Фиг.1
Изобретение относится к машиностроению, к механообрабатывающеиу производству и может быть использовано для удаления заусенцев, скруг ления острых кромок и для выполнения других (Ъинишно-зачистных операций.
Цель изобретения повышение надежности в работе.
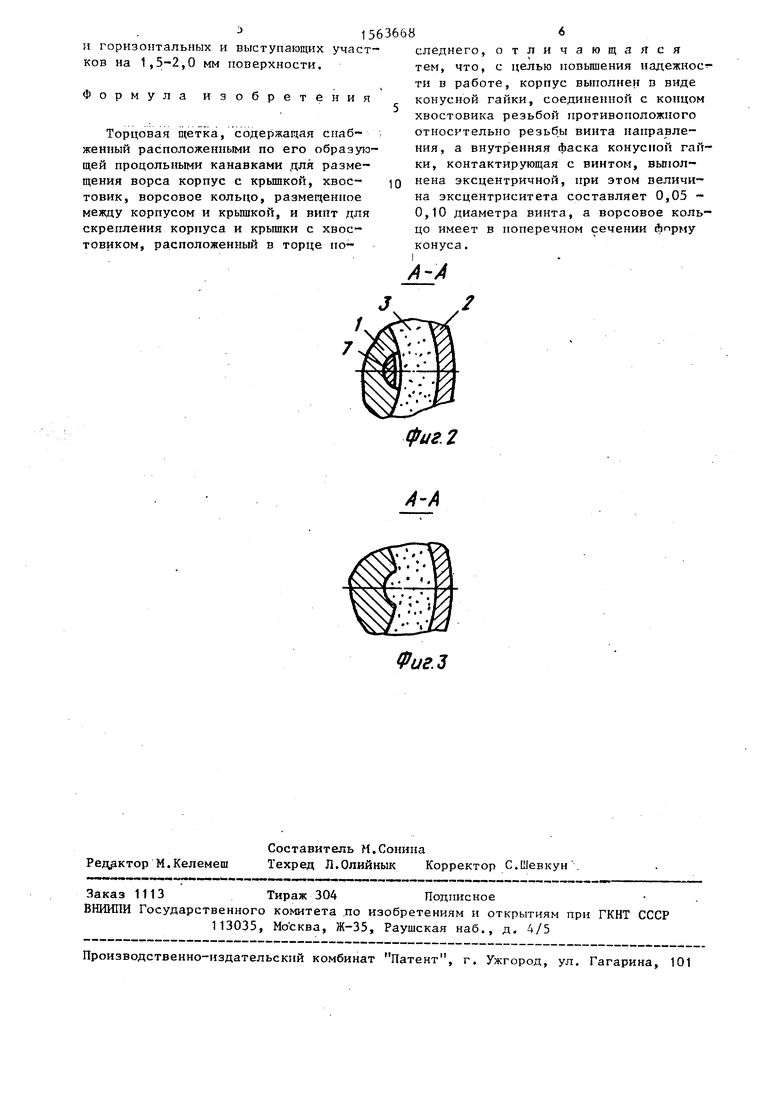
На йиг. 1 показана торцовая щетка, продольный разрез; на йиг. 2 - сечение А-А с технологическим стержнем; на фиг. 3 - то же, без технологического стержня (вариант).
полнела проточка, глубина которой подбирается экспериментально. Далее извлекают технологические стержни 7. При этом ворс, плотно сжатый при сборке, стремясь расшириться, заполняет пространство продольных канавок и этим самым исключает возможность проскальзывания ворсового кольца относительно гайки. Таким образом, самоотвинчиванию гайки 1 препятствует винт, имеющий резьбу противоположного направления, а отвинчиванию самого винта 5 препятствует изгиб его оси.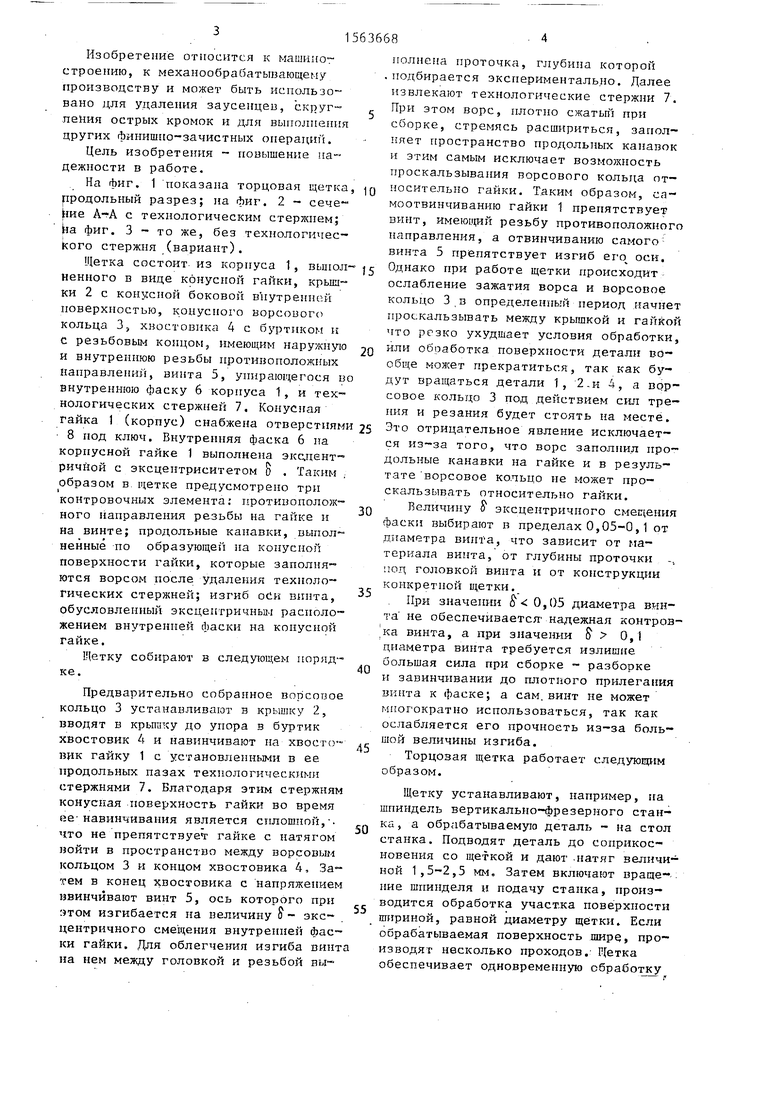
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая щетка | 1982 |
|
SU1158159A1 |
| Торцовая щетка | 1985 |
|
SU1296108A1 |
| Торцовая щетка | 1985 |
|
SU1353419A1 |
| Торцовая щетка | 1980 |
|
SU925305A1 |
| Устройство для изготовления цилиндрических проволочных щеток | 1981 |
|
SU1000015A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| Щетка для очистки поверхностей | 1979 |
|
SU858748A1 |
| ИНТЕРФЕЙС МЕЖДУ ЦАНГОВЫМ ПАТРОНОМ И АДАПТЕРОМ ДЛЯ ИНСТРУМЕНТА | 2018 |
|
RU2765029C2 |
| Проволочная щетка | 1979 |
|
SU854361A1 |
| Цилиндрическая щетка | 1991 |
|
SU1831313A3 |
Изобретение относится к машиностроению и может быть использовано для удаления заусенцев, скругления острых кромок и для выполнения других финишно-зачистных операций. Цель изобретения - повышение надежности в работе. Торцовая щетка содержит снабженную расположенными по его образующей продольными канавками для размещения ворса корпус 1 с крышкой 2, хвостовик 4, ворсовое кольцо 3, размещенное между корпусом 1 и крышкой 2 и винт 5 для скрепления корпуса 1 и крышки с хвостовиком 4, расположенным в торце последнего. Корпус 1 выполнен в виде конусной гайки, соединенной с концом хвостовика резьбой противоположного относительно резьбы винта направления. Внутренняя фаска конусной гайки, контактирующая с винтом, выполнена эксцентричной. Величина эксцентриситета составляет 0,05-0,1 диаметра винта. Ворсовое кольцо 3 имеет в поперечном сечении форму конуса. 3 ил.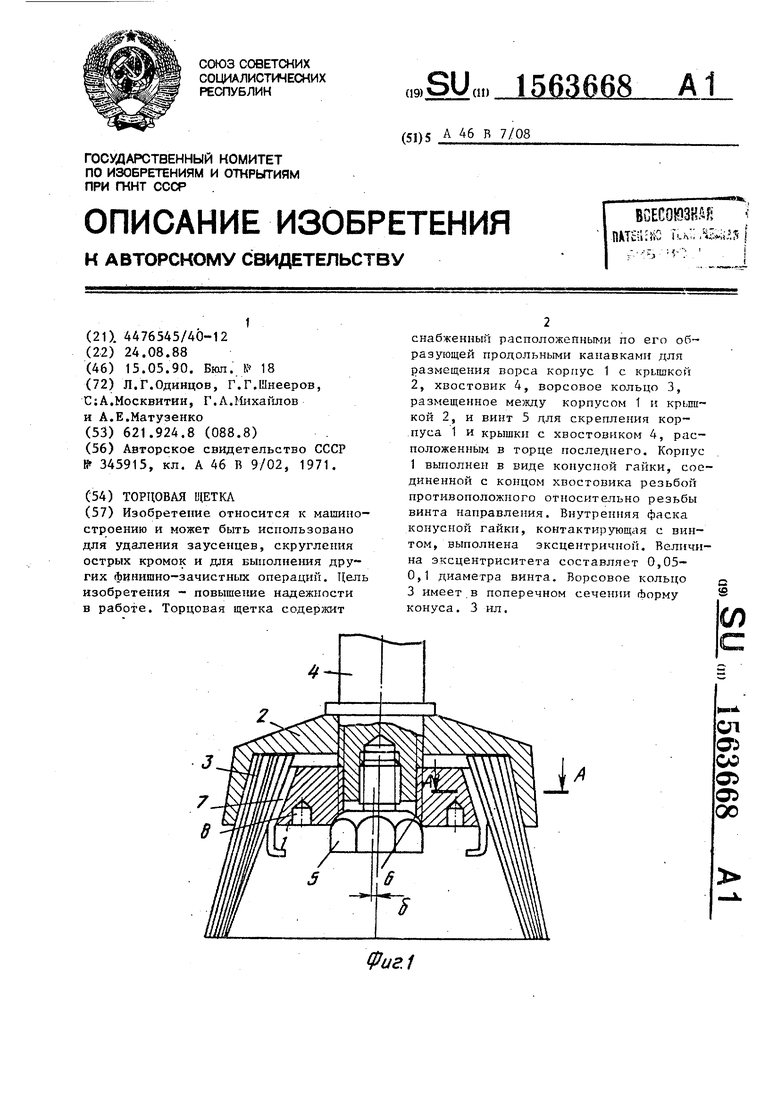
Щетка состоит из корпуса 1, вынол- Однако при работе щетки происходит
ненного в виде конусной гайки, крышки 2 с конусной боковой внутренней поверхностью, конусного ворсового кольца 3, хвостовика 4 с буртиком и с резьбовым концом, имеющим наружную и внутреннюю резьбы противоположных направлений, винта 5, упирающегося во внутреннюю фаску 6 корпуса 1, и технологических стержней 7. Конусная
ослабление зажатия ворса и ворсовое кольцо 3 в определенный период начнет проскальзывать между крышкой и гайкой что резко ухудшает условия обработки, 2Q или обоаботка поверхности детали вообще может прекратиться, так как будут вращаться детали 1, 2-й 4, а ворсовое кольцо 3 под действием сил трения и резания будет стоять на месте.
гайка 1 (корпус) снабжена отверстиями 25 Это отрицательное явление исключает8 под ключ. Внутренняя фаска 6 на корпусной гайке 1 выполнена эксцентричной с эксцентриситетом 8 . Таким образом в щетке предусмотрено три контровочных элемента: противоположного направления резьбы на гайке и на винте; продольные канавки, выполненные по образующей на конусной поверхности гайки, которые заполняются ворсом после удаления технологических стержней; изгиб оси винта, обусловленный эксцентричным расположением внутренней фаски на конусной гайке.
Щетку собирают в следующем порядке.
Предварительно собранное ворсовое кольцо 3 устанавливают в крышку 2, вводят в крышку до упора в буртик хвостовик 4 и навинчивают на хвостовик гайку 1 с установленными в ее продольных пазах технологическими стержнями 7. Благодаря этим стержням конусная поверхность гайки во время ее навинчивания является сплошной, что не препятствует гайке с натягом войти в пространс1во между ворсовым кольцом 3 и концом хвостовика 4, Затем в конец хвостовика с напряжением ввинчивают винт 5, ось которого при этом изгибается на величину о- эксцентричного смещения внутренней фаски гайки. Для облегчения изгиба винта на нем между головкой и резьбой вы30
35
40
45
50
55
ся из-за того, что ворс заполнил продольные канавки на гайке и в результате ворсовое кольцо не может проскальзывать относительно гайки.
Величину Ј эксцентричного смещения фаски выбирают в пределах 0,05-0, 1 от диаметра винта, что зависит от материала винта, от глубины проточки -t под головкой винта и от конструкции конкретной щетки.
При значении 8 0,05 диаметра винта не обеспечивается надежная контров ка винта, а при значении 8 0,1 диаметра винта требуется излишне большая сила при сборке - разбооке и завинчивании до плотного прилегания винта к фаске; а сам винт не может многократно использоваться, так как ослабляется его прочность из-за большой величины изгиба.
Торцовая щетка работает следующим образом.
Щетку устанавливают, например, па шпиндель вертикально-фрезерного станка, а обрабатываемую деталь - на стол станка. Подводят деталь до соприкосновения со щеткой и дают натяг величи ной 1,5-2,5 мм. Затем включают вращение шпинделя и подачу станка, производится обработка участка поверхности шириной, равной диаметру щетки. Если обрабатываемая поверхность шире, производят несколько проходов. Щетка обеспечивает одновременную обработку
ослабление зажатия ворса и ворсовое кольцо 3 в определенный период начнет проскальзывать между крышкой и гайкой что резко ухудшает условия обработки, или обоаботка поверхности детали вообще может прекратиться, так как будут вращаться детали 1, 2-й 4, а ворсовое кольцо 3 под действием сил трения и резания будет стоять на месте.
Это отрицательное явление исключает0
5
0
5
0
5
ся из-за того, что ворс заполнил продольные канавки на гайке и в результате ворсовое кольцо не может проскальзывать относительно гайки.
Величину Ј эксцентричного смещения фаски выбирают в пределах 0,05-0, 1 от диаметра винта, что зависит от материала винта, от глубины проточки -t под головкой винта и от конструкции конкретной щетки.
При значении 8 0,05 диаметра винта не обеспечивается надежная контров- ка винта, а при значении 8 0,1 диаметра винта требуется излишне большая сила при сборке - разбооке и завинчивании до плотного прилегания винта к фаске; а сам винт не может многократно использоваться, так как ослабляется его прочность из-за большой величины изгиба.
Торцовая щетка работает следующим образом.
Щетку устанавливают, например, па шпиндель вертикально-фрезерного станка, а обрабатываемую деталь - на стол станка. Подводят деталь до соприкосновения со щеткой и дают натяг величиной 1,5-2,5 мм. Затем включают вращение шпинделя и подачу станка, производится обработка участка поверхности шириной, равной диаметру щетки. Если обрабатываемая поверхность шире, производят несколько проходов. Щетка обеспечивает одновременную обработку
Фиг.З
| ТОРЦОВАЯ ЩЕТКА | 0 |
|
SU345915A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
