Изобретение относится к металлургии, а именно к защите элементов электрических плавильных печей от разрушения, и может быть использовано для нанесения защитных покрытий на графитовую футеровку, и гра итировант ные электроды флюсоплавильной печи.
Цель изобретения - увеличение стойкости графитовой футеровки и графитированных электродов.
Способ осуществляют следующими образом.
Сущность способа заключается в создании оптимальных условий пиролиза..насыщенных твердых углеводоро- i дов непосредственно в металлургическом агрегате, используя для этого его особенности. Проведение операции непосредственно в период после слива флюса из флюсоплавильной печи, характеризующийся температурой футеровки и электродов, равной 1200- 1400 С, способствует интенсивному пиролизу насыщенных углеводородов. Помещение углеводородов на подину по периметру футеровки и электродов обеспечивает кратчайший путь доставки защитного материала к защищаемой поверхности. Непременным условием является закрытие плавильного пространства печи, обеспечивающее рациональное расходование углеводородов
по прямому назначению и снижающее их потери. Применение дуги обеспечивает необходимую температуру в закрытом плавильном пространстве„ наличие преобладающих конвективных потоков газообразных углеводородов с пиро- углеродом вдоль поверхности футеровки и электродов и проведение процесса его осаждения в кратчайшее время.
Опытным путем установлено, что дугу между электродами и подиной необходимо поддерживать в течение 3 - 5 с. Меньшее, чем 3 с, время поддержания дуги не обеспечивает необходимый температурный градиент для получения равномерного защитного покрытия по высоте плавильной емкости и электродов.
Поддержание дуги в течение времени больше чем 5 с вызывает опасность повреждения подины флюсоплавильной печи.
Экспериментально определено, что для достижения оптимальной толщины защитного слоя (1-2 мм) на поверхности футеровки и электродах количество помещаемых: на подину углеводородов должно составлять 0,5 - 1,0 кг/м2 защищаемой поверхности. При расходе углеводородов менее 0,5 кг/м2 их количества недостаточно для эапол- I нения пустот и трещин,, достигающих глубины 0,5 мм, и, следовательно,для их залечивания. Расход более 1 кг/м2 углеводородов не приводит к образованию равномерного защитного слоя, что обусловливает переход пироугле- рода во флюс.
Пример. Тигель-ковш типа У503А с набивной графитовой футеровкой использовался для расплавления и нагрева оксидно-фгоридного флюса марки АНФ-6 на бифилярной флюсоплавильной печи ОКБ-1449 с графитиро- ванными электродами диаметром 250 мм. Ремонт футеровки осуществляли после 20-й от начала кампании плавки, необходимость в проведении которого определялась на основании статистического анализа износа футеровки тигель-ковша. Для этого после слива флюса электроды опускали до соприкосновения ,с подиной и помещали нафталин (выбранный в качестве твердого углеводорода) равномерно по периметру футеровки и электродов в количестве 1,9 и 3,8 кг из расчета соответственно 0,5 и 1,0 кг/м2 эащищае10
15
20
25
15609704
мой поверхности (суммарная поверхность футеровки и электродов указанной в примере флюсоплавильной печи составляет 3,8 м2). Затем все отверстия в печи плотно закрывали асбестовыми листами, зажигали дугу между подиной и электродами и поддерживали ее в течение 2, 3, 4, 5и6с соответственно для расходов нафталина 1,9 и 3,8 кг.
Также были опробованы два варианта для запредельных значений расходов нафталина 0,4 и 1,1 кг/м2 для времени поддержания дуги 5 с. При этом общее количество помещаемого на подину нафталина составило 1,52 и 4,18 кг. Количество опытов для запредельных значений расхода углеводородов было ограничено, поскольку отсутствие эффективности для этих значений очевидно.
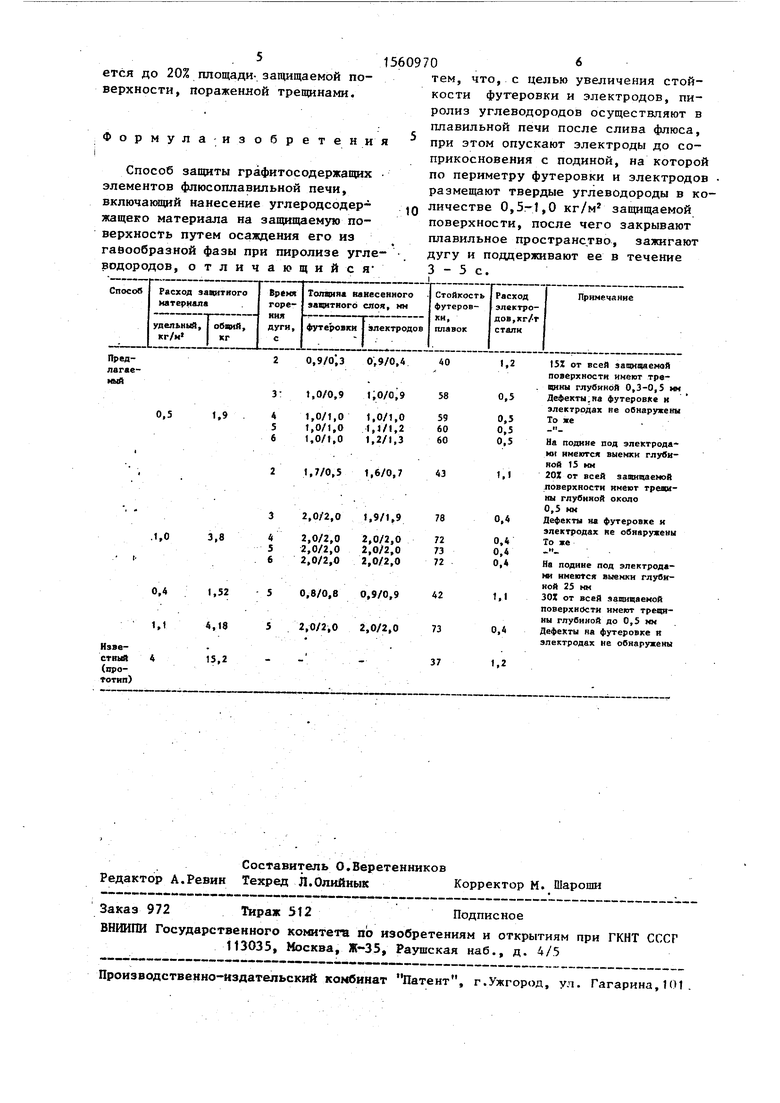
В таблице приведены технико- экономические показатели состояния и службы футеровки и электродов.
Для всех вариантов после ремонта определяли толщину нанесенного защитного слоя и визуально оценивали общее состояние футеровки и электродов на присутствие поверхностных дефектов (трещин, углубленийи пр,).
Сравнительный анализ предлагаемого и известного способов проводили на основании оценки технико-экономических показателей, приведенных в таблице.
Данные таблицы свидетельствуют о достижении оптимального эффекта применительно к расходу нафталина 0,5-1,0 кг/м2 при выдержке времени горения дуги 3,4 и 5 с. При этих условиях обеспечивается необходимый защитный слой одинаковой толщины (1-2 мм) по высоте плавильной емкости. Стойкость футеровки и электродов при этом увеличивается в 1,6- 1,8 раза. При расходе нафталина 0,4 кг/м2, несмотря на равномерность толщины защитного слоя не была обеспечена оптимальная его толщина, что привело к несущественному увеличению стойкости футеровки (на 10%). Поддержание горения дуги в течение 2 с привело к образованию неравномерного по высоте плавильной емкости защитного слоя и, следовательно, неравномерному износу футеровки и элек тродов. Кроме того, при таких условиях нанесения защитного слоя оста30
35
40
45
50
55
ется до 20% площади- защищаемой поверхности, пораженной трещинами.
Формула изобретения
Способ защиты графитосодержащих элементов флюсоплавильной печи, включающий нанесение углеродсодер- жащеко материала на защищаемую поверхность путем осаждения его из газообразной фазы при пиролизе углеводородов, отличающийся1
1560970
тем, что, с целью увеличения стойкости футеровки и электродов, пиролиз углеводородов осуществляют в плавильной печи после слива флюса, при этом опускают электроды до соприкосновения с подиной, на которой по периметру футеровки и электродов размещают твердые углеводороды в количестве 0,5-1,0 кг/мг защищаемой поверхности, после чего закрывают плавильное пространство, зажигают дугу и поддерживают ее в течение 3 - 5 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА И ЭЛЕКТРОПЕЧНОЙ АЛЮМИНОТЕРМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ФЕРРОНИОБИЯ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2019 |
|
RU2718497C1 |
| ШИХТА И ЭЛЕКТРОПЕЧНОЙ АЛЮМИНОТЕРМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ФЕРРОБОРА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2013 |
|
RU2521930C1 |
| РУДНО-ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ | 1994 |
|
RU2090809C1 |
| Способ получения хромовой бронзы | 2020 |
|
RU2731540C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ ИЗ МЕТАЛЛОЛОМА В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2021 |
|
RU2770657C1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |
| СПОСОБ ПЕРЕРАБОТКИ АЛЮМИНИЕВЫХ ШЛАКОВ | 1998 |
|
RU2148664C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОМА АЛЮМИНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2089630C1 |
| Защитное покрытие графитового электрода дуговой электропечи | 1981 |
|
SU995389A1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2017 |
|
RU2659528C1 |
Изобретение относится к металлургии, конкретно к эксплуатации флюсоплавильных печей. Цель изобретения - увеличение стойкости графитовой футеровки и графитированных электродов. После слива расплавленного флюса из плавильной емкости электроды опускают до соприкосновения с подиной, помещают на подину по периметру футеровки и электродов твердые углеводороды, после чего закрывают плавильное пространство флюсоплавильной печи, зажигают дугу между подиной и электродами и поддерживают ее в течение 3-5 с, при этом количество помещаемых на подину углеводородов составляет 0,5-1 кг/м2 защищаемой поверхности. За счет организации интенсивного и равномерного омывания защищаемых поверхностей продуктами разложения, например, нафталина, обеспечивается их равномерное покрытие защитным слоем, что по сравнении с известным способом позволит увеличить межремонтный период с 37 до 78 плавок, а расход нафталина уменьшить в несколько раз. 1 табл.
Расход защитного материал
удельный, I обяий, кг/н I кг
0,9/0,3 0,9/0,4
t,0/0,9 1,0/0,9
1,9
1,0/1,0 1,0/1,0 1,0/1,0
1,7/0,5 1,6/0,7
2,0/2,0 1,9/1,9
1,0
0,4
1И
Известный(прототип)
,9/0,4
,0/0,9
,0/1,0 ,1/1,2 ,2/1,3
,6/0,7
,9/1,9
40
58
59 60 60
43
78
72 73 72
42
73
1,2
0,5
0,5 0,5 0.5
U
0,4
0,4 0,4 0,4
1,1
0,4
15Z от всей защищаемой поверхности имеют тре- цины глубиной 0,3-0,5 мм Дефекты.на футеровке н электродах не обнаружены
То же -и
На подине под электродами имеются выемки глубиной 15 км
20Z от всей защищаемой поверхности имеют треосн- ны глубиной около 0,5 мм
Дефекты на Футеровке и электродах не обнаружены То же
и
На подине под электродами имеются вьгемкн глубиной 25 км
30Z от всей защищаемой поверхности имеют трещины глубиной до 0,5 км Дефекты на футеровке и электродах не обнаружены
37
1,2
| Технологическая инструкция металлургического комбината Азов- сталь, ТИ 232-154-86, Жданов, 1986 | |||
| Кац С.М | |||
| Высокотемпературные теплоизоляционные материалы | |||
| М.: Металлургия, 1981, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
