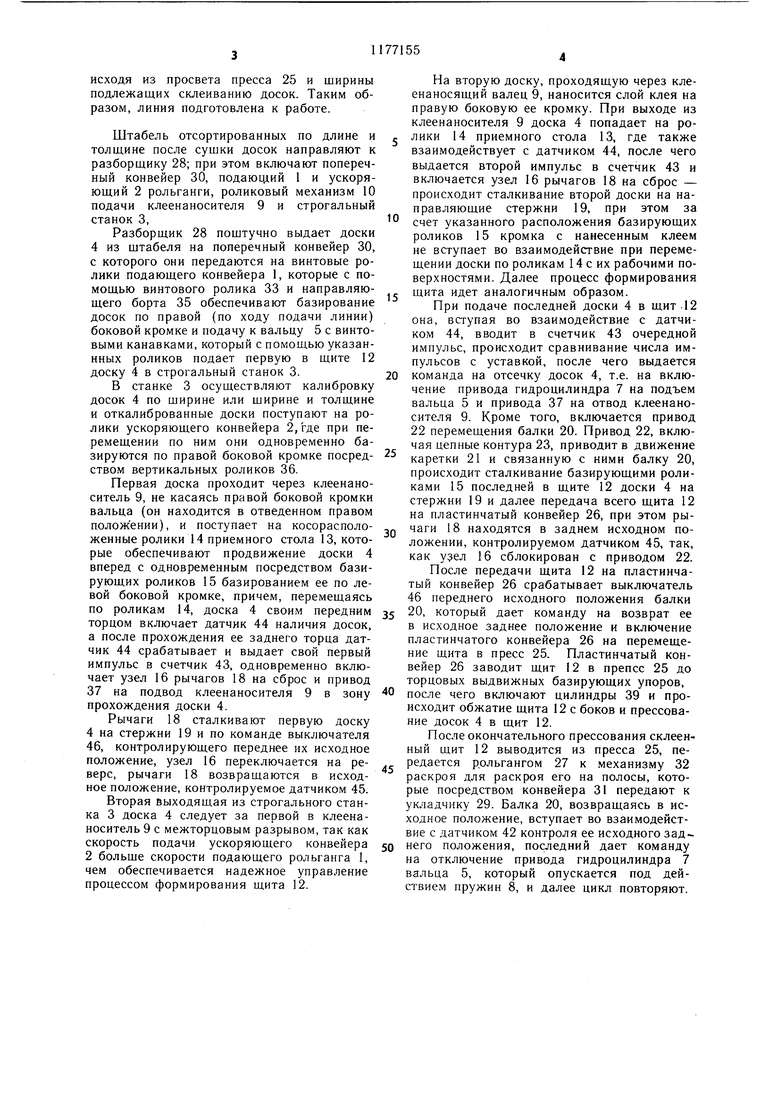
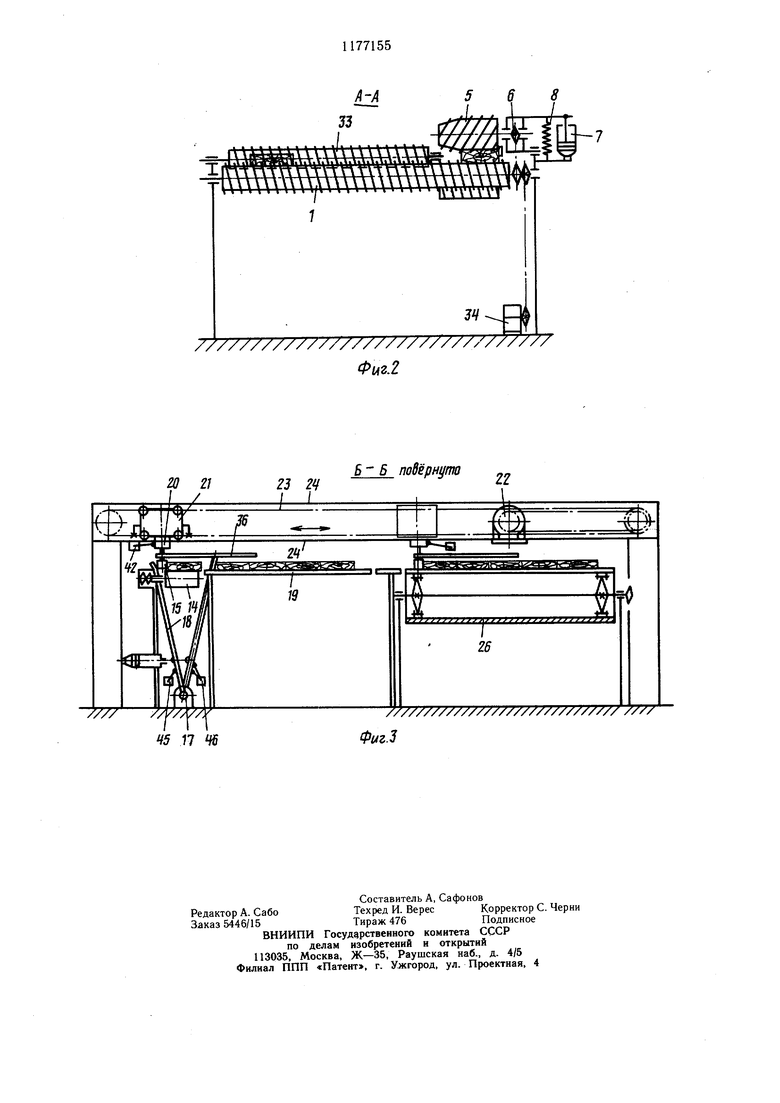
ТЛИ.. I .Il зГГ : р ф I Л I rf. I J Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления щитов. Цель изобретения - повышение производительности линии. На фиг. 1 изображена схема линии, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Линия для изготовления щитов содержит питатель, выполненный, например, в виде двух последовательно расположенных рольгангов: подающего 1 с винтовыми роликами и ускоряющего 2 с косорасположенньши роликами, установленные между этими рольгангами строгальный станок 3 для калибровки по ходу движения боковых кромок (при необходимости и пластей) пиломатериалов, досок 4 и отсекатель, выполненный в виде имеющего винтовую поверхность конусного прижимного вальца 5 с узлом регулирования его прижима 6 с гидроцилиндром 7 и пружиной 8, установленный за ускоряющим конвейером клеенаноситель 9 для нанесения клея на одну (правую по ходу движения) кромку доски 4, роликовый механизм 10 подачи с приводом 11. За клеена носителем 9 в линии уставовлено формирующее щит 12 из досок 4 устройство, выполненное в виде приемного стола 13 с косорасположенньши приводными от привода 11 роликами 14, параллельного продольной оси стола 13 ряда вертикально закрепленных базирующих роликов 15, узел 16 для поперечной передачи досок и щита 2, выполненный в виде расположенных между роликами 14 на горизонтальном поворотном от привода валу 17 рычагов 18 и горизонтальных направляющих стержней 19 и горизонтальной балки 20, которая присоединена через каретки 21 к замкнутым приводным от .привода 22 цепным контурам 23, а каретки 21 установлены на горизонтальных направляющих 24.расположенных над стержнями 19 и параллельно им, а базирующие ролики 15 подвешены к балке 20. Линия также имеет пресс 25,примыкающий по нормали к стержням 19 механизмом его загрузки, выполненный в виде пластинчатого приводного конвейера 26, механизм выгрузки из него в виде рольганга 27, установленные соответственно перед питателем и рольгангом 27 разборщик 28 штабеля пиломатериалов и укладчик 29 щитов пиломатериалов, причем укладчик 29 и разборщик 28 связаны с роликами 1 подающего рольганга и рольгангом 27 посредством поперечных цепных конвейеров 30 и 31. Между рольгангом 27 и укладчиком 29 может быть установлен механизм 32 раскроя. В конце подающего конвейера установлен торцовый упор в виде приводного винтового ролика 33. Винтовые ролики 1 связаны с приводом 34 их вращения, который в свою очередь связан с узлом прижима 6. Для базирования пиломатериалов при их перемещении линия имеет базирующие элементы в виде направляющего борта 35 и вертикальных роликов 36, соответственно установленных с правой стороны роликов 1 и 2, также размещенных на горизонтальной балке 20 перед базирующими роликами 15. Клеенаноситель 9 имеет привод 37 для отвода от проходящих мимо него пиломатериалов, а ролики 2 ускоряющего конвейера имеют автономный привод 38 их вращения. Пресс 25 выполнен с приводом для подвода базирующих элементов к верхней пласти склеиваемого щита 12 и силовыми цилиндрами 39 для бокового обжима склеиваемого щита 12, кроме того в прессе 25 может быть установлен выдвижной базирующий упор для переднего торца щита 12. Линия имеет также систему 40 управления, которая содержит задатчик 41 числа пиломатериалов в щите, датчик 42 контроля положения вертикальных базирующих роликов 15 относительно роликов 14 приемного стола 13, счетчик 43, установленный за клеенаносящим вальцем 9 датчик 44 наличия досок, причем датчик 43 электрически связан с приводом гидроцилиндра 7, а счетчик 43 - с приводом гидроцилиндра 7, датчиком 44 и задатчиком 41. Кроме того, линия имеет в системе управления другие датчики контроля положения рабочих органов, в виде путевых выключателей 45 и 46 исходных положений сталкивающих рычагов 18 и переднего исходного положения горизонтальной балки 20. Линия работает следующим образом. Перед началом работы горизонтальная балка 20 устанавливается в заднее исходное положение так, чтобы расстояние от базирующих роликов 15 до правых концов роликов 14 было меньше ширины выходящих после строгального станка 3 досок и их боковые правые подлежащие промазыванию клеем кромки могли не касаться поверхности роликов 15, сталкивающие рычаги 18 при этом также устанавливают в заднее исходное положение. Положение рычагов 18 и балки 20 контролируют путевым выключателем 45 и датчиком 42, привод гидроцилиндра 7 вальца 5 отключен (валец 5 находится в нижнем положении), Клеенаноситель 9 находится в отведенном правом положении, левые боковые фрезы строгального станка 3 устанавливают в заданное в зависимости от ширины досок, находящихся в поступаемом на линию штабеле, положение. Затем с пульта управления задатчиком 41 вводят в счетчик 43 число-уставку на требуемое количество досок в щите 12,
исходя из просвета пресса 25 и ширины подлежащих склеиванию досок. Таким образом, линия подготовлена к работе.
Штабель отсортированных по длине и толщине после сущки досок направляют к разборщику 28; при этом включают поперечный конвейер 30, подающий 1 и ускоряющий 2 рольганги, роликовый механизм 10 подачи клеенаносителя 9 и строгальный станок 3,
Разборщик 28 поштучно выдает доски 4 из щтабеля на поперечный конвейер 30, с которого они передаются на винтовые ролики подающего конвейера 1, которые с помощью винтового ролика 33 и направляющего борта 35 обеспечивают базирование досок по правой (по ходу подачи линии) боковой кромке и подачу к вальцу 5 с винтовыми канавками, который с помощью указаннных роликов подает первую в щите 12 доску 4 в строгальный станок 3.
В станке 3 осуществляют калибровку досок 4 по щирине или ширине и толщине и откалиброванные доски поступают на ролики ускоряющего конвейера 2, где при перемещении по ним они одновременно базируются по правой боковой кромке посредством вертикальных роликов 36.
Первая доска проходит через клеенаноситель 9, не касаясь правой боковой кромки вальца (он находится в отведенном правом положении), и поступает на косорасположенные ролики 14 приемного стола 13, которые обеспечивают продвижение доски 4 вперед с одновременным посредством базирующих роликов 15 базированием ее по левой боковой кромке, причем, перемещаясь по роликам 14, доска 4 своим передним торцом включает датчик 44 наличия досок, а после прохождения ее заднего торца датчик 44 срабатывает и выдает свой первый импульс в счетчик 43, одновременно включает узел 16 рычагов 18 на сброс и привод 37 на подвод клеенаносителя 9 в зону прохождения доски 4.
Рычаги 18 сталкивают первую доску 4 на стержни 19 и по команде выключателя 46, контролирующего переднее их исходное положение, узел 16 переключается на реверс, рычаги 18 возвращаются в исходное положение, контролируемое датчиком 45.
Вторая Выходящая из строгального станка 3 доска 4 следует за первой в клеенаноситель 9 с межторцовым разрывом, так как скорость подачи ускоряющего конвейера 2 больще скорости подающего рольганга 1, чем обеспечивается надежное управление процессом формирования щита 12.
На вторую доску, проходящую через клеенаносящий валец 9, наносится слой клея на правую боковую ее кромку. При выходе из клеенаносителя 9 доска 4 попадает на рог лики 14 приемного стола 13, где также взаимодействует с датчиком 44, после чего выдается второй импульс в счетчик 43 и включается узел 16 рычагов 18 на сброс - происходит сталкивание второй доски на направляющие стержни 19, при этом за 0 (,qg указанного расположения базирующих роликов 15 кромка с нанесенным клеем не вступает во взаимодействие при перемещении доски по роликам 14 с их рабочими поверхностями. Далее процесс формирования 5 щита идет аналогичным образом.
При подаче последней доски 4 в щит. 12 она, вступая во взаимодействие с датчиком 44, вводит в счетчик 43 очередной импульс, происходит сравнивание числа импульсов с уставкой, после чего выдается 0 команда на отсечку досок 4, т.е. на включение привода гидроцилиндра 7 на подъем вальца 5 и привода 37 на отвод клеенаносителя 9. Кроме того, включается привод 22 перемещения балки 20. Привод 22, включая цепные контура 23, приводит в движение каретки 21 и связанную с ними балку 20, происходит сталкивание базирующими роликами 15 последней в щите 12 доски 4 на стержни 19 и далее передача всего щита 12 на пластинчатый конвейер 26, при этом рыQ чаги 18 находятся в заднем исходном положении, контролируемом датчиком 45, так, как узел 16 сблокирован с приводом 22. После передачи щита 12 на пластинчатый конвейер 26 срабатывает выключатель 46 переднего исходного положения балки 5 20, который дает команду на возврат ее в исходное заднее положение и включение пластинчатого конвейера 26 на перемещение щита в пресс 25. Пластинчатый конвейер 26 заводит щит 12 в препсс 25 до торцовых выдвижных базирующих упоров, 0 после чего включают цилиндры 39 и происходит обжатие щита 12 с боков и прессование досок 4 в щит 12.
После окончательного прессования склеенный щит 12 выводится из пресса 25, передается рольгангом 27 к механизму 32 раскроя для раскроя его на полосы, которые посредством конвейера 31 передают к укладчику 29. Балка 20, возвращаясь в исходное положение, вступает во взаимодействие с датчиком 42 контроля ее исходного заднего положения, последний дает команду на отключение привода гидроцилиндра 7 вальца 5, который опускается под действием пружин 8, и далее цикл повторяют.
568
//
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРОКЛАДОК ПРИ ВАНИИ ШТАБЕЛЯ ДОСОКФОРМИРО- | 1968 |
|
SU211393A1 |
| Способ производства пиломатериалов и устройство для его осуществления | 1990 |
|
SU1807933A3 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Устройство для укладки длинномерных изделий в пакет | 1978 |
|
SU779218A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Линия склеивания пиломатериалов по длине | 1986 |
|
SU1318405A1 |
| Сортировочно-пакетирующая линия длинномерных изделий | 1986 |
|
SU1493325A1 |
| Линия изготовления щитов из досок | 1985 |
|
SU1281418A1 |
1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЩИТОВ, содержащая раму, систему продольных и поперечных конвейеров с отсекателем, разборщик, узел поперечной передачи досок, клеенаноситель, пресс, систему управления и привод, отличающаяся тем, что, с целью повыщения производи- CHrOM,lf:«ff тельности, узел поперечной передачи досок, снабжен кинематически связанной с его цепями кареткой с горизонтальной балкой, имеющей вертикально закрепленные базирующие ролики, и соединенными с приводом и щарнирно установленными на раме продольного конвейера сталкивающими рычагами, а отсекатель выполнен в виде смонтированного над продольным конвейером и подпружиненного относительно него конусного прижимного вальца с узлом регулирования усилия его прижима. 2. Линия по п. 1, отличающаяся тем, что система управления снабжена задатчиком и счетчиком числа досок в щите, датчиком контроля положения базирующих роликов и установленным за клеенаносителем § датчиком наличия досок, причем датчик контроля положения базирующих роликов и СО счетчик электрически соединены с приводом питателя, а счетчик соединен также с датчиком наличия досок и задатчиком.
20 2123 2Ц 22
| Линия для склеивания пиломатериалов по ширине | 1981 |
|
SU1020244A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ЩИТОВfimn V-- " ; ФУЛй ^ •- ^-• | 1972 |
|
SU424712A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
