1. Область техники
Изобретение относится к области цветной металлургии, конкретно к способам получения низколегированных жаропрочных сплавов на медной основе, предназначенных для изготовления различных деталей, подвергаемых при эксплуатации значительным механическим и электротермическим нагрузкам, например электродов в аппаратах контактной сварки, коллекторов электромоторов, кристаллизаторов установок непрерывной разливки металлов, кокилей для литья легкоплавких металлов, коллекторных пластин мощных электродвигателей, пресс-форм и штампов в производстве изделий из пластмасс и керамики, а также иных легированных сплавов на медной основе.
2. Предшествующий уровень техники
Известен «Способ плавки металлов и сплавов» (Патент RU 2405660 (B22F 9/22, B22F 9/00) 2009), в котором осуществляют загрузку шихты в бункер, наведение на поверхности медного тигля ванны жидкого металла и постепенное расплавление сыпучих компонентов шихты посредством независимого источника нагрева в виде электронно-лучевых пушек с последующим сливом полученного расплава через сливной канал в кристаллизатор-гранулятор. Недостатком способа является высокие трудозатраты и наличие соответствующего плавильного оборудования.
Известен «Способ получения композиционного материала на основе меди для электрических контактов» (Патент РФ №2567418 (Н01H 1/02, С22С 1/02) 2014), заключающийся в расплавлении меди, введении в медный расплав порошков графита 0,2-2,0% и хрома 0,1-1,0% фракцией от 0,1 до 10 мкм для синтеза упрочняющей фазы (Сr3С2) в расплаве меди с одновременным воздействием на полученный расплав вертикальных низкочастотных колебаний (НЧК) и последующей кристаллизации. Основным недостатком данного метода является необходимость применения НЧК для разрушения конгломератов армирующих фаз и равномерного распределения их в объеме расплава, при этом в процессе литья и кристаллизации композиционных сплавов наблюдается повторное укрупнение частиц, о чем свидетельствует наличие в структуре композита включений карбидов различных размеров.
Известен «Способ получения слитков из меди и ее сплавов» (Патент RU 2309996 (С22В 9/20, С22С 9/00) 2005), в котором расходуемый электрод приваривают дугой к огарку, соединенному с электрододержателем, непосредственно в камере печи, проводят оценку качества приварки, вакуумирование печи и последующий вакуумный дуговой переплав расходуемого электрода в кристаллизатор. К недостатку способа можно отнести ненадежную сварку огарка и расходуемого электрода, возникает опасность обрыва электрода во время плавки.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ получения слитка из дисперсионно-твердеющего низколегированного сплава на медной основе и способ производства из него металлопродукции» (Патент RU №2378403, (С22С 1/02, С22С 9/00, C22F 1/08), 2007).
Способ включает выплавку с перегревом медного расплава, с последовательным введением в него легирующих элементов и/или лигатур, литья слитков с последующим охлаждением. Недостатком известного способа является отсутствие эффективных операций, обеспечивающих получение сплава повышенной чистоты, а также требуемой однородности и уровня свойств.
3. Сущность изобретения
3.1. Постановка технической задачи
Задачей настоящего изобретения является получение слитков хромовой бронзы с использованием традиционных металлургических технологий. Результат решения технической задачи
Решение задачи достигается выплавкой в открытой индукционной печи с графитовым тиглем и применением подготовленного солевого флюса в соотношении компонентов: плавленная бура - 35÷45%, АНФ-1 - 35÷30% и фторид натрия - 30÷25%.
3.2. Отличительные признаки
В отличии от известного технического решения включающего выплавку с перегревом медного расплава, с последовательным введением в него легирующих элементов и/или лигатур, литья слитков с последующим охлаждением; в заявленном техническом решении выплавку производят в графитовом тигле открытой индукционной печи в интервале температур 1200÷1350°С, с использованием солевого флюса и последующей разливкой расплава в защитной атмосфере инертного газа в форму.
Использование графитового тигля позволяет за счет его нагрева более эффективно вести плавку. Кроме того, графитовая футеровка является более инертной к компонентам медного расплава, чем традиционно используемые керамические огнеупоры, что позволяет стабилизировать усвоение хрома.
При этом завалку открытой индукционной печи формируют с использованием отходов меди, предварительно механически очищенной и измельченной до размеров кусков, обеспечивающих относительно плотную завалку печи без значительных ударов по поверхности графитового тигля.
После включения печи на расплав и по образованию жидкой ванны наводят покров из древесного угля слоем 100÷150 мм и раскисляют расплав фосфористой медью, затем удаляют шлак и наводят покров из солевого флюса. При этом, соотношение компонентов при подготовке солевого флюса: предварительно плавленная бура - 35÷45% и просушенные при температуре 300÷400°С АНФ-1 - 35÷30% и фторид натрия - 30÷25%.
После образования жидкоподвижного флюсового покрова при температуре металла 1250÷1290°С загружают дробленный хром, фракцией 5÷10 мм, погружая его в расплав под слой защитного покрова, поверх дают еще солевой флюс и наводят покров из технического углерода (4÷6 кг).
Далее доводят температуру расплава до 1320÷1350°С и осуществляют выдержку в течении 30÷35 минут для растворения хрома. Разливку полученного расплава осуществляют в защитной атмосфере инертного газа в форму при температуре металла 1280÷1300°С.
4. Описание изобретения
Хромовая бронза является одним из наиболее распространенных низколегированных дисперсионно-твердеющих медных сплавов с содержанием хрома 0,4÷1,0%. Благодаря сочетанию высоких значений твердости, прочности, электро- и теплопроводности этот сплав широко применяется в промышленности для изготовления различных деталей, подвергаемых при эксплуатации значительным механическим и электротермическим нагрузкам, например электродов в аппаратах контактной сварки, теплоотводящих конструкций кратковременного действия, кристаллизаторов установок непрерывной разливки металлов, кокилей для литья легкоплавких металлов, пресс-форм и штампов в производстве изделий из пластмасс и керамики.
Выплавляют хромовую бронзу чаще всего в индукционных и дуговых печах. Общая сложность производства данного сплава в указанных плавильных агрегатах связана с трудностью легирования меди хромом. Хром ограниченно растворим в меди в твердом состоянии. При температуре эвтектики 1345 К растворимость хрома составляет 0,65%. Данный элемент характеризуется высокой степенью сродства к кислороду и в процессе плавки может легко окисляться. Поэтому для более полного растворения хрома при плавке в печах должна поддерживаться высокая температура, а для предотвращения окисления хрома необходимо применять покровные флюсы.
Использование графитового тигля позволяет за счет его нагрева более эффективно вести плавку. Кроме того, графитовая футеровка является более инертной к компонентам медного расплава, чем традиционно используемые керамические огнеупоры, что позволяет стабилизировать усвоение хрома.
В заявленном техническом решении на стадии подготовки к выплавке хромовой бронзы осуществляют подготовку индукционной печи и загрузку в нее шихтовых материалов, при этом последовательно выполняют следующие операции:
- установка графитового тигля на подину печи, обеспечивая равномерный зазор между наружным диаметром тигля и внутренним диаметром подготовленного индуктора, затем в зазор засыпают прокаленный кварцит слоями по 200÷250 мм с промежуточным уплотнением «штыковкой», после чего выполняют работы по изготовлению воротника и сливного носка печи.
- механическая очистка и разделка отходов меди до размеров кусков, обеспечивающих относительно плотную завалку печи без значительных ударов по поверхности графитового тигля при загрузке.
- подготовка солевого флюса с соотношением компонентов: предварительно плавленная бура 35÷45% и просушенные при температуре 300÷400°С АНФ-1 - 35÷30% и фторид натрия - 30÷25%.
- загрузка шихтовых материалов в индукционную печь.
После включения печи на расплав и по образованию жидкой ванны наводят покров из древесного угля слоем 100÷150 мм и раскисляют расплав фосфористой медью, затем через 3÷5 минут удаляют шлак и наводят покров из подготовленного солевого флюса.
После образования жидкоподвижного флюсового покрова при температуре металла 1250÷1290°С загружают дробленный хром, фракцией 5÷10 мм, погружая его в расплав под слой защитного покрова, поверх еще солевой флюс, и наводят покров из технического углерода (4÷6%).
Далее доводят температуру расплава до 1320÷1350°С и осуществляют выдержку в течении 30÷35 минут для улучшения условий растворения хрома. Разливку полученного расплава осуществляют в защитной атмосфере инертного газа в форму при температуре металла 1280÷1300°С.
Использование предлагаемого способа позволяет получать слитки требуемого химического состава с равномерным распределением хрома по сечению.
5. Пример конкретного выполнения
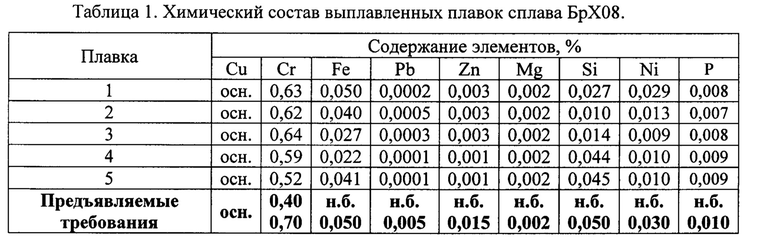
Согласно заявленному способу, было выплавлено 5 плавок сплава БрХ08, химический состав которых представлен в таблице 1.
В целях проверки распределения хрома по сечению от одного выплавленного слитка были взяты пробы металла на расстоянии 150 мм от донной части слитка и 100 мм от разъема изложницы и надставки. Пробы отбирались от края, середины радиуса и центра слитка.
Результаты анализа приведены в таблице 2.
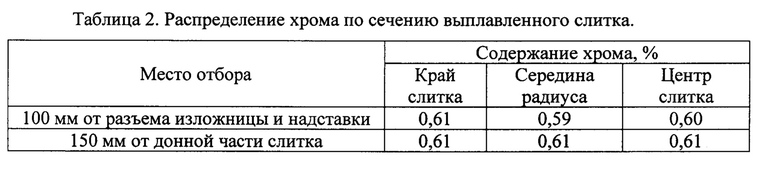
Из таблицы видно, что содержание хрома в указанных пробах находится в пределах 0,59-0,61%, что свидетельствует о равномерном распределении хрома по сечению слитка даже в близи теплового центра.
Заявленное техническое решение опробовано в производственных условиях на АО «Металлургический завод «Электросталь» с положительным результатом.
Данная технология обеспечивает получение требуемого химического состава с равномерным распределением хрома по сечению слитка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ИЗ НИЗКОЛЕГИРОВАННЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2021 |
|
RU2770807C1 |
| НИЗКОЛЕГИРОВАННЫЙ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПЛАВКИ | 2018 |
|
RU2781701C2 |
| СПОСОБ ВЫПЛАВКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2807237C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МЕДНЫХ СПЛАВОВ | 1990 |
|
SU1795662A1 |
| Способ изготовления прутков из бронзы БрХ08 | 2023 |
|
RU2807260C1 |
| СПОСОБ ВЫПЛАВКИ СПЛАВА ХН33КВ | 2022 |
|
RU2782193C1 |
| СПОСОБ ВЫПЛАВКИ ВЫСОКОХРОМИСТОГО НИКЕЛЕВОГО СПЛАВА | 1991 |
|
RU2070228C1 |
| Способ получения электродов из сплавов на основе алюминида титана | 2016 |
|
RU2630157C2 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕДИ И ЕЕ СПЛАВОВ НАНОСЕКУНДНЫМИ ЭЛЕКТРОМАГНИТНЫМИ ИМПУЛЬСАМИ НЭМИ ДЛЯ ПОВЫШЕНИЯ ИХ ТЕПЛОПРОВОДНОСТИ | 2005 |
|
RU2287605C1 |
| Способ выплавки высокохромистого никелевого сплава марки ЭП648-ВИ | 2020 |
|
RU2749409C1 |
Изобретение относится к области цветной металлургии, конкретно к способам получения низколегированных жаропрочных сплавов на медной основе, предназначенных для изготовления различных деталей, подвергаемых при эксплуатации значительным механическим и электротермическим нагрузкам, например электродов в аппаратах контактной сварки, коллекторов электромоторов, кристаллизаторов установок непрерывной разливки металлов, кокилей для литья легкоплавких металлов. Способ получения хромовой бронзы включает выплавку с перегревом медного расплава с последовательным введением в него легирующих элементов и/или лигатур и литье слитков с последующим охлаждением, при этом выплавку производят в графитовом тигле открытой индукционной печи в интервале температур 1200-1350 °С с использованием солевого флюса, а разливку расплава в форму осуществляют в защитной атмосфере инертного газа. В качестве солевого флюса используют флюс со следующим соотношением компонентов: предварительно плавленая бура 35-45%, просушенный при температуре 300-400 °С АНФ-1 – 35-30%, фторид натрия – 30-25%, а разливку расплава в форму осуществляют в защитной атмосфере инертного газа при температуре металла 1280-1300 °С. Изобретение направлено на получение слитков требуемого химического состава с равномерным распределением хрома по сечению. 2 з.п. ф-лы, 1 пр., 2 табл.
1. Способ получения хромовой бронзы, включающий выплавку с перегревом медного расплава с последовательным введением в него легирующих элементов и/или лигатур и литье слитков с последующим охлаждением, отличающийся тем, что выплавку производят в графитовом тигле открытой индукционной печи в интервале температур 1200-1350 °С с использованием солевого флюса, а разливку расплава в форму осуществляют в защитной атмосфере инертного газа.
2. Способ по п. 1, отличающийся тем, что при выплавке в открытой индукционной печи с графитовым тиглем используют солевой флюс со следующим соотношением компонентов: предварительно плавленая бура 35-45%, просушенный при температуре 300-400 °С АНФ-1 – 35-30%, фторид натрия – 30-25%.
3. Способ по п. 1, отличающийся тем, что разливку расплава в форму осуществляют в защитной атмосфере инертного газа при температуре металла 1280-1300 °С.
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕГО НИЗКОЛЕГИРОВАННОГО СПЛАВА НА МЕДНОЙ ОСНОВЕ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО МЕТАЛЛОПРОДУКЦИИ | 2007 |
|
RU2378403C2 |
| СПОСОБ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРУТКОВ ИЗ ХРОМОВОЙ БРОНЗЫ | 2006 |
|
RU2327807C2 |
| ФЛЮС ДЛЯ ПЛАВКИ МЕДНЫХ СПЛАВОВ | 1990 |
|
SU1795662A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2005 |
|
RU2309996C2 |
| DE 69417553 D1, 06.05.1999. | |||

