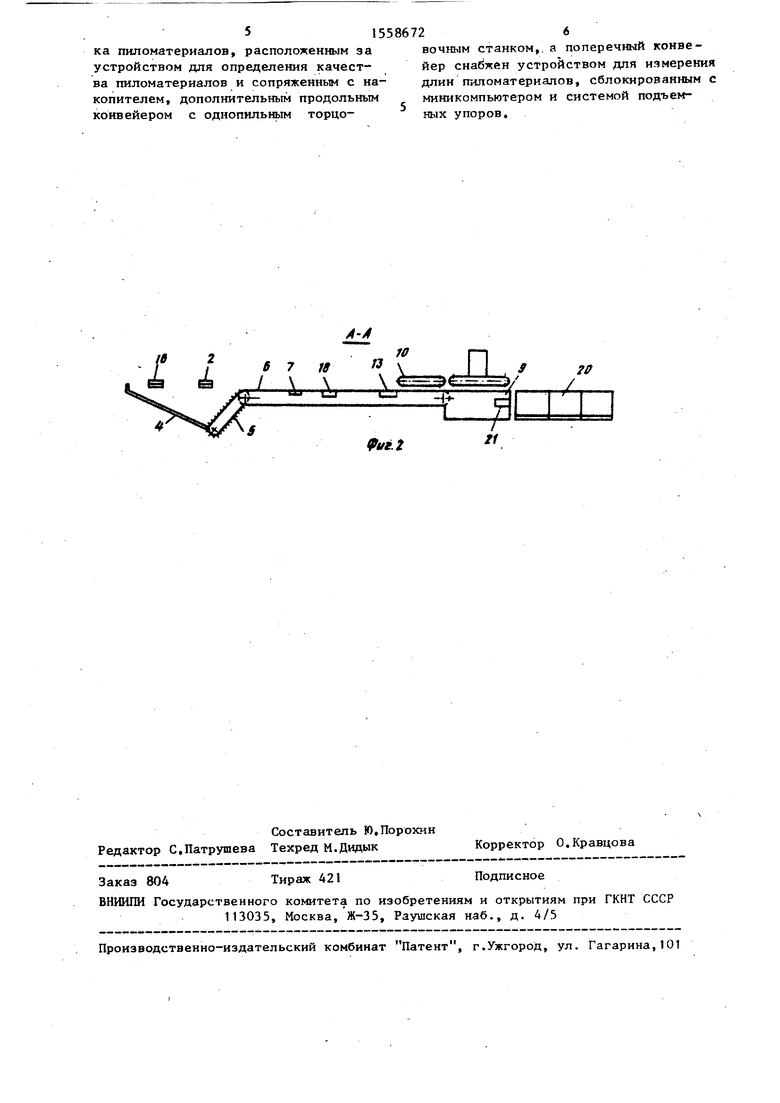
На фиг01 изображена линия, вид сверху; на фиг02 - разрез Д-А на фигс1.
Линия для раскроя пиломатериалов на заготовки включает питатель 1,1
продольный конвейер 2, устройство 3 для определения качества пиломатериалов, накопитель 4 с механизмом 5 поштучной выдачи, поперечный конвейер 6 с двумя рядами косоустановленных 2 приводных роликов 7 и 8, многопильный торцовочный станок 9 с прижимным конвейером 10 и миникомпьютер 11.1
В торце ряда роликов 7 установлена базирующая линейка 12, а ряд роликов 2 8 снабжен системой подъемных упоров 18, Продольный конвейер 2 имеет механизм 14 распределения потока пиломатериалов, расположенный за устройством 3 для определения качества пиломатери-з алов. Линия снабжена также поперечным транспортером 15 и дополнительным продольным конвейером 16 с одно- пильным торцовочным станком 170 Дополнительный продольный конвейер 16 сопг 3 ряжен с накопителем 4,
Поперечный конвейер 6 снабжен устройством 18 для измерения длин пиломатериалов, которое сблокировано с ми- никомпьютером 11 и системой подъем- д ных упоров 13, За поперечным конвейером 6 установлены разделители потока заготовок в виде подъемных передвижных конвейеров 19 с укладчиком 20.
I
Линия содержит также ленточный
конвейер 21 для уборки отрезков и Накопитель 22,
Линия работает следующим образом.
Пиломатериалы поштучно подаются питателем 1 на продольный конвейер 2, подающий их в устройство 3 для определения качества пиломатериалов. При прохождении через устройство 3 пилома- териалов требуемой прочности, механизм 14 пропускает их дальше по конвейеру 2 и они сбрасываются в накопитель 4.
Пиломатериалы с прочностью ниже требуемой, поступающие из устройства 3, механизмом 14 направляются на поперечный транспортер 15 и далее на дополнительный продольный конвейер 16. После выпиливания станком 17 недопустимых пороков, отрезки пиломатериалов поступают также в накопи-ч тель 4,
Механизмом 5 поштучной выдачи пиломатериал подают на поперечный конвейер 6. На конвейере 6 пиломатериал сначала базируется косоустановленны- ми роликами 7 по линейке 12, а затем проходит через устройство 18 для измерения длин пиломатериалов, После измерения длины пиломатериала мини- компьютер выбирает оптимальную схему раскроя из числа установленных на многопильном торцовочном станке 9. Пиломатериал косоустановленными роликами 8 перемещается до одного из упоров 13, поднятого по команде с мини- компьютера 11 и перемещается в этом ориентированном положении в станок 9
Полученные заготовки от станка 9 перемещаются цепными конвейерами 19 к укладчикам 20.
Использование предлагаемой линии позволяет повысить производительность и расширить технологические возможности за счет увеличения числа схем раскроя пиломатериалов без переналадки линии.
Формула изобретения
Линия раскроя пиломатериалов на заготовки, включающая питатель, продольный конвейер, устройство для определения качества пиломатериалов, накопитель с механизмом поштучной выдачи пиломатериалов, поперечный конвейер с двумя рядами косоустановленных приводных роликов, причем в торце одного ряда роликов установлена базирующая линейка, а второй ряд снабжен системой подъемных упоров, многопильный торцовочный станок с прижимным конвейером и миникомпьютер, отличающаяся тем, что, с целью повышения производительности и расширения технологических возможностей за счет увеличения числа схем раскроя пиломатериалов без переналадки, продольный конвейер снабжен механизмом распределения потка пиломатериалов, расположенным за устройством для определения качества пиломатериалов и сопряженным с накопителем, дополнительным продольным конвейером с однопильным торцо
вочным станком, а поперечный конвейер снабжен устройством для измерения длин пиломатериалов, сблокированным с миникомпьютером и системой подъемных упоров.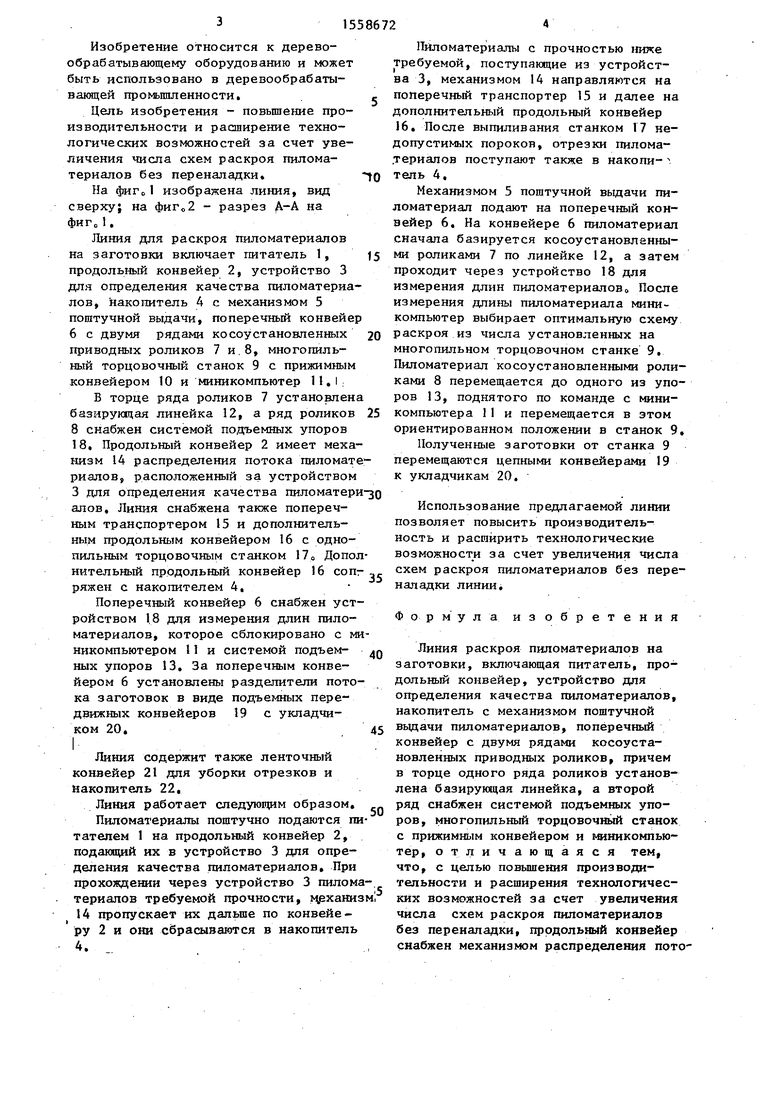
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПИЛОМАТЕРИАЛОВ | 1971 |
|
SU298513A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Способ изготовления пилопродукции из пиломатериалов | 1983 |
|
SU1386448A1 |
| Линия для изготовления щитов | 1984 |
|
SU1177155A1 |
| Способ изготовления клееных деревянных конструкций со слоями разной длины | 1981 |
|
SU1108013A1 |
| Торцовочный многопильный станок | 1987 |
|
SU1507564A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044627C1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Способ выработки заготовок из бревен | 1988 |
|
SU1630881A1 |
Изобретение относится к деревообрабатывающему оборудованию и может быть использовано в деревообрабатывающей промышленности. Цель изобретения - повышение производительности и расширение технологических возможностей за счет увеличения числа схем раскроя пиломатериалов без переналадки. Линия содержит питатель 1, продольный конвейер 2, устройство 3 для определения качества пиломатериалов, накопитель 4 с механизмом поштучной выдачи 5, поперечный конвейер 6 с двумя рядами косоустановленных приводных роликов 7 и 8 с базирующей линейкой 12, системой подъемных упоров 13, устройством 18 для измерения длин пиломатериалов, многопильный станок 9, миникомпьютер 11. Кроме того, линия имеет механизм 14 распределения потока пиломатериалов, поперечный транспортер 15 и дополнительный продольный конвейер 16 с торцовочным станком 17. Пиломатериалы поступают с питателя 1 на конвейер 2 и перемещаются им через устройство 30 для определения качества пиломатериалов. Качественные пиломатериалы конвейером 2 перемещаются в накопитель 4, а пиломатериалы с прочностью ниже требуемой механизмом 14 направляются к торцовочному станку 17. После выпиливания недопустимых пороков отрезки пиломатериалов поступают в накопитель 4. Далее пиломатериалы поступают на поперечный конвейер 6, роликами 7 выравниваются по линейке 12, измеряются устройством 18, по команде миникомпьютера 11 продвигаются до соответствующего упора 13 и в таком положении поступают в станок 9. Полученные заготовки перемещаются конвейерами 19 к укладчикам 20. Использование линии позволяет повысить производительность и расширить технологические возможности за счет увеличения числа схем раскроя пиломатериалов без переналадки линии. 2 ил.
| Песоцкий А.Н.„Есинский В.С0 Рациональное использование древесины в лесопилении, М.: Лесная промышленность, 1977, с.77, рис0260 |
