ми в два яруса регулируемыми По высоте упорами 13 и 14. Форма 8 имеет проушины 7, которые связаны с механизмом ее вертикальных перемещений. Последний выполнен в виде соединенных шарнирно с проушинами 7 сило15604244
вых цилиндров 6, смонтированных на траверсе 3„ Расположенные в два яру са упоры контактируют соответственно с траверсой и кронштейнами форьы, имеющей распалубочный уклон. 1 з.п. ф-лы, 6 ил.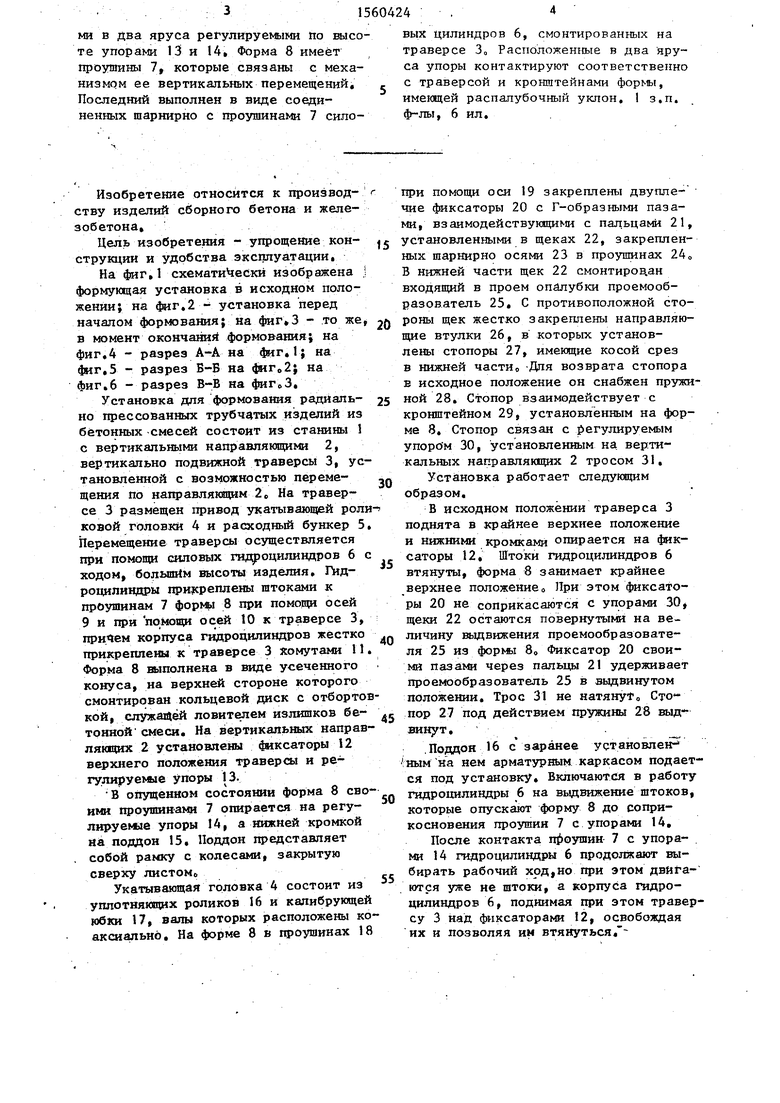
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования радиально-прессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1728034A2 |
| ПРОЕМООБРАЗОВАТЕЛЬ | 2008 |
|
RU2385394C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Устройство для изготовления изделий из бетонных смесей | 1984 |
|
SU1194684A1 |
| Устройство для изготовления бетонных изделий | 1990 |
|
SU1736703A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МАЛОЭТАЖНЫХ ЗДАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057864C1 |
| Проемообразующая опалубка КиевЗНИИЭП | 1989 |
|
SU1677211A1 |
| Объемно-переставная опалубка | 1978 |
|
SU747969A1 |
| Установка для изготовления объемныхэлЕМЕНТОВ | 1979 |
|
SU841979A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
Изобретение относится к производству изделий сборного бетона и железобетона и позволяет упростить конструкцию и обеспечить удобство эксплуатации установки. С этой целью в установке для формования радиально прессованных трубчатых изделий из бетонных смесей станина 1 снабжена фиксаторами 12 верхнего положения траверсы 3 и расположенными под ними в два яруса регулируемыми по высоте упорами 13 и 14. Форма 8 имеет проушины 7, которые связаны с механизмом ее вертикальных перемещений. Последний выполнен в виде соединенных шарнирно с проушинами 7 силовых цилиндров 6, смонтированных на траверсе 3. Расположенные в два яруса упоры контактируют соответственно с траверсой и кронштейнами формы, имеющей распалубочный уклон. 1 з.п.ф-лы, 6 ил.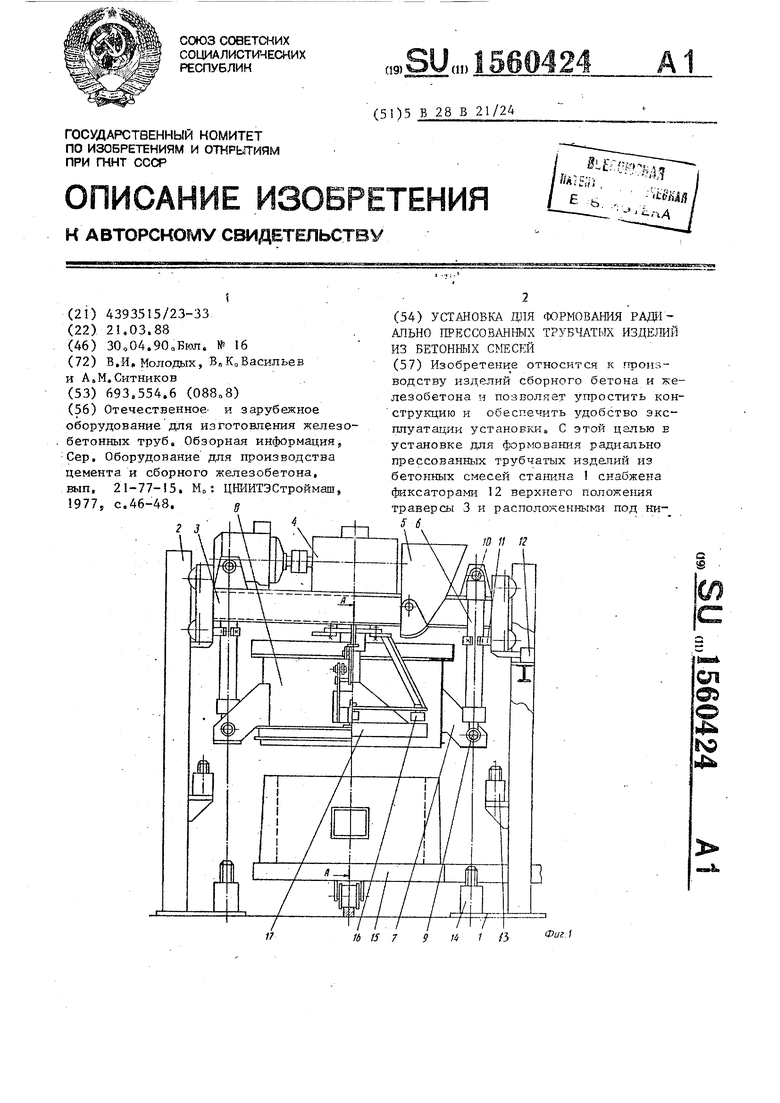
Изобретение относится к производ- ству изделий сборного бетона и железобетона
Цель изобретения - упрощение кон- струкции и удобства эксплуатации,
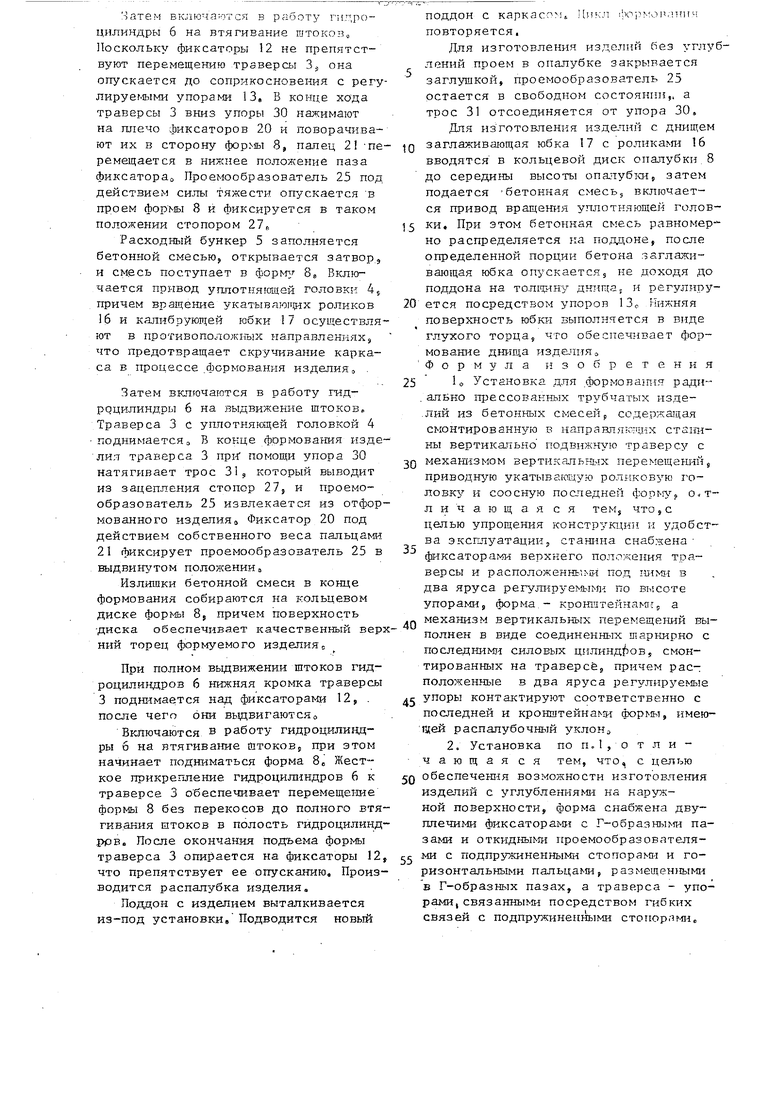
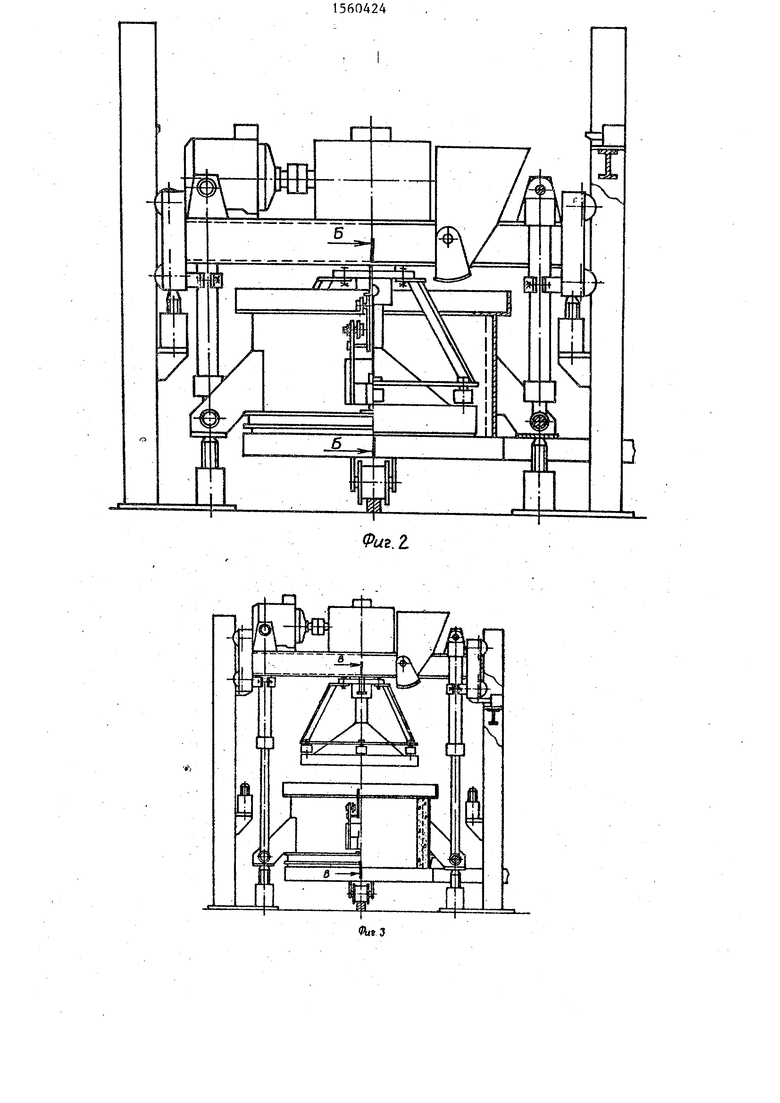
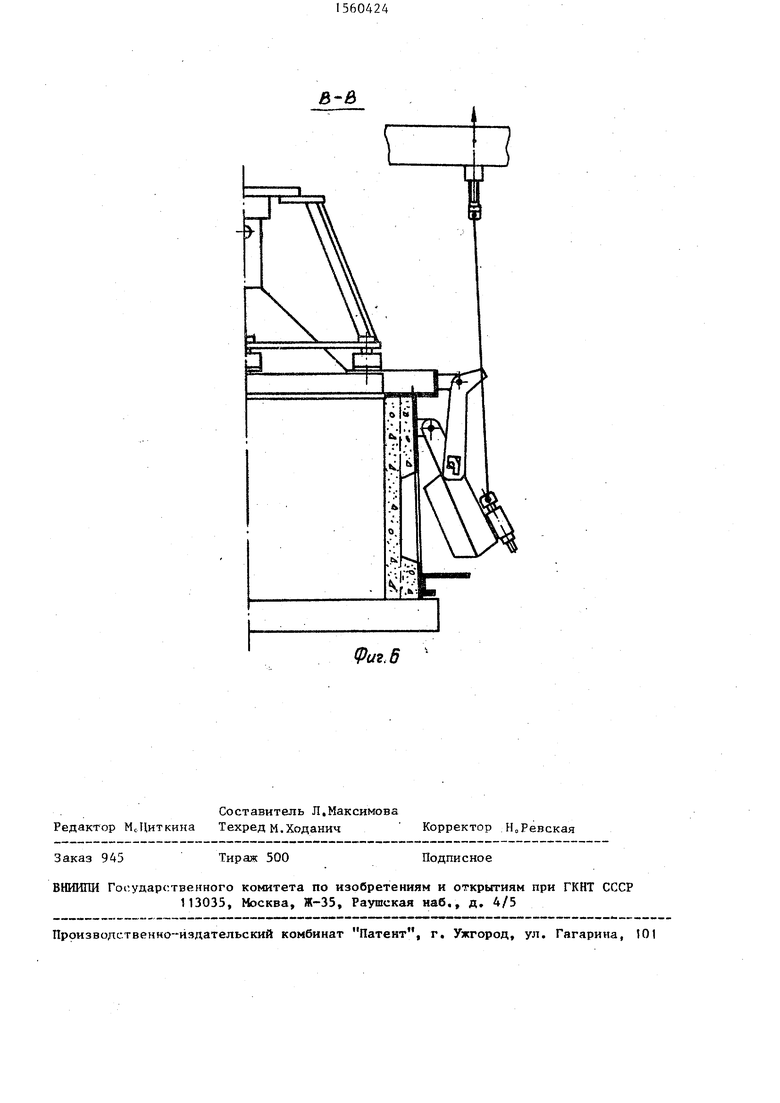
На фиг,1 схематически изображена формующая установка в исходном положении} на фиг.2 - установка перед началом формования; на - то же, в момент окончаний формования; на фиг. 4 - разрез А-А на. фиг. 1; на фиг.5 - разрез В-Б на фиг02} на фиг.6 - разрез В-В на фиг03.
Установка для формования радиаль- но прессованных трубчатых изделий из бетонных смесей состоит из станины 1 с вертикальными направляющими 2, вертикально подвижной траверсы 3, установленной с возможностью перемещения по направляющим 2„ На траверсе 3 размещен привод укатывающей роли ковой головки 4 и расходный бункер 5. Перемещение траверсы осуществляется при помощи силовых гндроцилиндров 6 с ходом, большим высоты изделия. Гидроцилиндры прикреплены штоками к проушинам 7 формы 8 при помощи осей 9 и при помощи осей 10 к траверсе 3, причем корпуса гидроцилиндров жестко прикреплены к траверсе 3 хомутами 11. Форма 8 выполнена в виде усеченного конуса, на верхней стороне которого смонтирован кольцевой диск с отбортов кой, служащей ловителем излишков бе- тонной смеси. На вертикальных направляющих 2 установлены фиксаторы 12 верхнего положения траверсы и регулируемые упоры 13.
В опущенном состоянии форма 8 сво- ими проушинами 7 опирается на регулируемые упоры 14, а нижней кромкой на поддон 15. Поддон представляет собой рамку с колесами, закрытую сверху листом,,
Укатывающая головка 4 состоит из уплотняющих роликов 16 и калибрующей юбки 17, валы которых расположены ко аксиально. На форме 8 в проушинах 18
,-
30
Л
25 -
-
«
при помощи оси 19 закреплены двуплечие фиксаторы 20 с Г-образными пазами, взаимодействующими с пальцами 21, установленными в щеках 22, закрепленных шарнирно осями 23 в проушинах 24 „ В нижней части щек 22 смонтирован входящий в проем опалубки проемооб- разователь 25. С противоположной стороны щек жестко закреплены направляющие втулки 26, в которых установлены стопоры 27, имеющие косой срез в нижней части Для возврата стопора в исходное положение он снабжен пружиной 28. Стопор взаимодействует с кронштейном 29, установленным на форме 8. Стопор связан с регулируемым упором 30, установленным на вертикальных направляющих 2 тросом 31,
Установка работает следующим образом,
В исходном положении траверса 3 поднята в крайнее верхнее положение и нижними кромками опирается на фиксаторы 12, Штоки гидроцилиндров 6 втянуты, форма 8 занимает крайнее верхнее положение„ При этом фиксаторы 20 не соприкасаются с упорами 30, щеки 22 остаются повернутыми на величину выдвижения проемообразовате- ля 25 из формы 8„ Фиксатор 20 своими пазами через пальцы 21 удерживает проемообразователь 25 в выдвинутом положении. Трос 31 не натянут„ Стопор 27 под действием пружины 28 выдвинут.
Поддон 16 с заранее установлен- ным на нем арматурным каркасом подается под установку. Включаются в работу гидроцилиндры 6 на выдвижение штоков, которые опускают форму 8 до соприкосновения проушин 7 с упорами 14.
После контакта проушин 7 с упорами 14 гидроцилиндры 6 продолжают выбирать рабочий ход,но при этом двигаются уже не штоки, а корпуса гидроцилиндров 6, поднимая при этом траверсу 3 над фиксаторами 12, освобождая их и позволяя им втянуться.
Чатем включался в работу цнлиндры 6 на втягивание штоков, Поскольку фиксаторы 12 не препятствуют перемещению траверсы 3S она опускается до соприкосновения с регулируемыми упорами 13, В конце хода траверсы 3 вниз упоры 30 нажимают на плечо Фиксаторов 20 и поворачивают их в сторону формы 8, палец 21 пе ремещается в нижнее положение паза фиксатора0 Проемообразователь 25 под действием силы тяжести опускается в проем формы 8 и фиксируется в таком положении стопором
Расходный бункер 5 заполняется бетонной смесью, открывается затвор, и смесь поступает в форму 8в Включается привод уплотняющей головки 45 причем вращение укатывакнцих роликов 16 и калибрующей юбки 17 осуществляют в противоположных направлениях,, что предотвращает скручивание каркаса в процессе формования изделия
Затем включаются в работу гидроцилиндры 6 на выдвижение штоков. Траверса 3 с уплотняющей головкой 4 поднимается,, В конце формования изде лил траверса 3 при помощи упора 30 натягивает трос 31, который выводит из зацепления стопор 27S и проемо- образователь 25 извлекается из отформованного изделия а Фиксатор 20 под действием собственного веса пальцами 21 фиксирует проемообразозатель 25 в выдвинутом положении
Излишки бетонной смеси в конце формования собираются на кольцевом диске формы 8, причем поверхность диска обеспечивает качественный вер ний торец формуемого изделия„
При полном выдвижении штоков гидроцилиндров 6 нижняя кромка траверсы 3 поднимается над фиксаторами 12, после чего они выдвигаются0
Включаются в работу гидроцилиндры 6 на втягивание штоков, при этом начинает подниматься форма 8„ Жесткое прикрепление гидроцилиндров 6 к траверсе 3 обеспечивает перемещение формы 8 без перекосов до полного втягивания штоков в полость гидроцилинд ррв« После окончания подъема формы траверса 3 опирается на фиксаторы 12 что препятствует ее опусканию. Производится распалубка изделия.
Поддон с изделием выталкивается из-под установки. Подводится новый
25
}д 5
20
35
45
50 $5
30
40
поддон с каркасам, Un п чи-1 повторяется.
Для изготовления изделий без углублений проем в опалубке закрывается заглушкой, проемообразователь 25 остается в свободном состоянии,, а трос 31 отсоединяется от упора 30,
Для изготовления изделий с днищем заглаживающая юбка 17 с роликами 16 вводятся в кольцевой диск опалубки 8 до середины высоты опалубки, затем подается -бетонная смесь, включается привод вращения уплотняющей головки. При этом бетонная смесь равномерно распределяется на поддоне, после определенной порции бетона заглаживающая юбка опускается9 не доходя до поддона на толщину дннпа5 и регулипу- ется посредством упоров 13С Нижняя поверхность юбки выполняется в виде глухого торца, чго обеспечивает формование днища изделия о Формула изобретения
1 о Установка для формовазгнст ради- ально прессованных трубчатых изделий из бетонных смесейр содержащая смонтированную в направляющих станины вертикально подвижную траверсу с механизмом вертикальных перемещений9 приводную укатывагшую роликовую головку и соосную последней фопму личающая ся тем, что,с целью упрощения констр/кцин и удобства эксплуатации, станина снабжена фиксатораг и верхнего положения тря- версы и расположенными под ними в два яруса регулируемыми по высоте упорами, форма - кронштейнами, а механизм вертикальных перемещений выполнен в виде соединенных шарнирно с последними силовых цилиндров, смонтированных на траверсе, причем расположенные в два яруса регулируемые упоры контактируют соответственно с последней и кронштейнами формы, имеющей распалубочный уклон0
2, Установка по п.1, о т л и - чающая ся тем, что, с целью обеспечения возможности изготовления изделий с углублениями на наружной поверхности, форма снабжена двуплечими фиксаторам с Г-образными пазами и откидными проемообразователя- ми с подпружиненными стопорами и горизонтальными пальцами, размещрнными в Г-образных пазах, а траверса - упорами, связанными посредством гибких связей с подпружиненными стопорами.
2 zrid)
wvossi
Фиг. 5
Составитель Л.Максимова Редактор МсЦиткина Техред м.ХоданичКорректор Н0Ревская
Заказ 945
Тираж 500
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фм.6
Подписное
| Отечественное и зарубежное оборудование для изготовления железобетонных труб | |||
| Обзорная информация, Сер, Оборудование для производства цемента и сборного железобетона, вып, 21-77-15 | |||
| MDt ЦНИИТЭСтроймаш, 1977S с.46-48.д 23 4 1 |
