Изобретение относится к двухдуговой сварке наплавляющимися электродами с подачей присадочной проволоки в среде защитных газов и может быть использовано при изготовлении толстостенных изделий из сталей и титановых сплавов в различных отраслях промышленности.
Целью изобретения является повышение качества сварного соединения путем стабилизации следящей дуги переднего электрода на кромках.
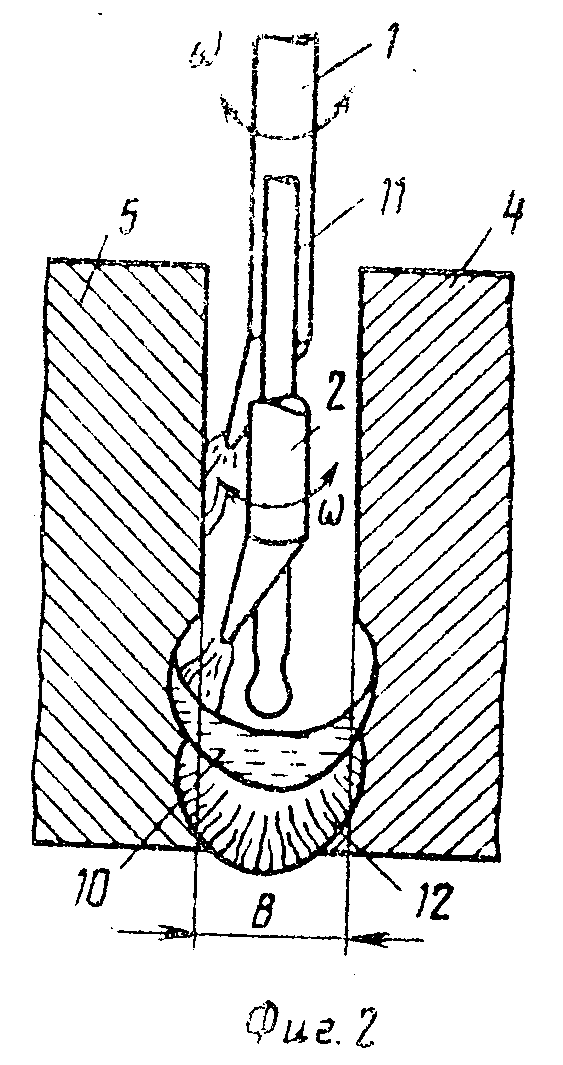
На фиг. 1 представлено расположение электродов в разделке; на фиг. 2 вид на торец разделки со стороны заднего электрода; на фиг. 3 приведена кинематическая схема колебаний электродов при ориентации их отогнутых концов в направлении сварки и при подаче проволоки перед дугой заднего электрода; на фиг. 4 то же, при расположении отогнутых концов электродов навстречу друг другу и при подаче проволоки перед дугой заднего электрода; на фиг. 5 то же, при подаче проволоки за дугой заднего электрода и при ориентации отогнутого конца переднего электрода против направления сварки; на фиг. 6 то же, при подаче проволоки за дугой заднего электрода и при ориентации отогнутого конца переднего электрода в направлении сварки.
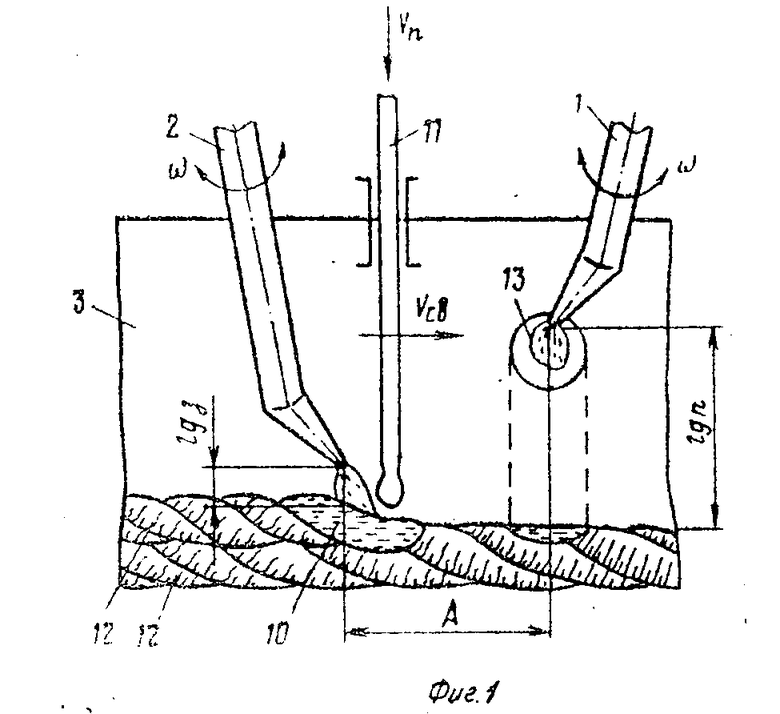
Способ осуществляют следующим образом. Два неплавящихся электрода передний 1 и задний 2, устанавливают на оси узкой разделки 3, получаемой при соединении свариваемых деталей 4 и 5. Неплавящиеся электроды 1 и 2 имеют отогнутые рабочие участки, концы которых при вращательном колебании совершают перемещения поперек разделки 3. Электроды 1 и 2 кинематически жестко связаны между собой таким образом, что при колебаниях оба их отогнутых рабочих конца совершают одновременное перемещение к свариваемым кромкам.
Колебание электродов 1 и 2 осуществляют с помощью реверсированного управляемого двигателя 6, на оси которого находится шестерня 7. В случае ориентации отогнутых рабочих участков электродов 1 и 2 в направлении сварки (фиг. 3) используют вариант кинематической схемы, при котором шестерня 7 входит в зацепление одновременно с двумя шестернями 8, находящимися на оси вращения электродов 1 и 2. При ориентации отогнутых рабочих участков электродов 1 и 2 навстречу друг другу (фиг. 4) колебания на один из электродов передают посредством дополнительной шестерни 9.
Передний электрод 1 связан с блоком, осуществляющим слежение за напряжением на дуге Uд при подходе к кромкам. При достижении напряжением Uд величины, соответствующей заданной величине опорного напряжения Uоп, осуществляют изменение направления вращения ω электродов 1 и 2 (реверс).
Задний электрод 2 образует сварочную ванну 10 и совместно с вертикально подаваемой присадочной проволокой 11 формирует многослойный сварной шов 12. Помимо вертикальной подачи присадочной проволоки 11 перед дугой заднего электрода 2 (фиг. 3, 4) при сварке некоторых материалов, когда требуется уменьшить время кристаллизации шва, возможна подача присадочной проволоки 11 за дугой заднего электрода 2 (фиг. 5, 6).
Дуга переднего электрода 1 помимо слежения за кромками осуществляет подогрев свариваемых деталей 4, 5 с образованием пятна нагрева 13 периодически на поверхности кромок разделки 3, что особенно важно при сварке закаливающихся сталей, склонных с образованию трещин.
Чтобы исключить взаимное отклонение дуг переднего 1 и заднего 2 электродов за счет электромагнитного взаимодействия, а также для того, чтобы дуга переднего электрода 1 горела на кромку вне зоны сварочной ванны 10, образованной дугой заднего электрода 2, электроды устанавливают друг от друга на расстоянии А, составляющем 1,5-4 от ширины разделки В. При данном соотношении, как показали эксперименты, обеспечивается хорошее формирование шва.
Экспериментально установлено, что при А < 1,5 В в результате электромагнитного взаимодействия дуги переднего 1 и заднего 2 электродов притягиваются, что снижает стабильность работы блока слежения и ухудшает качество сварного соединения.
При А > 4 В также ухудшается качество сварного соединения, так как снижается стабильность процесса сварки. В этом случае из-за большого удаления электродов 1 и 2 уменьшается точность положения (слежения) заднего электрода и возрастает вероятность касаний электродом 2 кромок разделки 3.
Как показали эксперименты, если передний электрод 1 располагают над поверхностью в осевой части разделки на высоте меньшей, чем 4lдз, то вероятность касаний электродами 1 и 2 стенок 4 и 5 разделки 3 увеличивается, так как разность напряжений Δ Uд.п на дуге переднего электрода 1 при ее горении на нижнюю (осевую) часть разделки Uчд.пн и на кромку Uд.п.к ( ΔUд.пн Uд.пк) мала и не обеспечивает стабильности переключения направлений колебания электродов блоком слежения.
При lд.п > 7lд.з ухудшается стабильность дуги при переходе с кромки на кромку и качество защиты сварного шва, так как резко увеличивается длина факела дуги при прохождении ею средней части разделки, что способствует турбулентности газового потока в зоне сварки, а также уменьшается толщина деталей 4 и 5, свариваемая с работающим блоком слежения, то есть до выхода дуги поверхности свариваемых деталей 4 и 5. Далее сварка происходит с отключением тока на переднем электроде с жестко установленной амплитудой колебаний электродов.
При lд.з 4-7 lд.з формируется шов хорошего качества, так как обеспечивается стабильное функционирование блока слежения, осуществляющего переключение направления колебаний электродов (реверс колебания).
Как показали эксперименты, ток на переднем электроде 1п необходимо задавать равным 0,3-0,5 от сварочного тока заднего электрода 2св.з. В этом случае обеспечивается стабильная работа блока слежения за дугой переднего электрода. При 1п < 0,3 2св.з дуга на переднем электроде горит неустойчиво, что ухудшает стабильность отслеживания дуги и увеличивает вероятность замыканий электрода на кромку. При 1п > 0,5 2св.з от дуги переднего электрода образуется большая сварочная ванна, существование которой задерживает перемещение анодного пятна (дуги) на кромки, а также повышенное давление дуги создает гидродинамические возмущения жидкого металла и возможное появление ложных сигналов от случайных значений напряжений, близких к опорному. Все это снижает стабильность переключения направления колебаний. Поэтому возможны замыкания электродов на кромки, а также реверс колебаний, когда электроды еще не достигли кромок.
При осуществлении способа ширину разделки устанавливают 6-12 мм, а длину дуги заднего электрода 1,5-4,0 мм.
П р и м е р. Проводят сварку кольцевых образцов из стали ВКС-9 диаметром 200 мм и толщиной 40 мм. Величина зазора В 8 мм, расстояние между электродами А 12 мм; длина дуги заднего электрода 3 мм; длина дуги переднего электрода 16 мм; ток дуги заднего электрода 300 А; ток дуги переднего электрода 120 А; скорость подачи присадочной проволоки 25-35 м/ч; диаметр присадочной проволоки 2 мм.
Процесс сварки протекает стабильно, формирование шва хорошее.
Использование предлагаемого способа позволяет повысить качество формирования шва при многопроходной автоматической двухдуговой сварке по узкому зазору неплавящимися электродами толстостенных стыков и тем самым увеличить срок службы изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |


Изобретение относится к технологии двухдуговой сварки неплавящимися электродами с подачей присадочной проволоки в среде защитных газов и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества сварного соединения путем стабилизации дуги переднего по ходу сварки электрода. Два неплавящихся электрода с отогнутыми рабочими концами устанавливают вдоль оси узкой разделки и в процессе сварки осуществляют их синхронные поворотные колебания и слежение за длиной дуги одного из электродов. Последние устанавливают друг от друга на расстоянии, равном от 1,5 до 4,0 ширины разделки. Рабочий конец переднего электрода располагают выше рабочего конца заднего электрода на расстоянии, равном от 4,0 до 7,0 длины дуги заднего электрода. В процессе сварки ток на переднем электроде задают равным от 0,3 до 0,5 величины тока заднего электрода. Способ обеспечивает сварку в узкую разделку толстостенных сталей шириной от 6 до 12 мм из сталей и титановых сплавов и позволяет повысить качество сварных швов. 6 ил.
СПОСОБ ДУГОВОЙ СВАРКИ, при котором два неплавящихся электрода с отогнутыми рабочими концами устанавливают вдоль оси узкой разделки и в процессе сварки осуществляют синхронные поворотные колебания электродов поперек разделки с подачей присадочной проволоки и одновременным слежением за длиной дуги одного из электродов у кромок, отличающийся тем, что, с целью повышения качества сварного соединения путем стабилизации дуги переднего по ходу сварки электрода, электроды устанавливают друг от друга на расстоянии, равном от 1,5 до 4,0 ширины разделки, рабочий конец переднего электрода располагают выше рабочего конца заднего электрода на расстоянии, равном от 4,0 до 7,0 длины дуги этого электрода, а в процессе сварки ток на переднем электроде задают равным от 0,3 до 0,5 величины тока заднего электрода.
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
