(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ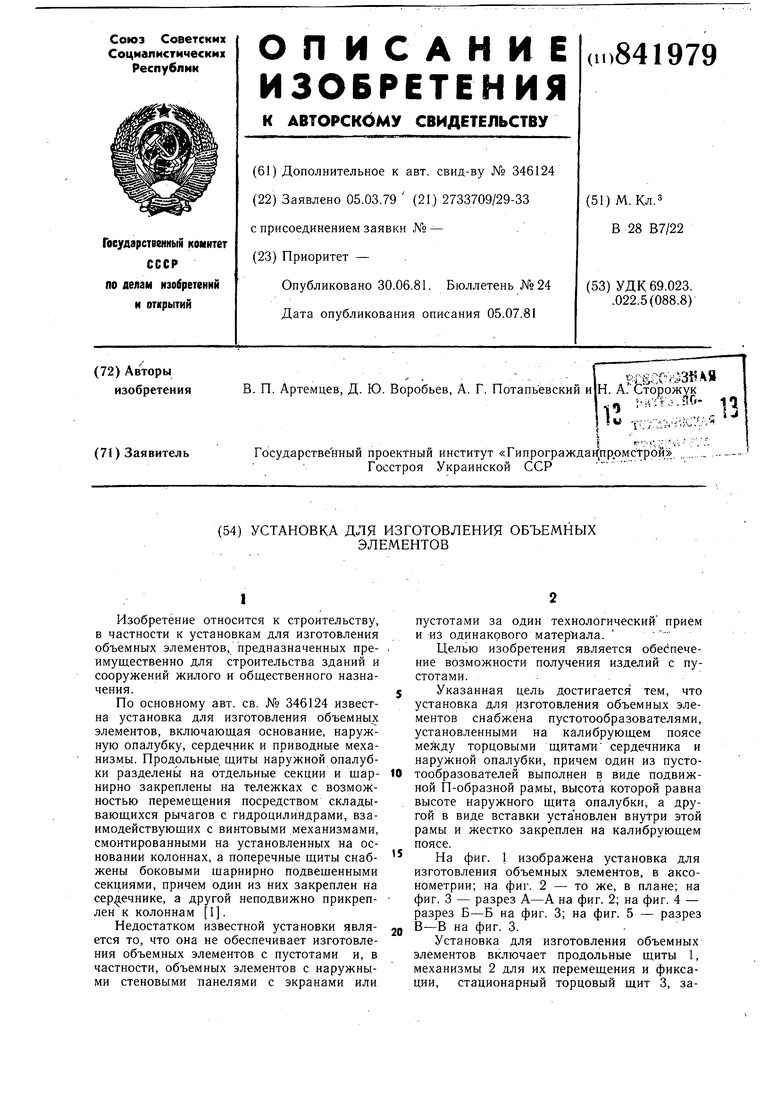
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
| Объемно-переставная опалубка | 1979 |
|
SU863810A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Объемно-передвижная опалубка | 1982 |
|
SU1067177A2 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| Установка для формования объемного блока с перегородками | 1982 |
|
SU1090561A1 |
I
Изобретение относится к строительству, в частности к установкам для изготовления объемных элементов, предназначенных преимущественно для строительства зданий и сооружений жилого и общественного назначения.
По основному авт. св. № 346124 известна установка для изготовления объемных элементов, включающая основание, наружную опалубку, сердечник и приводные механизмы. Продольные, щиты наружной опалубки разделень на отдельные секции и щарнирно закреплены на тележках с возможностью перемещения посредством складывающихся рычагов с гидроцилиндрами, взаимодействующих с винтовыми .механизмами, смонтированными на установленных на основании колоннах, а поперечные щиты снабжены боковыми щарнирно подвещенными секциями, причем один из них закреплен на сер.ечнике, а другой неподвижно прикреплен к колоннам 1.
Недостатком известной установки является то, что она не обеспечивает изготовления объемных элементов с пустотами и, в частности, объемных элементов с наружными стеновыми панелями с экранами или
пустотами за один технологический прием и -из одинакового матер иала.
Целью изобретения является обеспечение возможности получения изделий с пустотами.:
Указанная цель достигается тем, что установка для изготовления объемных элементов снабжена пустотообразователями, установленными на калибрующем поясе между торцовыми щитами сердечника и наружной опалубки, причем один из пустотообразователей выполнен в виде подвижной Г1-образной рамы, высота которой равна высоте наружного щита опалубки, а другой в виде вставки установлен внytpи этой рамы и жестко закреплен на калибрующем поясе.
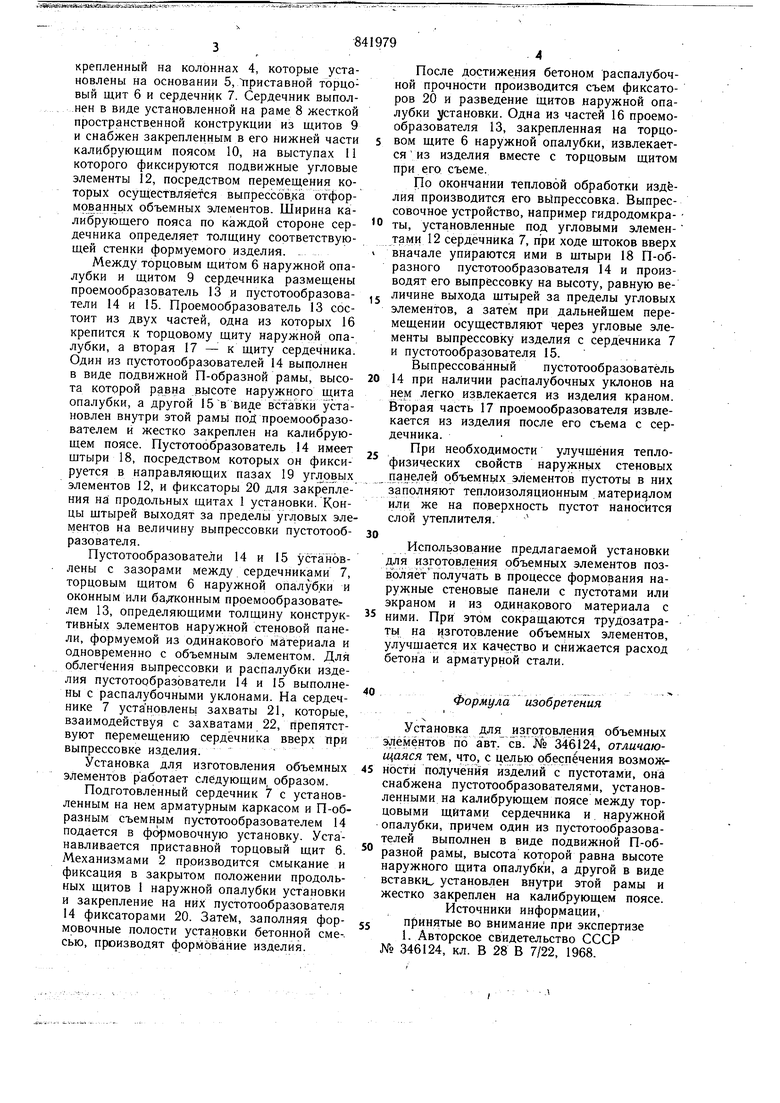
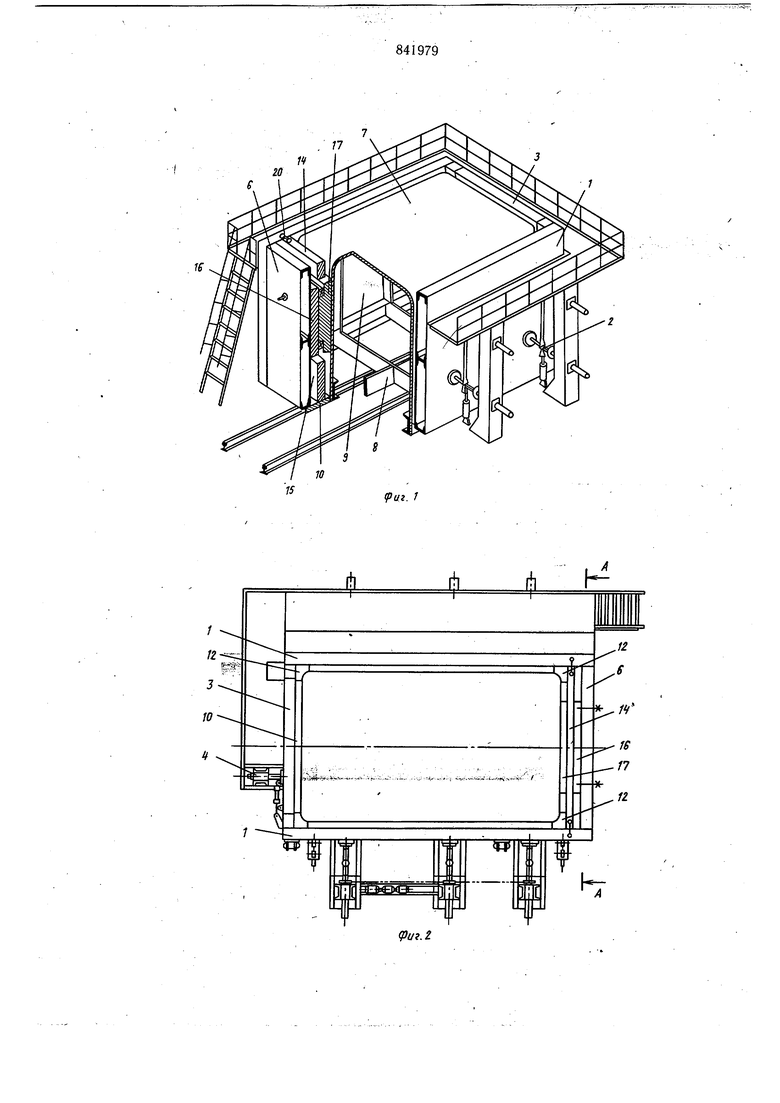
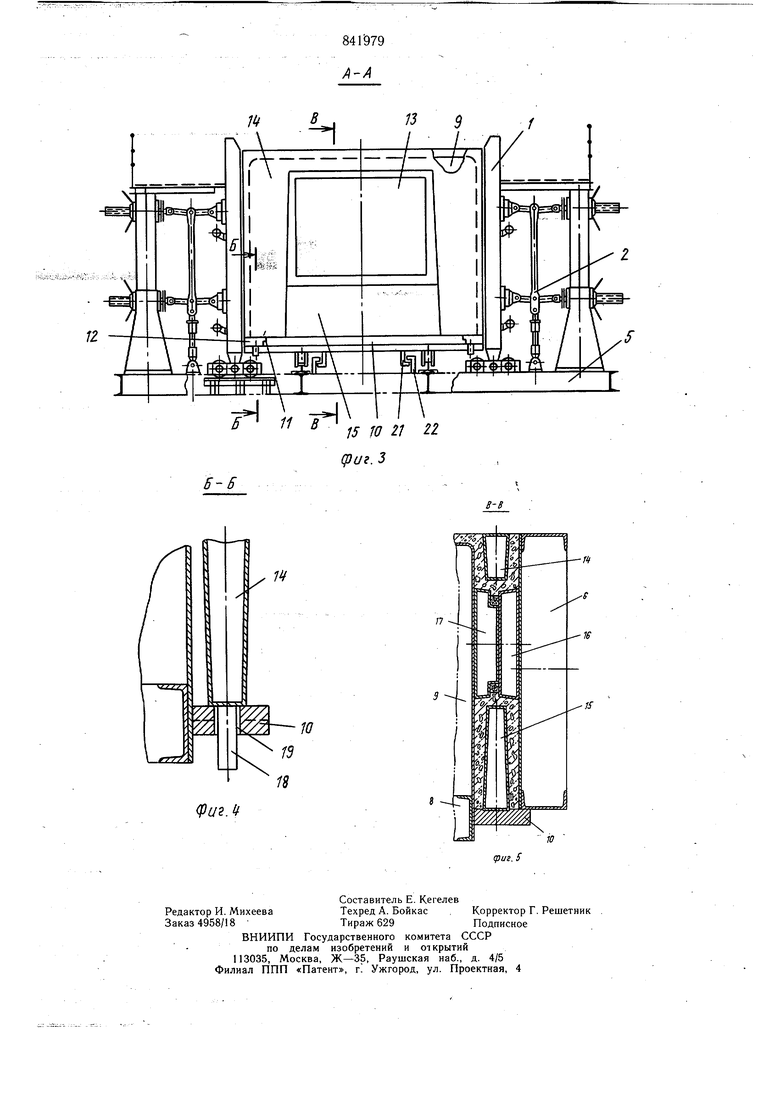
На фиг. 1 изображена установка для изготовления объемных элементов, в аксонометрии; на фиг. 2 - то же, в плане; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3.
Установка для изготовления объемных элементов включает продольные щиты 1, механизмы 2 для их перемещения и фиксации, стационарный торцовый щит 3, закрепленный на колоннах 4, которые установлены на основании 5, приставной торцовый щит б и сердечник 7. Сердечник выполнен в виде установленной на раме 8 жесткой пространственной конструкции из щитов 9 и снабжен закрепленным в его нижней части калибрующим поясом 10, на выступах П которого фиксируются подвижные угловые элементы 12, посредством перемещения которых осуществляется выпрессовка отформо1ванных объемных элементов. Ширина калибрующего пояса по каждой стороне сердечника определяет толщину соответствующей стенки формуемого изделия.
Между торцовым щитом 6 наружной опалубки и щитом 9 сердечника размещены проемообразователь 13 и пустотообразователи 14 и 15. Проемообразователь 13 состоит из двух частей, одна из которых 16 крепится к торцовому щиту наружной опалубки, а вторая 17 - к щиту сердечника. Один из пустотообразователей 14 выполнен в виде подвижной П-образной рамы, высота которой равна высоте наружного щита опалубки, а другой 15в виде вставки установлен внутри этой рамы поД проемообразователем и жестко закреплен на калибрующем поясе. Пустотообразователь 14 имеет щтыри 18, посредством которых он фиксируется в направляющих пазах 19 угловых элементов 12, и фиксаторы 20 для закрепления на продольных щитах 1 установки. Концы щтырей выходят за пределы угловых элементов на величину выпрессовки пустотообразователя.
Пустотообразователи 14 и 15 установлены с зазорами между сердечниками 7, торцовым щитом 6 наружной опалубки и оконным или балконным прремообразователем 13, определяющими толщину конструктивных элементов наружной стеновой панели, формуемой из одинакового материала и одновременно с объемным элементом. Для облегч(ения выпрессовки и распалубки изделия Пустотообразователи 14 и 15 выполнены с распалубочными уклонами. На сердечнике 7 установлень захваты 21, которые, взаимодействуя с захватами 22, препятствуют перемещению сердечника вверх при выпрессовке изделия.Установка для изготовления объемных элементов работает следующим, образом.
Подготовленный сердечник 7 с установленным на нем арматурным каркасом и П-образным съемньш пустотообразователем 14 подается в формовочную установку. Устанавливается приставной торцовый щит 6. Механизмами 2 производится смыкание и фиксация в закрытом положении продольных щитов 1 наружной опалубки установки и закрепление на них пустотообразователя 14 фиксаторами 20. Затем, заполняя формовочные полости установки бетонной сме-. СЬЮ, производят формование изделия.
841979
После достижения бетоном распалубочной прочности производится съем фиксаторов 20 и разведение щитов наружной опалубки установки. Одна из частей 16 проемообразователя 13, закрепленная на торцовом щите 6 наружной опалубки, извлекается из изделия вместе с торцовым щитом при его съеме.
По окончании тепловой обработки изделия производится его вЫпрессовка. Вьшрессовочное устройство, например гидродомкраты, установленные под угловыми элементами 12 сердечника 7, при ходе щтоков вверх вначале упираются ими в щтыри 18 П-образного пустотообразователя 14 и производят его выпрессовку на высоту, равную величине выхода щтырей за пределы угловых элементов, а затем при дальнейщем перемещении осуществляют через угловые элементы выпрессовку изделия с сердечника 7 и пустотообразователя 15.
Выпрессова1нный Пустотообразователь 14 при наличии распалубочных уклонов на нем легко извлекается из изделия краном. Вторая часть 17 проемообразователя извлекается из изделия после его съема с сердечника.
При необходимости улучщёния теплофизических свойств наружных стеновых панелей объемнь1х элементов пустоты в них заполняют теплоизоляционным .материалом или же на поверхность пустот наносится слой утеплителя.
Использование предлагаемой установки для изготовления объемных элементов позвЪляёт получать в процессе формования наружные стеновые панели с пустотами или экраном и из одинакового материала с ними. При этом сокращаются трудозатрать1 на изготовление объемных элементов, улучщается их качество и снижается расход бетона и арматурной стали.
Формула изобретения
Установка для изготовления объемных элементов по авт. св. № 346124, отличающаяся тем, что, с целью обеспечения возможности получения изделий с пустотами, она снабжена пустотообразователями, установленными на калибрующем поясе между торцовыми щитами сердечника и. наружной опалубки, причем один из пустотообразователей выполнен в виде подвижной П-образной рамы, высота которой равна высоте
наружного щита опалубки, а другой в виде
вставки установлен внутри этой рамы и
жестко закреплен на калибрующем поясе.
Источники информации,
принятые во внимание при экспертизе
77
/
. /
риг. 1
