сд
оэ оо
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ широкослойной наплавки | 1978 |
|
SU747035A1 |
| Способ широкослойной наплавки | 1987 |
|
SU1555077A1 |
| Способ дуговой наплавки медно-никелевого сплава с содержанием никеля от 40 до 50% на алюминиево-никелевые бронзы | 2015 |
|
RU2610656C2 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ МЕДИ И МЕДНЫХ СПЛАВОВ НА СТАЛЬ | 2011 |
|
RU2470750C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОБ НАПЛАВЛЯЕМОГО МЕТАЛЛА | 2018 |
|
RU2710145C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| Состав электродного покрытия | 1986 |
|
SU1388238A1 |
| Способ наплавки алюминидов железа | 2015 |
|
RU2627714C2 |
Изобретение относится к сварочному производству, преимущественно к технологии изготовления стальных изделий, и может найти применение во всех отраслях промышленности, где применяется электродуговая наплавка бронз на низколегированную сталь. Цель изобретения - повышение качества наплавленного металла за счет уменьшения склонности к трещинообразованию и стабильности процесса наплавки. Наплавку ведут в один слой под флюсом с колебанием плавящегося электрода из бронзы по облицовке, представляющей собой по крайней мере две наложенные друг на друга пластины из чистого алюминия и чистой меди. При этом у наплавляемой стальной поверхности располагают пластину из чистого алюминия. Соотношение толщин пластин выбирают из выражения δалюм=(0,5-1)δмеди. Расплавляющийся в первую очередь алюминий смачивает стальную поверхность и предохраняет сталь от проникновения медного сплава, что уменьшает трещинообразование. Указанное расположение пластин предотвращает возгорание алюминия при наплавке и способствует стабилизации процесса. Наплавка ведется с такой скоростью движения сварочной ванны, что перемещение ее за период одного колебания равно двум диаметрам электрода. Расход плавящегося электрода равен суммарной массе облицовочных пластин. Это обеспечивает уменьшение глубины проплавления стали, что также повышает качество наплавленного металла. 1 табл., 1 ил.
Изобретение относится к сварочному производству, преимущественно к технологии изготовления стальных изделий, и может найти применение во всех отраслях промышленности, где применяется электродуговая наплавка бронз на низколегированную сталь.
Цель изобретения - повышение качества наплавленного металла за счет уменьшения склонности к трещинообразованию и стабильности процесса наплавки.
Выполнение облицовочной пластины по крайней мере из двух наложенных друг на друга пластин из чистого алюминия и чистой меди, а также то, что у наплавляемой стальной поверхности располагают пластину
из алюминия, позволяет уменьшить склонность к трещинообразованию. Это объясняется тем, что вследствие более низкой температуры плавления алюминия, чем меди, расположение алюминиевого листа на наплавляемой поверхности обеспечивает в первую очередь появление в процессе наплавки под флюсом расплава алюминия, который смачивает стальную поверхность. Это предохраняет сталь от проникновения жидкого медного сплава, а наплавленный металл - от проникновения стали, что уменьшает трещинообразование.
Кроме того, указанное расположение пластин предотвращает выгорание алюминия при
IMi
i , vMx Tp-v ci с ( йилизагип i гпчP|v ,i под q. IT ко т
1 nj М ,маВЯШ. с рОПЗОВО 0 i Ч i. 1
t.io с такой скоростью д .-ni i вс I)HHO/ ванны, что перемещени.1 ,. ю| о i VHO O колебания равно дмдиа ,- ,vi. ктро i,, обеспечивает ъ очьие ие t upon .явления стали что также
овышает качестве наплавленного металла
Расход тавящеюся электрода, равный , Msapaovn весд облицовочных пластин
ТЗлОВЫМ, ИСХОДЯ ИЗ УСЛОВИЯ ЛЪДЙ
ия гепюзою режима, ног ia сварочный п ж rips оста чьных ;аданпы параметрах ге/кима наплавки (напряжение, 1,чзмегр скорость i} ; юрочг1 -,( т гь перемещения сварочная , ife меч iier г хлное распчав ение ч i n ,ч i м нчматыю необходимее nfv г i i и основного металла Ука-sdHi-soe i ч м ч работа г мните ося лектро ха хс1 ,v - v ;,,L,u4nM . i. ii гально Расход мепыис а) ною значения не гарантирчет сп i iei,Mc
ih,)r Сг.НО О СЛОЯ С ОСНОВНЫМ N,
При расходе больше указанного uia sen1 я ini жен быть чвеличен сварочный ток чт
ирнБо;ит к уве ичению лубины проллав 1СНИЯ основного металла и, как следствие,
к повышению содержания железа в напляч
ленном металле Это повышает склонность к
т рсщинообразованию
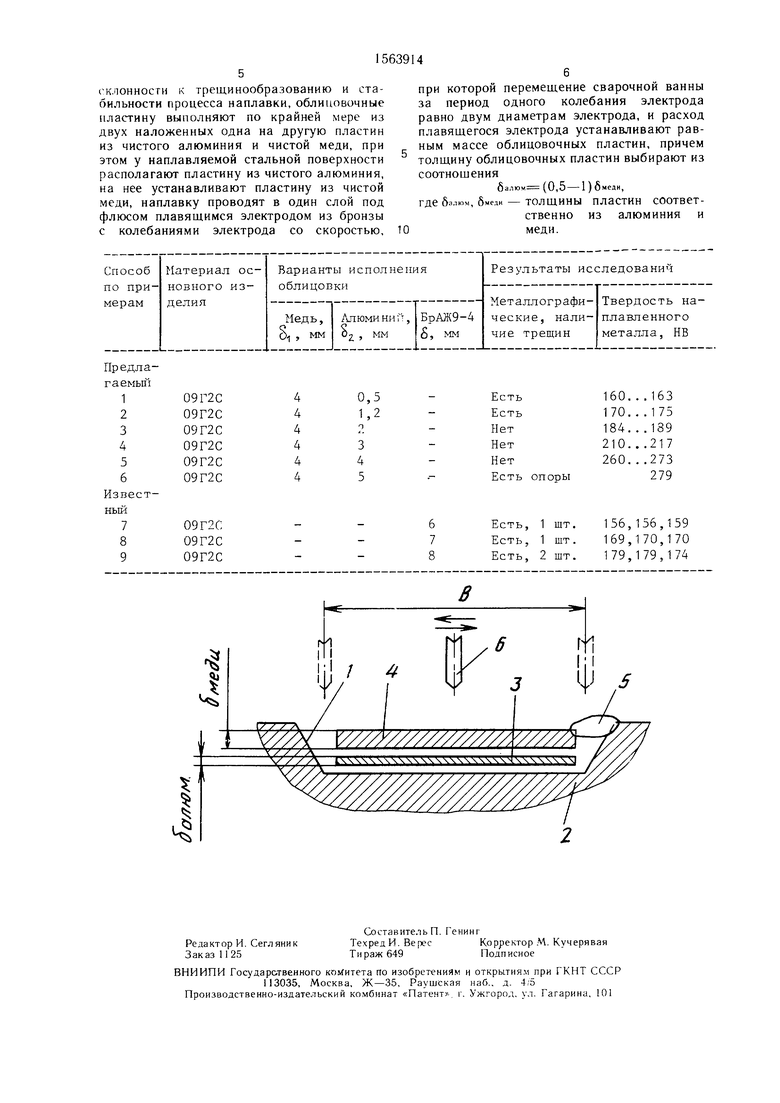
На чертеже представлена схема нредла-
i аемспо способа
В канавку 1 стальной детали 2 помещают облицовочные пластины 3 и 4 Облицовочную пластин 3 изготавливают из чистого а .юминия, пластину 4 - из чистой меди П 1астины 3 и 4 укладывают друг на i ак, чтобы у наплавляемой поверхности 1,етапи 2 располагалась алюминиевая плас- гина 3 1олщин пластин 3 и 4 выбирают из соотношения бакч. (0,5-1) Плас- 3 и 4 закрепляют в канавке 1 с помощью прихваток 5 по контуру пластины 4 к детали Наплавк производят с колебанием пла- ,х:я электрода 6 из бронзы под
0 Оч. 1м в один елои Скорость иода т
1iа ыцегося элекфода 6 выб флот. . учетом диаметра электрода, скорости перемещения сварочной ванны (в направлении нэп, aiihh) оиреде тяемои гак м образом,
что перемещение IVH nj за период одного -сшбанин равно т,в: м диаметрам .ле трода г с к - io6rj расход электрода 6 был равен Кп) зе у облицовочных пластин i iE лолебаний электрода выби - i ь ширины пластин 3,4 При et )роизводят широкослойнхю ав rov, 1ри «ее к о наплавку кольцевого брон овою i оясла шириной 60 мм на иот.п. нь шарового крана диаметром 600 мм
Наплавку выполняют бронзовым э пмри дом марки БрКМцЗ-1 ГОСТ i Ы 34 85
j 4 мм с колебанием, скорость колебания i 1сктрот,а - 125 м/ч
Наплавк производят по предваритетьно 1 пихваченным к поршню облицовочным плас- г .нкам из листа чистого алюминия марки ЛО г ОСТ 4784- 74 (и гю таблице) и листа чистой меди марки АД IP ГОСТ 859-78 (Л 4 мм)
Для наплавки применяют флюс АН-60 ГО( Т 9087-81
Соиысно предлагаемому способу на стальную дслаль укладывают лимы алюминия, на ;их меди, последние прихваты- атись по контур к дета ш.
Дтя колебания применяют механизм колебаний от с рамочного автомата 874H
Рож им сварки
Сварочный юк, J 550 t)
Напряжение на iyre, 35 В
гг;литуяа колебаний элекгро ха,
2 т1
ть пеоемещения сварочной ванны i ivp .o .того колебания электрода,
Ь ,М
(KOD(iib помчи электрода, - 35 м/ч
Контроль качества наплавленного металла проводится путем металлографических исстедований и анализа твердости
Кроме того, для сравнения проведена наплавк а по известному способу
Наплавка медного сплава на пластину из стали 991 2С шириной 60 мм осуществлена электродом марки БрКМц-3-1 ГОСТ 16132-85 диаметром 4 мм с колебанием электрода, скорость колебания 125 м/ч. Наплавка производится по облицовочной пластине из бронзы БрАЖ 9-4
Результаты исследований наплавленного слоя приведены в таблице.
Примеры 3-5 доказывают достижение указанного положительного эффекта, а примеры 1,2,6 - отсутствие положительного эффекта за пределами предлагаемого соотношения толщин листов алюминия и меди.
Использование предлагаемого способа широкослойной наплавки медных сплавов на сталь приводит к повышению качества наплавочного слоя за счет уменьшения трещинообразования и повышения твердости
И И4НОСОСТОЙКОСТИ.
Формула изобретения
Способ широкослойной наплавки алюминиевой бронзы на низколегированную сталь, при котором на наплавляемую поверхность устанавливают на прихватках облицовочные пластины и прои водят наплавку плавящимся электродов до полного расплартения облицовочных п тетин, отличающийся ем, что, с цетью г ьышения качества чап явленного металл,. л с -ет vi , гмия
склонности к трещинообразованию и стабильности процесса наплавки, облицовочные пластину выполняют по крайней мере из двух наложенных одна на другую пластин из чистого алюминия и чистой меди, при этом у наплавляемой стальной поверхности располагают пластину из чистого алюминия, на нее устанавливают пластину из чистой меди, наплавку проводят в один слой под флюсом плавящимся электродом из бронзы с колебаниями электрода со скоростью.
09Г2С 09Г2С 09Г2С 09Г2С 09Г2С 09Г2С
4 4 4 4
4 4
при которой перемещение сварочной ванны за период одного колебания электрода равно двум диаметрам электрода, и расход плавящегося электрода устанавливают равным массе облицовочных пластин, причем толщину облицовочных пластин выбирают из соотношения
6алюм (0,5- 1 ) бчедн,
где балюч, 8«eiH- толщины пластин соответственно из алюминия и меди.
5
2
Есть
Есть
Нет
Нет
Нет
Есть опоры
.163 .175 .189 .217 .273 279
| СПОСОБ СОЕДИНЕНИЯ МЕДИ И МЕДНЫХ СПЛАВОВСО СТАЛЬЮ | 0 |
|
SU195572A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кравцов Т | |||
| Г | |||
| Электродуговая наплавка электродной лентой | |||
| М.: Машиностроение, 1978, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
