Б
ОЭ
СП
оо
Изобретение относится к пайке и может быть использовано для изготовления припоечных колец, применяемых в термоусаживаемых припоечных муфтах, предназначенных для пайки проводов заземления к экранированным проводам.
Известен способ изготовления припоечных колец, при котором кольца получают вырубкой из плоской ленты с флюсовой набивкой fll.
Однако известный способ характеризуется малым коэффициентом использования металла и недостаточной эффективностью получаемых припоечных колец. Последнее вызвано тем, что кольца, изготовленные известным способом имеют участки сплошного сечения, где отсутствует флюсовая набивка, поэтому Ллюс выводит на поверхность внутреннего диаметра кольца лишь местами, а, следовательно, деталь, на которую устанавливается кольцо, также покрыта флюсом лишь частично.
Наибол.ее близким к изобретению по технической сущности и достигаемму результату является способ изготовления припоечных колец, при котором припой сворачивают в цилиндрическую спираль, разрезают ее по образующей на отдельные незамкнутые кольца и производят правку 2.
Недостатком известного способа яляется невозможность получения точно дозированного количества припоя в кольце, поскольку допуски на размеры исходного сортамента для изготовления колец лежат в более широких пределах, чем допуски на размеры, самих колец. Кроме этого, известным способом из трубчатого припоя могут быть получены кольца, в которых поток флюса может вытекать только через радиальный зазор, образующийся при. их резке, однако в этом случае Флюс течет в произвольном направлении, что приводит к снижению качествапайки. Изготовленные этим способом кольца оказываются недостаточно эффективными при пайке.
Цель изобретения - повышение качества паяного соединения путем равномерного распределения флюса по поверхности деталей.
Указанная цель дрстигается тем, что согласно способу изготовления припоечных колец, при котором припой сворачивают в цилиндпическую спираль, разрезают ее по образующей на отдельные незамкнутые кольца и производят правку, после правки заготовку /юполнительно деформируют для получения замкнутого кольца, затем производят вскрытие флюса по всей поверхности внутреннего диаметра кольца.
На фиг.1 изображено припоечное кольцо после калибровки по наружному диаметру и ширине; на фиг.2 окончательный вид кольца после вскрытия флюса по всей поверхности внутреннего диаметра; на фиг.З разрез А-А на Фиг.1.
Принятые обозначения: 1 - металл 2 - флюс.
Пример. Для изготовления припоечных колец берут трубчатый припой оловяно-свинцовой марки ПОССу61-0,5 ГОСТ 21931-76 с флюсовой набивкой из канифоли ГОСТ 19113-73 диаметром 1,0 мм, обезжиривают его бензином Б-70 и навивают на стержень диаметром 3,1 мм. Затем стержень с навитым на него припоем устанавливают в обойму с прорезью на поверхности, обойму закрепляют на столе фрезерного станка а в прорезь устанавливают дисковую фрезу толщиной 0,5 мм и разрезают спираль на отдельные кольца. При. этом скорость резания W 150 об/мин а горизонтальная подача мм/мин .После этого каждое кольцо правят и калибруют на прессе до получения наружного диаметра ,2 мм и ,7 мм, при этом зазор возникший при резке закрывается, а затем производят вырубку отверстия диаметром ,8 мм, что позволяет вскрыть флюсовую набивку по всему внутреннему Диаметру кольца.
Таким образом, предлагаемый способ изготовления припоечных коле позволяет существенно повысить качество паяного соединения за счет равномерного распределения флюса по поверхности паяных деталей, обусловленного вскрытием Флюса по всей поверхности внутреннего диаметра кольца.
А-А
Фиг.З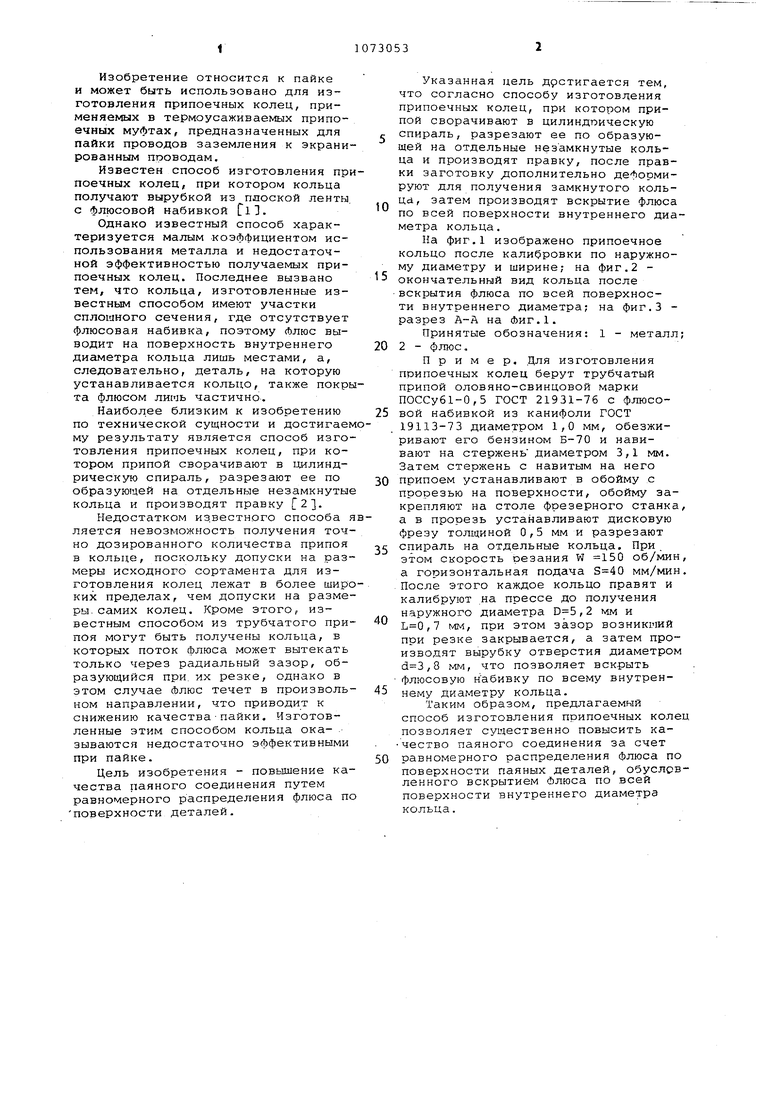
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| СПОСОБ ПАЙКИ ТРУБ | 1970 |
|
SU413002A1 |
| Способ пайки погружением | 1988 |
|
SU1547984A1 |
| Способ пайки выводов с заготовками керамических конденсаторов | 1979 |
|
SU863209A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
| СОЕДИНИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2208279C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ПРИПОЯ | 2018 |
|
RU2691019C1 |
| Способ изготовления пули | 2021 |
|
RU2760119C1 |
| Способ пайки некапиллярных соединений | 1986 |
|
SU1362579A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЕЧНЫХ КОЛЕЦ, преимущественно из трубчатого припоя с Флюсовой набивкой, при котором припой сворачивают в цилиндрическую спираль, разрезают ее по образующей на отдельные не замкнутые кольца и производят правку, отличающийся тем, что, с целью повьичения качества паяного соединения путем равномерного распределения флюса по поверхности деталей, после правки заготовку дополнительно деформируют для получения замкнутого кольца, а затем производят вскрытие флюса по всей поверхности внутреннего диаметра кольца.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Говард Г | |||
| Манко Пайка и припой | |||
| М., Машиностроение, 1968, с.308 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления и установки колец припоя на контактные штыри | 1978 |
|
SU706205A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
