Изобретение относится к сварке пластмасс и может быть использовано при инфракрасной сварке изделий из термопластичных ленточных материалов
Целью изобретения является повышение процесса сварки и повышение качества сварного соединения за счет использования двух каналов управления тепловым потоком.
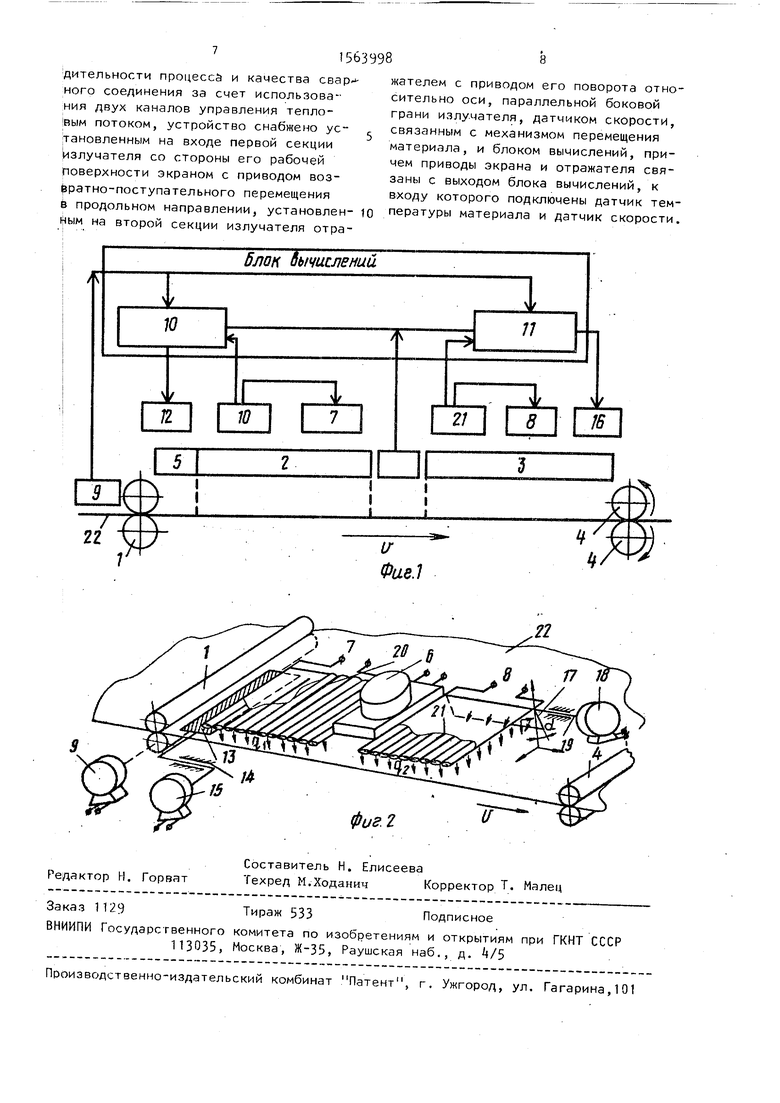
На фиг. 1 изображена принципиальная схема системы управления; на фиг. 2 - устройство, общий вид.
Устройство для сварки полимерных материалов содержит механизм перемещения материала в виде подающих роликов 1, инфракрасный излучатель, выполненный из двух секций 2 и 3 и сварочные ролики . Первая по ходу движения материала секция 2 излучателя включает в себя зону 5 управления длиной излучающей поверхности. Между секциями 2 и 3 излучателя установлен датчик 6 температуры. Секци 2 и 3 излучателя связаны с источниками 7 и 8 регулируемого напряжения (ИРН) соответственно. На валу подающих роликов 1 установлен датчик 9 скорости перемещения материала. Выходы датчика 6 температуры и датчика 9 скорости электрически связаны с входом вычислительных устройств (ВУ) 10.и 11, составляющих блок вычислений.
Вычислительное устройство 10 электрически связано с регулирующим органом 12, который представляет собой экран 13 установленный в направляющих 14 и связанный с приводом 15 его возвратно-поступательного перемещения в продольном направлении. Экран 13 установлен на входе первой секции 2 излучателя со стороны его рабочей поверхности. Вычислительное устройство 11 электрически связано с регулирующим органом 16, который представляет собой отражатель 17 с приводом 18 его поворота относительно оси 19 параллельной боковой грани второй секции 3 излучателя. Привод 15 экрана 13 и привод 18 отражателя связаны с выходом блока вычислений.
Датчики 20 и 21 температуры установлены на рабочей поверхности секци 2 и 3 излучателя и электрически связаны с источниками регулируемого напряжения 7 и 8 соответственно, включенными в сеть питания этих секций.
0
Способ сварки полимерных материалов реализуется при работе устройства,
Соединяемые поверхности материала 22, передвигаемого приводными подающими роликами 1 со скоростью V под секциями 2 и 3 излучателя, нагреваются в две стадии, получая количество тепла, пропорциональное длине секций и плотности теплового потока q,, q на этих секциях (q1 - на первой сек- .ции, Чг на второй, в зоне измерений тепловой поток определяется боковым излучением от первой и второй секции) , Для конкретного типа полимерного материала с помощью источников 7 и 8 регулируемого напряжения устанавливаются оптимальные статические значения температуры на секциях 2 и 3 излучателя.
в процессе нагрева материала осуществляется измерение температуры его поверхности в зоне нагрева между секциями излучателя датчиком 6 температуры и измерение скорости перемещения материала датчиком 9 скорости. При Фиксировании датчиками 6 или/и 9 каких-либо возмущений по температуре поверхности свариваемого материала или/и скорости его перемещения, т.е., при отклонении температуры в точке контроля и/или скорости от заданных значений сигнал с датчика 6 температуры или/и с датчика 9 скорости поступает в блок вычислений на вход соответственно, вычислительных устройств 10 и 11 одновременно.
Вычислительные устройства 10 и 11 по математической модели одновременно вычисляют независимо величину двух управляющих воздействий и передают сигнал регулирующим органам 12 и 16.
При этом осуществляют управление тепловым потоком путем изменения отраженного теплового потока (qOTp ) на второй секции 3 излучателя поворотом отражателя 17 относительно оси 19 на некоторый угол о( вправо или влево.
Одновременно осуществляют управление тепловым потоком путем изменения длины излучающей поверхности на первой секции 2 излучателя перемещением экрана 13 в продольном направлении между рабочей поверхностью излучателя и свариваемым материалом. Указанное управление осуществляется в зависимости от скорости движения материала и значения температуры на его поверхности, причем в процессе
0
5
0
5
0
5
управления осуществляется поддержание заданной температуры на соединяемых поверхностях материалов.
Вычисление управляющих воздействий вычислительными устройствами 10 и 11 осуществляется независимо из условия полной компенсации возмущений каждым управляющим воздействием в отдельности.
ит
и.
отр /3V
) + qOTp(TK)j; (1)
,г U2 fclGav) + di(TK)j; (2)
где U, - безынерционное управление
отраженным тепловым потоком (угол поворота отражателя); U2 - управление длиной излучающей поверхности; величина отраженного теплового потока;
изменение скорости.фиксируемое датчиком 9; Тц - температура в точке контроля, измеряемая датчиком 6; Л1 - длина участка управления. На первом этапе происходит частичная компенсация возмущений с помощью безынерционного, но маломощного управления U (путем изменения величины дополнительного отраженного теплового потока). Второе управляющее воздействие 1Ь (изменение длины излучающей поверхности)имеет запаздыва- ние С, прямо пропорциональное длине зоны нагрева и обратно пропорциональ- кое скорости движения о
Когда на выходе появляется реакция на второе управляющее воздействие, канал управления отраженным потоком отключается.
Таким образом, управление тепловым потоком путем изменения отраженного теплового потока на второй секции излучателя осуществляют на интервале времени, соответствующем запаздыванию реакции объекта на изменение длины излучающей поверхности на первой секции излучателя.
Временное использование канала управления отраженным потоком позволяет применять двухканальный способ управления при любом характере возмущающих воздействий.
При переходе на новый статический режим предварительно осуществляют регулирование мощности теплового потока излучателя.
0
5
0
5
5
0
0
5
0
5
Формула изобретения
i
1. Способ сварки полимерных материалов, включающий двустадийный инфракрасный нагрев соединяемых поверхностей, измеоение температуры в зоне нагрева между двумя секциями излучателя и поддержание заданной температуры на соединяемых поверхностях путем управления тепловым потоком на секциях излучателя, отличающийся тем, что, с целью повышения производительности процесса и повышения качества сварного соединения за счет использования двух каналов управления тепловым потоком, в процессе нагрева соединяемых поверхностей дополнительно измеряют скорость перемещения материала, а управление тепловым потоком осуществляют путем изменения отраженного теплового потока чз второй секции излучателя и изменения длины излучающей поверхности на первой секции излучателя и изменения длины излучающей поверхности на первой секции излучателя в зависимости от скорости движения материала и значения температуры на его поверхности в точке измерения.
2а Способ по п. 1, о т л и ч а - ю и и и с я тем, что после измерения скорости движения материала и значения температуры на соединяемых по- верхнос-ях величину управляющих воздействий определяют независимо, при этом управление тепловым потоком путем изменения отраженного теплового потока на второй секции излучателя осуществляют на интервале времени, соответствующем запаздыванию реакции объекта на изменение длины излучающей поверхности на первой секции излучателя.
3 Способ по п. 1, отличающийся тем, что при переходе на новый статический режим осуществляют предварительно регулирование мощности теплового потока излучателей.
4. Устройство для сварки полимерных материалов, содержащее механизм перемещения материала, инфракрасный излучатель, выполненный из двух секций, связанных с источником регулируемого напряжения, и датчик температуры, размещенный между секциями излучателя, отличающееся тем, что, с целью повышения производительности процесса и качества свард ного соединения за счет использования двух каналов управления тепловым потоком, устройство снабжено установленным на входе первой секции излучателя со стороны его рабочей поверхности экраном с приводом возвратно-поступательного перемещения в продольном направлении, установлен- ным на второй секции излучателя отражателем с приводом его поворота относительно оси, параллельной боковой грани излучателя, датчиком скорости, связанным с механизмом перемещения материала, и блоком вычислений, причем приводы экрана и отражателя связаны с выходом блока вычислений, к входу которого подключены датчик температуры материала и датчик скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДАТЧИК ДЛЯ ПРОВЕРКИ ЗАЩИЩЕННЫХ МЕТОК, СОДЕРЖАЩИХ ЛЮМИНОФОР | 2019 |
|
RU2723969C1 |
| УСТРОЙСТВО ИНФРАКРАСНОЙ СУШКИ | 2011 |
|
RU2481004C2 |
| СПОСОБ ПЛАВЛЕНИЯ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2166040C2 |
| СИСТЕМЫ И СПОСОБЫ ДЛЯ ЛЕЧЕНИЯ БОЛЕЗНЕЙ ГЛАЗ | 2019 |
|
RU2808478C2 |
| РЕАКТОР ДЛЯ ПРОКСИМАЛЬНОГО И ПЕРПЕНДИКУЛЯРНОГО ИЗЛУЧЕНИЯ ЭЛЕКТРОМАГНИТНЫХ ВОЛН НА ТОНКОМ СЛОЕ ЖИДКОСТИ | 2018 |
|
RU2757925C2 |
| ТРУБЧАТЫЙ КОНЦЕНТРАТОР ДЛЯ КОНЦЕНТРИЧЕСКОГО ИЗЛУЧЕНИЯ ЭЛЕКТРОМАГНИТНЫХ ВОЛН | 2016 |
|
RU2732849C2 |
| Устройство для термической обработки движущегося материала | 2016 |
|
RU2617216C1 |
| Установка для выпечки тонкого армянского лаваша | 1990 |
|
SU1750564A1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА, НАПРИМЕР, ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ЛИНЕЙНЫМИ ИЗЛУЧАТЕЛЯМИ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ ОГРАНИЧЕННОЙ ДЛИНЫ | 2004 |
|
RU2263730C1 |
| ПАССИВНАЯ ИНФРАКРАСНАЯ МИРА С СИСТЕМОЙ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 2008 |
|
RU2387969C1 |
Изобретение относится к сварке пластмасс и может быть использовано при инфракрасной сварке изделий из термопластичных ленточных материалов. Цель - повышение производительности процесса сварки и повышение качества сварного соединения за счет использования двух каналов управления тепловым потоком. Для этого в способе сварки полимерных материалов в процессе нагрева соединяемых поверхностей дополнительно измеряют скорость перемещения материала. Управление тепловым потоком осуществляют путем изменения отраженного теплового потока на второй секции излучателя и изменения длины излучающей поверхности на первой секции излучателя в зависимости от скорости движения материала и значения температуры на его поверхности в точке измерения. Кроме того, после измерения скорости движения материала и значения температуры на соединяемых поверхностях величину управляющих воздействий определяют независимо. При этом управление тепловым потоком путем изменения отраженного теплового потока на второй секции излучателя осуществляют на интервале времени, соответствующем запаздыванию реакции объекта на изменение длины излучающей поверхности на первой секции излучателя. При переходе на новый статический режим осуществляют предварительно регулирование мощности теплового потока излучателей. Устройство для сварки полимерных материалов снабжено установленным на входе первой секции излучателя со стороны его рабочей поверхности экраном с приводом возвратно-поступательного перемещения в продольном направлении, установленным на второй секции излучателя отражателем с приводом его поворота относительно оси, параллельной боковой грани излучателя, датчиком скорости перемещения материала, связанным с механизмом его подачи, и блоком вычислений. Приводы экрана и отражателя связаны с выходом блока вычислений, к входу которого подключены датчик температуры материала и датчик скорости. 2 с.п. и 2 з.п. ф-лы, 2 ил.
блок вычислений
10
И
гг
/
/7
21
8
№
3
I
i
ц- Фие.1
s
П
| Устройство для сварки полимерных материалов | 1981 |
|
SU1006252A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки полимерных материалов | 1983 |
|
SU1168429A1 |
| Солесос | 1922 |
|
SU29A1 |
