электродами с подачей присадочной проволоки, содержащее сварочную головку с корпусом, в котором установлены держатели неплавящихся электродов .с осями, расположенными под углом к оси горелки и в. плоскости, проходящей через эту ось, а также механизм подачи присадочной проволоки, механизм перемещений головки в двух взаимно перпендикулярных направлениях с регулятором перемещений, механизм стабилизации длины дуги и схему управления электроприводами упомянутых механизмов 4.
Однако известное устройство не позволяет выполнять многослойную сварку сталей и титановых сплавов, не устраняет необходимости в холостом прогоне головки в исходное положение и в многократном возбуждении и гашении дуги, поскольку подача присадочной проволоки производится со стороны, расположенной под углом 70-90 к оси горелки. Кроме того, устройство не обеспечивает стабильного провара кромок соединения.
Цель изобретения - повышение производительности процесса сварки и качества сварных швов за счет стабилизации провара кромок соединения.
Поставленная цель достигается тем,-что в устройстве для автоматической (Двухдуговой.сварки неплавящимися электродами с подачей присадочной проволоки, содержащем .сварочную горелку с корпусом, в котором установлены держатели неплавящихся электродов с осями, расположенными под углом к оси горелки и в плоскости, проходящей через эту ось, а также механизм подачи присадочной проволоки, механизм перемещений горелки в двух взаимно перпендикул1чрных Направлени-ях, механизм стабилиза11ии длины дуги и схему управления электроприводом упомянутых механизмов, в .корпусе, сварочной головки по ее оси выполнен канал для направления присадоч.ной ПРОВОЛО.КИ,держатели уста:нЬвлены с возможностью поворота относительно своей оси и снабжены ме..ханизмом поворота с электроприводом ЛРИ этом электропривод механизмов пворота связан с электроприводом 7 механизма стабилизации длины дуги чрез упомянутую схему управления, в которую введены блоки замера и стбилизации напряжения на дуге,, а неплавящиеся электроды выполнены с загнутыми рабочими концами.
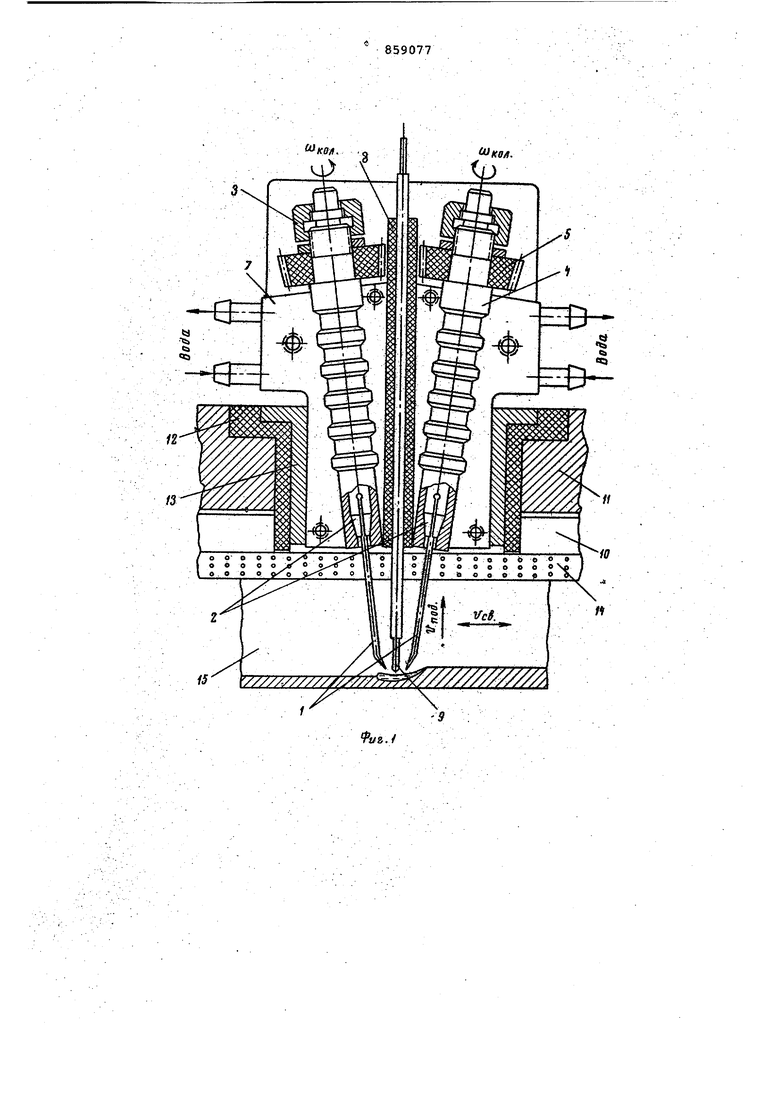
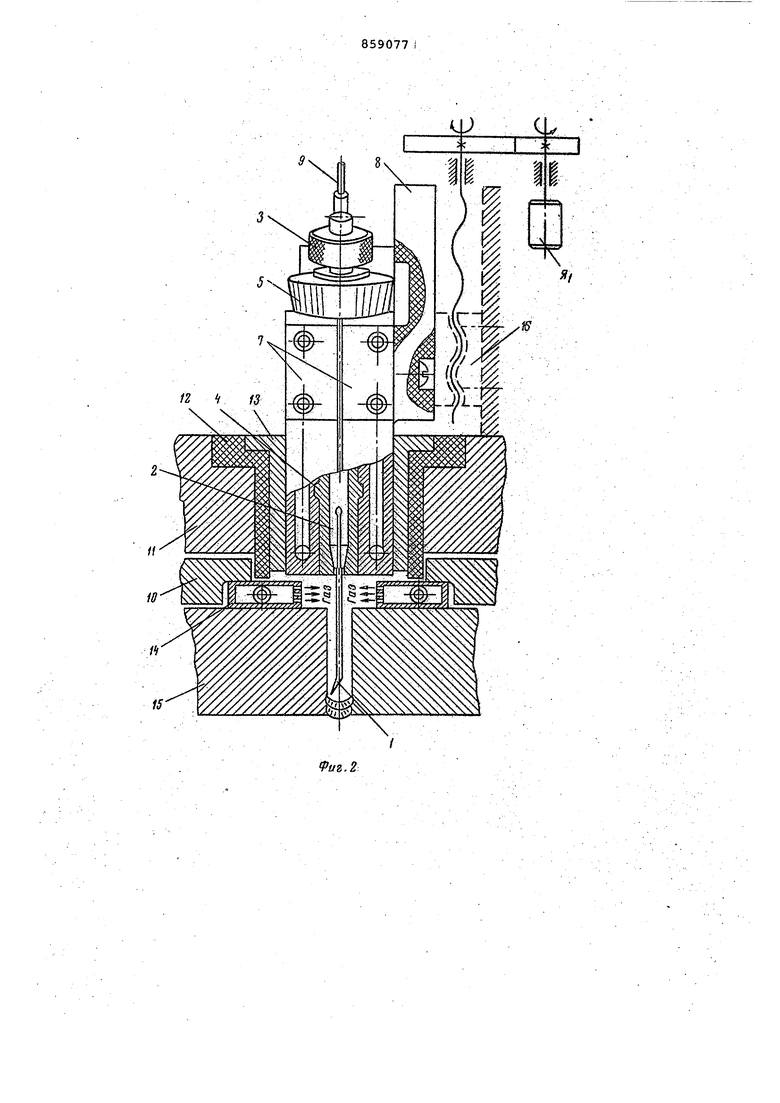
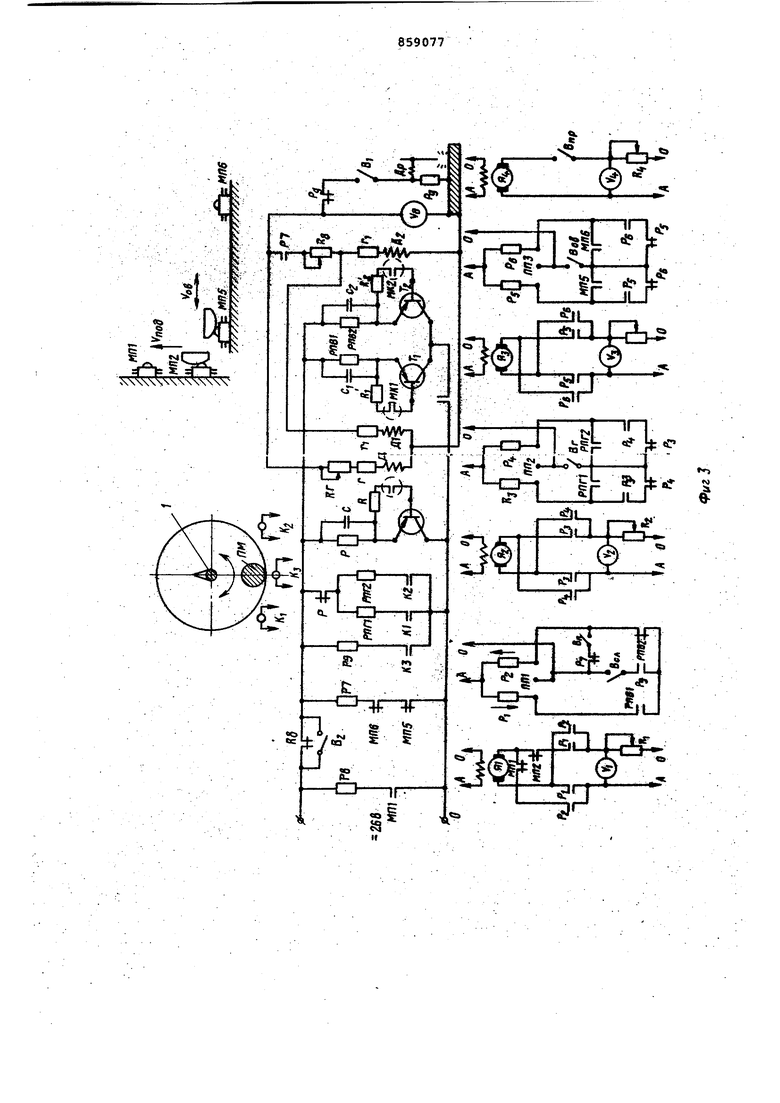
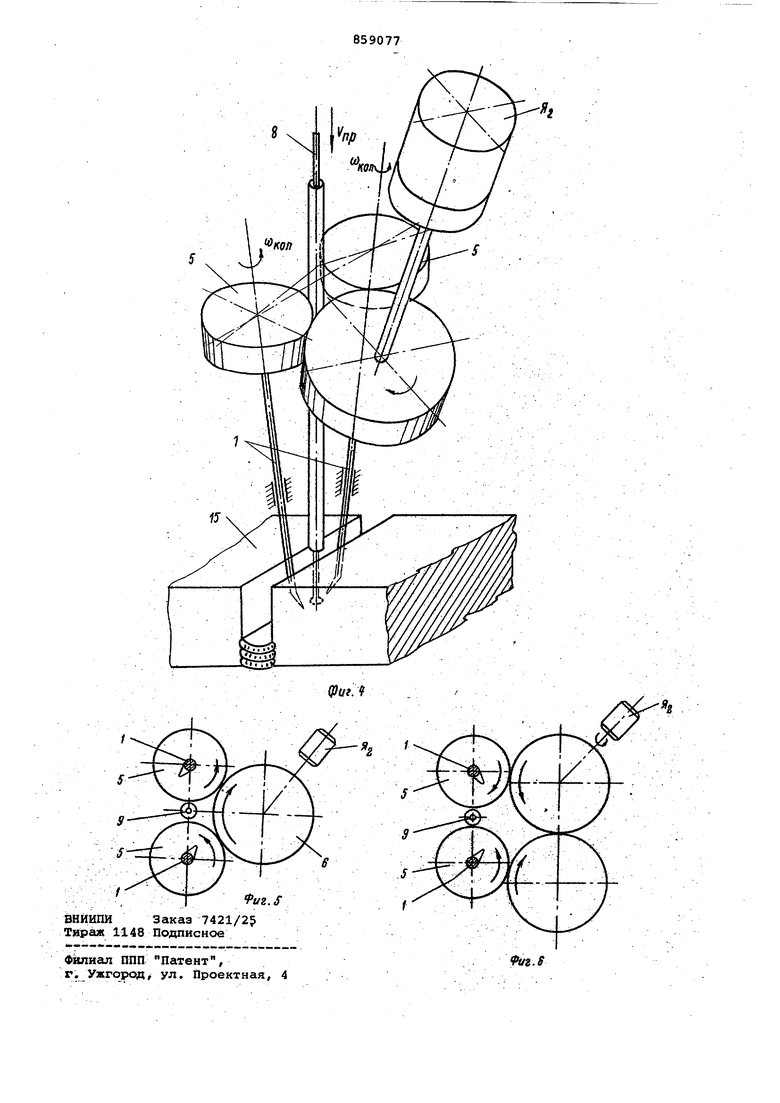
На. фиг.1 схематично изображена сварочная головка и расположение ее на изделии; на фиг.2 - то же, поперечное сечение (вид с торца шва); на фйг.З - автомат, электрическая схема; на фиг.4 - конструктивное вытолнение механизма колебаний и стабилизации длины дуги по горизонта|ЛИГ на фиг.5 - кинематическая схема
расположения электродов при их согласном вращении; на фиг.6 - то же, для слуная их встречного вращения.
Устройство содержит сварочную горелку, состоящую из двух изогнутых 5 на конце электродов .1, закрепленных в цангах 2 накидными гайками3, поджимакщими цанги к конусному каналу электродо держат ел ей 4,котО1Яле через конические шестерни 5 связаны с
электроприводом через общую шестерню б (фиг.5). Электрододержатели 4 ус тановлены в корпусах водоохлаждаемых токоподводящих подшипников 7, за.крепленных на общем корпусе 8, имеf ющем канал для подачи присадочного металла 9 в сварочную ванну, расположенный по оси горелки. Корпусы токоподводящих подшипников7 -изолированы от направлякяцих 10 и каретки 11 прокладкой 12,внутри которой установлена втулка 13, предохраняющая изоляционную прокладку 12 от износа при вертикальном перемещении горелки. Направляющие 10 имеют в нижней части полости для размещени; га5 зозащитных устройств 14, эакрывакнцих сверху стык свариваемых деталей 15. Оси электродов 1 расположены под углом к оси горелки и лежат в плоскости, проходящей через эту ось. В
0 устройство входит механизм подачи присадочной проволоки (не показан), а также механизм 16 перемещений горелки с регулятором перемещений. Электрододержатели 4 установлены с
возможностью поворота относительно своей оси и снабжены механизмом поворота (шестерни 5,7) и электроприводом.. .
Электросхема устройства (фиг. 3)
0 включает два измерительных устройства для замера и стабилизации напряжения на дуге в процессе колебаний: блок слежения по горизонтали, состоящий из сопротивления R , индуктивС ной катушки. Де подстроечным сопрог тивлением У , магнитоуправляемых контактов МК, К ,К2,триода , сопротивления R, , конденсатора С и реле Р; РПГ1; РПГ2 и блок слежения по вертикали, состоящий из сопротивления R0, двух индуктивных катушек Д . и с подстроечными сопротивлениями fv, и Гг, магнитоупраэляемых к онтактов МК. ,MK,j, Krt, двух триодов Т и Tj, двух конденсаторов с;, и C,j, сопротивлений
5 й и all и реле РПВ1, РПВ2 и Р9.
Кроме того, электросхема содержит сопротивления для .регулирования и вольтметры V.,-Уд. Для контроля скорости вращения якоря электродви0 гателей: Я - привода вертикального перемещения головки, i колебаний электродов, Я - перемещения каретки и Яд - подачи присадочной проволоки, а также переключатели ПП и включатели В ручного управления; контакты МП1
и МП2 регулятора перемещений по зъ соте и МП5, МПб регулятора переме-щений по длине шва; группу реле PIPS, обеспечивающих автоматическую работу элементов электррсхемы автомата в процессе сварки и посто яиный магнит ПМ, расположенный в плоскости электродов I, жестко связанный с и взаимодействующий с контактами KI-K3 в процессе колебаний.
Автомат работает следующим, образом..
Изогнутые на конце электроды 1 (эксцентриситет конца электрода выбирается несколько большим максималь, но- возможного расстояния от оси шва до кромки) закрепляют в цангах 2 е помощью гаек 3 н одинаковый вылет по шаблону так чтобы оба изогнутые конца были направлены к присадочной проволоке и лежали в одной плоскости, проходящей через оси присадочной проволоки и электродов (фиг.I и 2), При этом расстояние от конца электрода j;o проволоки долхшо быть не менее 5-7 мм. npcjie настройки электродое автомат устанавливают на {гзделие по упорам относительно торца стыка и закрепляют, при этом плоскость:, проходящая через оси электродов и ярисадочаой проволоки совпадают с плоскостью симметрии разделки (фиг.2). Головка находится в крайнем нижнем положении. После закрепления автомата на стыке производят иастройЛу регулятора перемещений. Контакты МПЬ и МП6 (фиг.3) устанавливают по указателю длины шва на расстоянии. 7-10 мм от торцов стыка, контакты МП1 - по.указателю глубины разделки (деление:.0, при котором обеспечивается заданная высота усиления шва 1-3 мм над поверхностью свариваемых кромок),- а контакт МП2/ служащий огр;айичением перемещения вглубь разделки, устанавливают по указателю глубины, в соответствии с толщиной свариваемых крсмок.Каретку Ц ставят, в одно из крайних по длине шва положений, при котором срабатывают контакты МП 5 или МПб. После подготовки автомата и вклю.чения защитного газа с помощью осциллятора возбуждают дежурную дугу на электродах 1 и проверяют стабильност горения Обеих дуг по показаниям ам перметров (не показаны), После воз-, буждения дежурной дуги на электродах 1 лрбизврдят проверку работы механизма поворота электродов и блока слежения по горизонтали.
слежения по горизон-гали работает следующим способом. Включением в1 подают сигнал с дуги (напряжение на дуге) через блокировочный контакт Рд и сопротивление Rf на индуктивную катушку Д.Если напряжение на дуге больше заданного ) , регулируется сопротивлёниЪм RI- ), то магнитоуправляемый контакт МК и реле Р включены. ; При включении ПП2 :реле РЗ или- Р4 включается и двигатель Я2 поворачивает электроды 1, например по чае СОВОЙ стрелке. Конец электрода будет приближаться к свариваемой кромке до тех пор, пока напряжение на дуге не станет меньше заданного (). Как только напряжение на
Q дуте станет меньше заданного, контакт МК и реле Р выключаются,а реле РПГ 1 И РПГ 2,в зависимости, от положения магнита ПМ (включено К1 или К2) , включится; произойдет реверс вращения двигателя Я2 при определенном задан5 ном расстоянии от конца электррда .1 до свариваемой кромки. После реверса двигателя Я2 конец электрода I начнет вращаться против часрвой стрелки и удаляться от кромки, напряжение на
0 дуге возрастает ( В), контакт и реле Р включаются, реле РПГ1 или РПГ2 выключаются. При подходе электрода к противоположной кромке напряжение на ду:ге опять упадет ( 9В), контакт МК и реле Р выключится, реле РПГ1 или РПГ2 включится и опять произойдет реверс поворота при заданном расстоянии от конца электрода 1 до второй свариваемой кромк-.
Q Далее процесс колебания повторяется.
После проверки механизма колебаний включают ток, подачу присадочной проврлоки выключателем В„р и перемещение каретки выключателем ВЗ, поскольку н.о, крнтакт ГШ5 или МПб в крайнем прложении включен. Начинается перемещение сварочной головки и еварка. При подходе грловки к противоположному торцу, за 7-10 мм до
0 него (прдбирается на образцах по равнбмернрму оплавлению кромок на торце) срабатывает, например контакт МП5. Его н.э. контакт размыкается и отключает Р7, которое своим н.з. конс тактом при включенном в включает ебмртку реле Pi. Последнее своими н.о. контактами включает двигатель Я1 на подъем сварочной головки для выполнения следующего прохода. Время разомкнутого состояния н.з. контакта
0 МП5 и MI16, в течение которого осуществляется подъем, определяется люфтами и инерцией механизма, перемещения каретки и зависит от скорости перемещения каретки..Прэтому сопротивлением
5 R устанавливают скорость подъема в завгисимости от cкppoctи сварки такой, чтобы за; реверса осуществлялся и подъем на слоя . (2-Э мм). Oj H09pe№BHO при замыкании
0 и,о. контакта МП5 включается реле Р5 и сврими й.з, критактами выключит реле tl , осуществится .реверс переме1дения каретки. Начнется сварка следующего прихода противоположном направлений до тех пор, пока не сработ.д. Высо- тает кЬнтакт мпб ту подъема головки при реверсе каретки выбирают несколько больше требуемо.й величины, а точная .подстройка длины дуги (по вертикали) осуществляется автоматически при перемещении гсловки из крайнего положения н.э. контакты МП5 и МПб включат реле Р7/ которое своими н.э. контактами отключит реле Р1 (прекращается подъем), а своими и.о. контактами подготавливает цепь подачи сигнала (напряжения с дуги) .через Rtt на блок слежения по вертикали. Блок слежения по вертикали работа ет лишь когда, включено реле . при прохождении электрода черёэ ось шва, котда замкнут контакт КЗ, В области, у аленной от оси шва, блок слежения по вертикали отключен. Работа блока слежения по вертикали аналогична работе блока слежения по го.ризонтали. .Если напряжение на дуге меньше задан ного (U 10-12В) то контакт МП2 и ре .ле РПВ2 выключены; реле Р2 при вклюWe-HHOM Вал включено, и двигатель Я1 поднимает головку вверх до тех пор, пока напряжение на дуге не достигнет заданного {ид 10-12В), которое подбирается сопротивлением R в . Если же напряжение на дуге больше заданно го (ид 10-12В) , то срабатывает контакт МК1 и реле РПВ1 и Р1. Двигатель Я2 опускает головку до тех пор, пока напряжение на дуге не достигнет эа-. данного. При этом контакт МК1 реле РПВ1. и Р1 выключатся. По окончании сварки последнего (верхнего) прохода срабатывает контакт МП1, который своим н.о. контактом включает реле Р8, а оно своим Н,э. контактом отключает питание элект1 ической схемы. Процесс сварки .прекращается. Для заварки кратера и во избежание приварки присадочной проволоки после включения Р8 осуществляется плавное снижение свароч нрго тока (не показано). Применение предлагаемого устройс позволяет повысить производительнос сварки в 2,5-3 раза за счет ликвида ции холостого пробега головки, устранения необходимости в заполнении раэделки в технологических заходных и вьссрдных плитках и необходимости в возбуждении и гашении дуги в каждо проходе улучшить качество шва за счет улучшения структуры металла пу тем перемены направления сварки в . каждом проходе, а также за счет отсутствия дефектов, возможных при возбуждении и гашении дуги в каждом проходе; снизить трудоемкость за счет снятия операций изготовления, установки и прихватки заходной и выходной технологических и операции удаления их после сварки (вместе с наплавленным металлом) механической обработкой; осуществлять дистанционное управление процессом сварки стыков, что особо важно во многих случаях на монтаже. Формула изобретения Устройство для автоматической двухдуговой сварки неплавящимися электродами с подачей присадочной проволоки, содержащее сварочную горелку, в корпусе которой установлены держатели с неплавящимися электродами оси которых расположены под углом к оси горелки и в плоскости проходящей через эту ось, а также механизм подачи присадочной проволоки, механизм перемещений горелки с. регулятором перемещений, механизм ° стабилизации длины дуги и схему управления электроприводом упомянутых механизмов, отличающееся тем, что, с целью повышения производительности процесса сварки и повышения качества сварки швов за счет ; стабилизации провара кромок соединения, в корпусе сварочной головки по его оси выполнен канал для направления присадочной проволоки, держатели установлены с возможностью поворота относительно своей оси и снабжены. механизмом проворота с электроприводом, при этом электропривод механизмов поворота связан с электроприводом механизма стабилизации длины дуги через упомянутую схему управления, в которую введены блоки замера и стабилизации напряжения.на дуге, а Неплавящиеся электроды выполнены с загнутыми рабочими концами.. . Источники информации, принятые во внимание при экспертизе 1.Штрикман М.М. Изучение параметров процесса сварки в среде защитных газов плавящимся электродом без разделки кромок.- Сварочное производство, 1973, № 10, с.19-21. 2.Денисов B.C. 6 др. Сварка толстостенных .изделий без разделки кромок.- Сварочное производство , 1970, 11, с.46-47. 3.Патент Великобритании № 1294451, кл. В 3 R, 1972. 4.Каталог НИАТ. Сварочное оборудование, 1965, с.92-93 (прототип).
(кол. .
15
Школ.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для автоматического управления процессом сварки плавлением (его варианты) | 1981 |
|
SU1011348A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |